This article discusses the challenges and successes encountered while creating a retrocommissioning offering for industrial compressed air systems. The pilot program succeeded in enrolling seven different manufacturing facilities that, combined, represented more than 5,475 connected compressor horsepower. Five of the seven companies completed the pilot program and captured more than 2.3 Million annual kWh at an incentive cost of less than \$0.03/kWh for the first year’s savings.
Background
The EPA defines building commissioning as a “quality assurance program intended to demonstrate the building is constructed well and performs as designed” (EPA, 2010). Whereas standard commissioning occurs during or just after initial construction, retroactive commissioning or retrocommissioning simply refers to accomplishing those same goals retroactively to an existing system. Retrocommissioning is different from a standard energy assessment in that it strictly looks for opportunities to maximize the performance of the existing system as opposed to suggest new equipment or technology to replace the existing system.
The targeted opportunities during retrocommissioning are often no or low-cost and involve repairing malfunctioning components within the system or adjusting system controls to more closely match current system demands. Although building commissioning has gained considerable visibility in recent years, the commissioning concept can be applied to any engineered system that requires interactivity between multiple components to perform correctly.
Prior to the development of the compressed air retrocommissioning program discussed in this paper, Wisconsin’s state-wide energy efficiency program, Focus on Energy, developed and released a commercial building retrocommissioning (RCx) incentive. The commercial building RCx incentive still exists today and requires an assessment that focuses on low and no-cost opportunities associated with a building automation system (BAS) and the heating, ventilation and air conditioning systems controlled by the BAS.
Since the inception of the commercial building RCx incentive multiple industrial customers have inquired about that offering but have opted not to participate because the building system approach did not address the production related systems that are often the focus of industrial energy efficiency efforts. In response, the industrial office of the Focus on Energy program set out to develop a retrocommissioning offering that would address energy-intensive systems such as compressed air, steam, chilled water and industrial ventilation that are commonly found in industrial environments.
 It quickly became apparent that developing a single assessment procedure that would address all of these systems would be too daunting. Instead the industrial office decided to develop an approach and accompanying incentive for each system that could benefit from an RCx assessment approach. Compressed air was chosen for the first pilot program due to technical familiarity and universality to most industrial environments.
It quickly became apparent that developing a single assessment procedure that would address all of these systems would be too daunting. Instead the industrial office decided to develop an approach and accompanying incentive for each system that could benefit from an RCx assessment approach. Compressed air was chosen for the first pilot program due to technical familiarity and universality to most industrial environments.
Program Design
There are two parts to the compressed air retrocommissioning incentive design. The first part involved designing an assessment that would achieve the retrocommissioning goal of uncovering low and no-cost opportunities with the customer existing equipment. The second part required creating an incentive structure that minimizes program risk while at the same time offering enough incentive to overcome customer barriers to participation.
Assessment Design
The goal of a retrocommissioning assessment is to uncover opportunities within the customer’s existing equipment. These opportunities often take the form of controls programming changes to reflect process changes that have occurred over time, or replacing system components that have failed. The process of uncovering these opportunities is labor intensive and expensive but the benefits can be very inexpensive.
The basic concept of a RCx assessment consists of two parts. The first is to document the original performance specification of each system component and how the components should interact under different operating conditions. The second is to take the required measurements and perform the necessary investigations to verify that each system component and the system as a whole perform in accordance to those specifications.
To apply this framework to compressed air the Wisconsin Focus on Energy program created individual performance verification worksheets for the common compressed air system components. Worksheets were created for compressors, dryers, distribution system, sequencing controls, and leak documentation. These worksheets required the assessment provider document the performance specification from the original manufacturer specification sheets, compare this to what the customer actually requires based on current compressed air uses, and then the worksheet required the assessment provider to document how each component is actually performing after the field measurements and data are collected.
The performance of all the system components working together was measured by requiring the assessment provider measure actual power and actual flow at all points necessary to develop a Compressed Air Supply Efficiency (CASE) number. The CASE number for a system is the average scf/kWh for one week where scf is measured downstream of all supply side equipment, and kWh includes energy consumption of all supply side equipment (Babu, 2004).
Incentive Design
Retrocommissioning level assessments have a high upfront cost and uncover low or no-cost opportunities. The high upfront cost is a barrier in and of itself, but it is compounded by the fact that a customer must incur the high cost before knowing what benefits will result.
This high cost is in contrast to the low or no-cost assessments offered by equipment sales companies where the assessment is offered for a low price or for free, but the opportunities uncovered are often limited to significant investment in new equipment.
To overcome the market barrier of high upfront cost with unknown benefits, a successful demand-side management (DSM) retrocommissioning program must offer an incentive sufficient in size to remove enough risk for the customer that the customer is willing to invest in the higher-cost assessment. But the program must be careful not to assume the entire risk of unknown benefits by building risk-mitigating components into the incentive.
To address the high upfront cost barrier the Focus on Energy program offered \$15 per active (non-backup) compressor horsepower towards the cost of the retrocommissioning assessment not to exceed \$25,000. The incentive amount was determined using program minimum cost-effectiveness targets and assumed minimum savings from minimal leak repairs that would be required by all participants in the compressed air RCx program.
In return for the larger incentive applicants must agree in advance to implement all projects identified with a simple energy payback of 1.5 years or less or spend at least \$15 per horsepower towards those projects.
The \$15 per horsepower incentive is almost four times larger than what the Focus on Energy program previously offered towards a basic compressed air audit. The previous basic compressed air audit incentive did not require the customer implement any of the identified opportunities. The larger incentive for the RCx approach is justified because the RCx incentive design will require the customer implement identified projects allowing the program to offer a higher incentive and remain cost-effective.
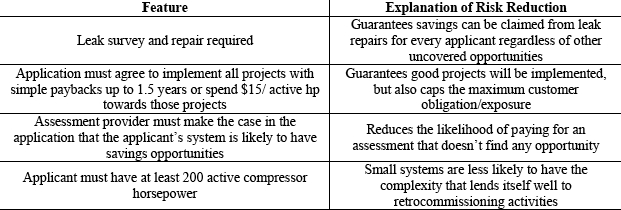
The table below explains the requirements and features built in to the incentive to maximize the potential for savings and protect the program from risk of funding an assessment that results in no opportunity for efficiency improvement.
Incentive Features to Reduce Program Risk
Program Implementation
Rather than use traditional program outreach channels for releasing this offering to the broader market, the compressed air RCx pilot program was released only to the compressed air market providers through a roll-out meeting. Providers who wished to participate in the pilot program were required to attend this roll-out meeting where details of the offering were released. Other than required attendance at the kick off meeting, the pilot program did not restrict who could be an assessment provider. Any contractor who could perform the required assessment activities was free to participate.
The reason the program roll out was handled through the market providers is that it was assumed that market providers have the best knowledge of their own customer’s systems and would know the best system to target for such an offering. Mass market advertising was avoided due to the limited spots available in the pilot.
Features of the pilot implementation were:
- Program limited to 10 compressed air systems total
- Each assessment provider was allowed a maximum of 2 customers in the pilot program on a first-apply-first-serve basis
- Program duration was approximately one year
- Identified projects must be completed by conclusion of program
- Incentives are paid to the customer after projects are implemented
Results and Lessons
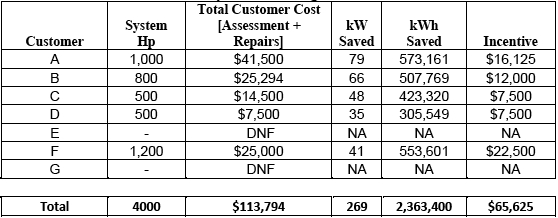
The table below summarizes the results of the compressed air retrocommissioning pilot program. The customer names have been replaced with letters for identification purposes for the remainder of this paper. The columns in the table are defined as follows:
- System Hp – the system horsepower represents nameplate horsepower for active, non-backup compressor capacity
- Total Customer Cost – the cost of the initial RCx assessment and any costs that the customer incurred implementing the identified opportunities
- kW Saved – an average kW reduction determined dividing the energy savings over the hours of system operation (not to be confused with peak kW reduction)
- kWh Saved – the annual estimated energy savings resulting from the implementation of measures identified during the RCx assessment
- Incentive – the total financial incentive paid to the customer at the conclusion of the program
Summary of Pilot Program Results
Customer A is a large fabrication and assembly company and the assessment results did not contain the low and no-cost opportunities that the program hoped to uncover. During the post-assessment interview, the Focus on Energy representative found that the facility had large open-blowing tubes underneath a stamping machine to blow the stamped part out of the mold. It was also discovered during the exit interview that at time the entire plant remained pressurized over the weekend simply to feed a single EDM machine. An existing stand-alone compressor for this machine had failed, and the machine was simply hooked to the central compressed air system. Unfortunately there wasn’t time or budget for the vendor to investigate these opportunities in time for the offering deadline. The savings claimed for this customer were from leak repair only.
Customer B a furniture manufacturer has 925 hp of air compressors. During the assessment it was discovered that a bypass valve on a 300hp air compressor was stuck open. The repair was authorized immediately the day of the assessment. The repair cost was \$1,600 and the resulting energy reduction will save the customer approximately \$32,000 per year.
Customer C, a metal parts manufacturer has five 100hp compressors. Over the years dozens of open blowing applications have been installed to facilitate the movement of small parts through the automated machining centers. These open tubes are estimated to represent more than 500 cfm of air demand. The RCX assessment recommended that customer install nozzles on each of these tubes to reduce the free flow of air. The customer responded that they had already tried a nozzle and it “didn’t work”. However because of the RCX structure they were required to investigate more nozzle types in order to receive the incentive and they eventually found a nozzle that worked. 51 nozzles were installed that reduced air flow from at each open tube by 50%. The cost to purchase the nozzles was \$1,245 the reduction in CFM will save the customer approximately \$33,000 per year in energy costs. A program representative was included at both the initial sales meeting for the pilot program as well as the exit meeting.
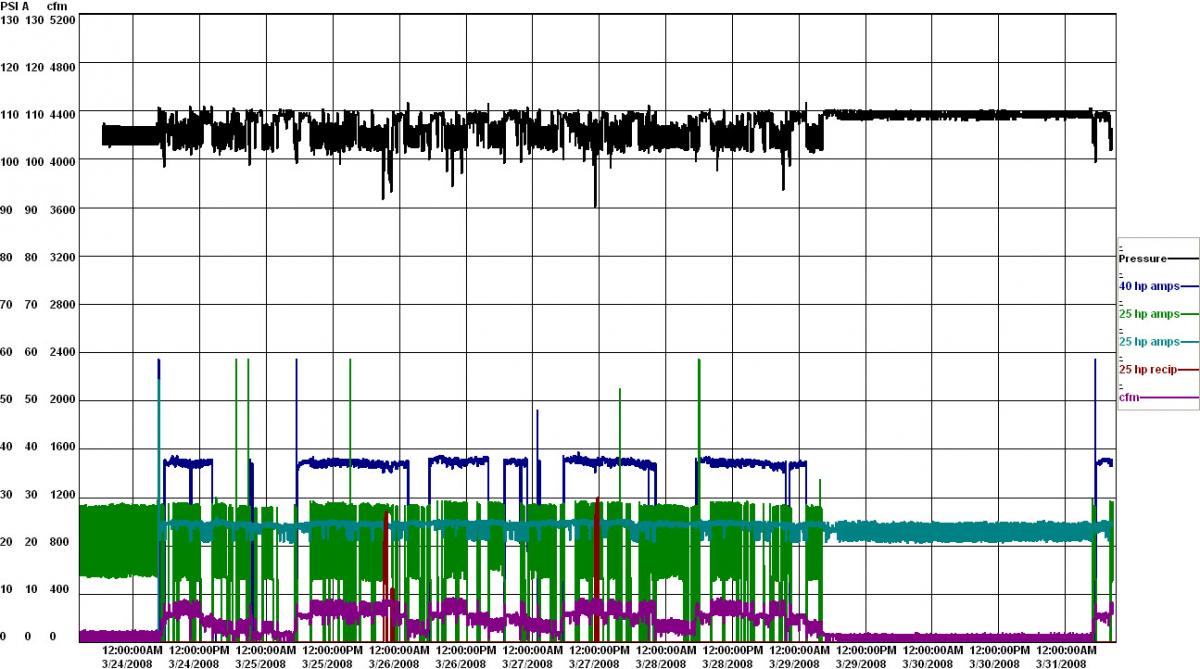
Customer D, a PVC pipe manufacturer has six (6) 50 hp compressors and two (2) 100 hp compressors in 3 different buildings. All of the compressors feed into one system and piping runs between four buildings on the campus. The power and flow monitoring during the RCx assessment uncovered the fact that one of the 100 hp compressors was stuck in idle mode. The damaged idle linkage caused the compressor to run 24/7 without compressing any air. There would’ve been no way for the system owner to know the compressor was not producing air without the detailed monitoring of the RCX assessment. The malfunctioning control was fixed by the assessment provider for \$623 and saved the customer over \$10,000 per year in energy costs. A program representative was included in both the initial proposal meeting as well as the exit meeting after the assessment.
Customer E, a large industrial printer, struggled to install the required metering without interrupting production. Delays in the logistics of carrying out the assessment pushed the project beyond the program deadline and the program did not pay an incentive or claim any savings from this customer.
Customer F a plastic bottle manufacturer has six air compressors totaling more than 1500 hp worth of capacity. During the RCX assessment it was discovered that one compressor was not tied into the central compressor control system. It was estimated that bringing the compressor into the control scheme would save almost 250,000 kWh per year. The system owner investigated and found out that actually the compressor was tied in the control system the controls simply weren’t “activated”. With the flip of a switch the customer saved almost \$20,000 per year in electricity costs.
Little is known about the assessment for Customer G as the vendor did not include the program in any of the customer interactions. The assessment report was submitted but the customer did not act on any of the recommendations and therefore did not receive an incentive.
At the conclusion of the pilot program the total incentives paid by Focus on Energy came to \$65,625. In return the program was able to claim more than 2.3 million kWh. Dividing the kWh into the total incentive cost gives an incentive cost-effectiveness of less than \$0.03/kWh.
Program Cost Effectiveness
![]()
Pilot Program Objectives and Outcomes
The table below looks at the overall success of the pilot program by comparing pilot objectives with the outcomes of the pilot program.
Lesson Learned
Service providers did a good job of identifying customers who were good candidates for the RCx program and did a good job selling the concept to theses customers. All but one company approached with the RCx concept eventually enrolled.
Participants were not frightened by the prospect of committing in advance to implement projects with a 1.5 year payback. The 1.5 year payback seemed to be an acceptable return for the companies approached with the RCx concept. Even the company that failed to enroll stated that the 1.5 year payback was an acceptable commitment.
Two of the seven applicants did not include a Focus on Energy representative at the initial kick-off meeting. These two applicants were the only two that did not successfully complete the compressed air RCx program before the incentive deadline. Involvement of the demand side management program staff is critical to the success of RCx. Future offerings should make it a strictly enforced requirement that a program representative must be at the initial kick-off meeting.
Many of the service providers involved already offered some type of compressed air system assessment. Many times the required RCx assessment activities did not align with the providers typical assessment activities. Initially providers were confident they could meet the additional requirements of the RCx assessment. In practice the RCx activities such as kW monitoring and flow measurement were harder for most providers to complete than originally thought. Future RCx offerings will use the lessons learned to develop a more complete but also more realistic set of required activities to qualify for RCx.
Compressed air equipment providers are not necessarily experts at demand-side equipment efficiency or design. During post-assessment meetings the Focus on Energy representative was able to uncover demand-side opportunities not investigated during the assessment. Future RCx offerings need to create a list of common demand-side opportunities and require program staff work closely with assessment providers to be sure those opportunities are fully investigated during the assessment.
Enforcing the detailed assessment requirements was very difficult. Each customer site and assessment provider is unique and trying to enforce a universal set of assessment activities across all the system was difficult. Many times during the pilot program assessment providers could not complete specific required assessment task because the task was either physically or economically unfeasible. Only one provider successfully completed all of the equipment worksheets and ironically that assessment uncovered the smallest number of opportunities.
Conclusion
Typical low-cost compressed air assessments are too focused on new equipment sales and overlook tremendous opportunity for savings that exist within the existing compressed air system. This compressed air retrocommissioning pilot program demonstrates that with the proper assessment scope and sufficient funding these opportunities can be uncovered by DSM program and create very cost effective savings.
For more information contact Nathaniel Q. Altfeather, Engineering Manager, Focus on Energy Industrial Program, SAIC, tel: 608-277-2949, email: Nathaniel.q.altfeather@saic.com.
References
[EPA] Environmental Protection Agency - Indoor Environment Division. 2010. Commissioning. http://www.epa.gov/iaq/schooldesign/commissioning.html. Washington D.C: Environmental Protection Agency
Joseph, Babu. 2004. “Compressed Air Supply Efficiency”. Proceedings from the Twenty-Sixth Industrial Energy Technology.



