Project Background

PROTON Tanjung Malim Sdn Bhd (PTMSB) is an automotive manufacturing plant located at PROTON City, a ten minute drive from the Tanjung Malim town of Perak, Malaysia. It is one of three manufacturing facilities owned and operated by Perusahaan Otomobil Nasional Sdn. Bhd. (PROTON) with a production capacity of 150,000 cars per annum.
Measurements were taken as a result of PTMSB’s adoption of the IS0 50001 Energy Management System (EnMS) tool from United Nations Industrial Development Organization (UNIDO), which revealed annual electricity consumption from compressed air as the third largest Significant Energy User (SEU). This accounts to about 12 GWh or 18 percent of 66 GWh total facility annual electricity consumption (Figure 2).
As a result of this insight, the company’s management set a goal to optimize the compressed air system by reducing compressed air leaks, artificial demands, and inappropriate uses in the plant.
Key Findings
Compressed air optimization measures adopted by PTMSB have reduced the consumption of compressed air by 31 percent resulting in savings of about 3,761,000 kWh per year in energy consumption. The monetary savings are MYR 1,090,627 per year ($255,000 USD). The CO2 reduction is estimated at 2,735 ton per year.

Figure 1: PTMSB Plant Layout
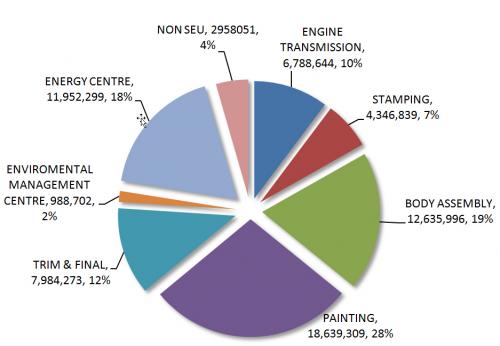
Figure 2: PTMSB Energy Consumption (kWh) for 2014/15
Overview of Air Compressors in PTMSB
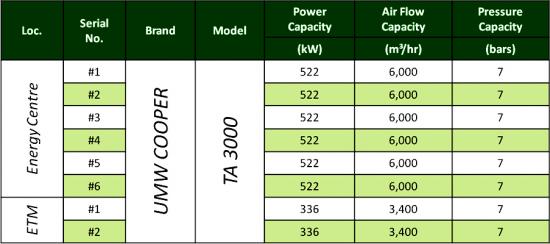
Figure 3: Specification of air compressors in PTMSB
There are eight large water-cooled centrifugal air compressors located in the Energy Centre of PTMSB. These units are not connected to any type of control system and are manually operated on a schedule controlled by the system operators.
Energy Conservation Opportunities Identified through Compressed Air System Optimisation (CASO)
The PTMSB plant maintenance & services set specific goals in addressing their compressed air system. They include:
- To reduce energy consumption (electricity) of compressed air system through Compressed Air System Optimisation (CASO).
- To reduce electricity cost and energy consumption by 10% from year 14/15. (baseline)
- To reduce carbon footprint of PTMSB through CO2 emission reduction.
CASO activities that were carried out, are as follows:
- Energy Saving Awareness & Compressed Air Leak Rectifications
- Compressed Air Leak Monitoring & Air Leak Isolation at certain production shops
- Compressed Air Conservation (reduce number of compressors running at one time)
- Compressed Air Pressure Reduction from 7 bar to 6 bar (100 psi to 87 psi)
- Improvement on Control Panel Cooling (To replace Vortex Cooler using compressed air with Force Convection Fan)
Results of Implementation of CASO activities
Figure 4 shows that the efforts of the energy management team caused a progressively decreasing reduction in energy consumption at the Energy Centre.
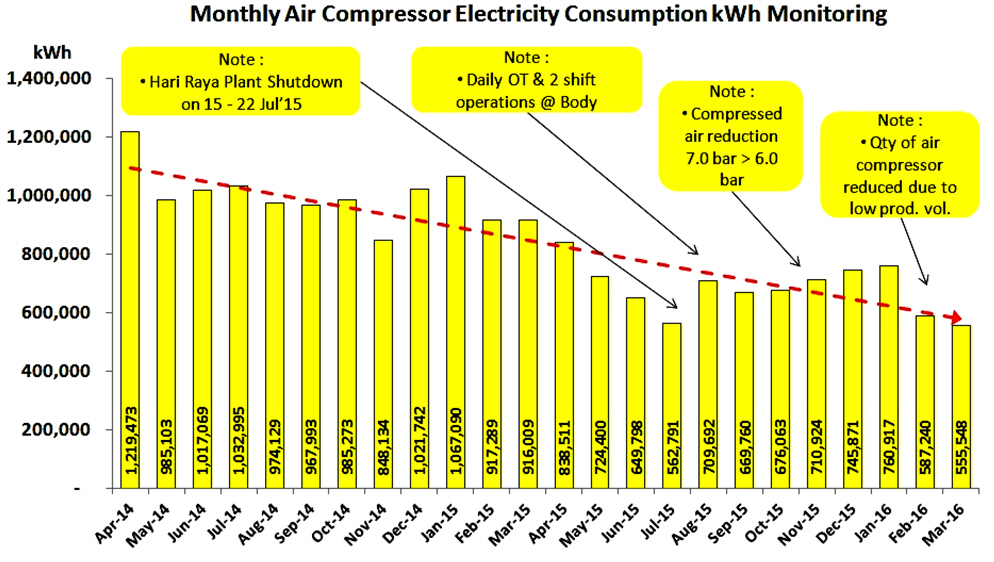
Figure 4: Savings from CASO Initiatives
Energy Savings Awareness & Compressed Air Leak Rectifications
As part of the UNIDO training in Energy Management, PTMSB staff learned that Energy Conservation is the first step towards Energy Efficiency, and from past studies it was proven that behaviour changes of people and reducing wastage in current practices can lead to 10% or more savings.
Hence, PTMSB launched the PROTON Green Policy and rolled out awareness campaign to all workers on conserving energy. PTMSB trained their staff to inform maintenance team whenever they find any air leaks nearby their work areas. The maintenance team also organized dedicated sub-groups to aggressively find all leaks and fix compressed air leaks found in all areas.

Figure 5: The PTMSB Maintenance Staff are serious about reducing waste!
Compressed Air Leak Monitoring & Air Leak Isolation
Since you can't manage what isn't measured, PTMSB installed thermal mass flow meters with data loggers at all production shops to monitor the compressed air flow during non production weekends. As a result of this monitoring method, PTMSB managed to identify which production shop had high compressed air leakage levels and focus their energies on those areas. They then arranged to isolate the compressed air supply for any particular shop not requiring compressed air during non-production weekends by closing motorized valves at the outlet of air receiver tanks. As a result, this approach has enabled PTMSB to run only one 336 kW air compressor instead of two large 522kW units during non-production operation on weekends and holidays.
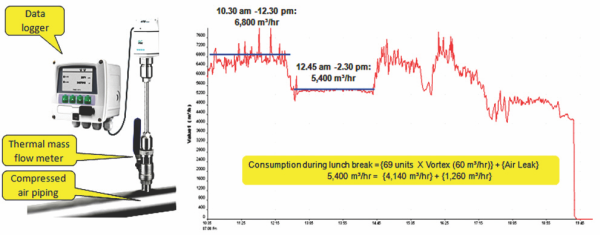
Figure 6: Compressed air flow monitoring system identified problem areas - Click here to enlarge
Air Compressor Optimization
Furthermore, by running only three air compressors during day shifts instead of five units, and smaller total capacity during night shift, PTMSB managed to achieve better compressed air production efficiency and reduced blow-off. Add to this the benefit of reduced maintenance costs due to lower number of operating hours.
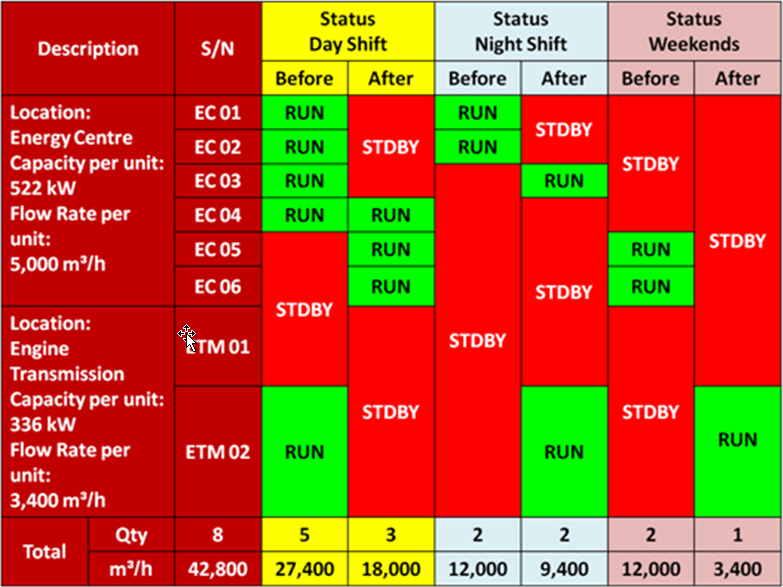
Figure 7: Fewer air compressors run as a result of conservation measures.
Compressed Air Pressure Reduction
PTMSB also studied the demand side requirements for the compressed air pressure. Initially, the air compressors at the Energy Centre were supplying compressed air at a pressure of 7 bar (100 psi) to the whole plant. It was thought this level could be reduced. However, when reducing the supply pressure from 7 bar to 6 bar (100 to 87 psi), it was found that some pneumatic machines in the Painting shop and Trim & Final shop started to malfunction, affecting the quality of the painting process due to low pressure events. Some machines in the two production shops required higher pressure than other production shops. In order to save energy for the air compressors, PTMSB purchased and installed compressed air powered boosters that compress 6 bar compressed air to the required 7 to 9 bar pressure for the Painting shop, spray robots and Trim & Final shop’s pneumatic manipulators.
This initiative resulted in PTMSB being able to reduce the overall header pressure in the plant by 1 bar (14.5 psi). The reduced pressure and the changes as a result of other energy conservation measures reduced the flow of compressed air to the point where the number of running centrifugal air compressors could be reduced. The system was reconfigured so that the air compressors can run based on actual demand of plant.
Improvement on Control Panel Cooling
PTMSB also identified the usage of vortex coolers which have been using compressed air at a flow rate of 6,000 m³/h (3,500 cfm) to cool down accumulated heat from the circuitries inside the control panels. The plant engineers came up with a replacement cooling method, using a Force Convection Fan (see the “Control Panel Cooling” article in the July 2016 Issue of Compressed Air Best Practices Magazine) to cool down the control panel instead of using a vortex cooler powered by compressed air.
The impact was that PTMSB could shut down one unit of 522kW air compressor by improving the control panel cooling using the Forced Convection Fan method which does not require compressed air to cool the panels. Management asked for a detailed financial analysis on the return of investment (ROI) and technical evaluation to be conducted before deciding to go for a full scale replacement of all vortex coolers in the plant by Forced Convection Fan. Upon the completion of the study, it was found the vortex cooler, for normal control panels, could be replaced with a low-cost forced convection fan cooling system. This concept will use hi–delivery of clean ambient air at 32˚C forced entry into the control Panel at 235CFM and exit at 210CFM. This will keep a positive pressure to eliminate dust entry and maintain the temperature inside the control panel at 34±2˚C. It was estimated the electricity bill to operate a Forced Convection Fan is around RM14 per Month ($3 USD per month). Furthermore, the replacement of the vortex cooler by the Forced Convection Fan method also provided the added benefit such as a reduction of noise providing a quiet work environment to workers.
For the High Inductive Distribution (HID) panels, we required higher cooling capacity above the cooling capacity generated by the Forced Convection Fan. Hence, PTMSB decided to install industrial air conditioning systems for all the HID panels in the plant because these HID panels produce large amounts of heat and the electronic components are vulnerable to overheating.
Interview with the AuthorQ: Why has your company embarked on this energy management effort? Our company embarked on the energy management effort as part of our cost savings initiatives. The increase of energy cost in Malaysia is a result of a reduction of energy subsidies by the government of Malaysia starting 1st Jan 2016 caused by incomes that are badly affected by the oil crisis (Malaysia is a net exporter of oil). Our management has decided to push ahead for cost savings and Proton's high utility cost (RM 75mil per year based on 2014/15 utility bill) is another reason for embarking on the energy management effort. Q: Why have you chosen the compressed air system for study? Compressed air is the third largest significant energy user in our production plant after the painting shop, which consists of few systems. Hence, if we look at just a single system alone, the compressed air system is the largest energy user. A reduction in energy usage for compressed air will translate to immediate huge savings for Proton as we run some of our compressors 24/7 a day to maintain pressure to some equipment like the stamping machines. Furthermore, quick fixes such as identifying and rectification of the compressed air savings will result in immediate savings without huge investment. Q: What is your role in this program? As an Energy Manager registered under the Energy Commission, I played the role of planning and coordinating the implementation of energy savings projects such as the compressed air optimisation programme that Proton embarked on since January 2015. Furthermore, I also monitored the monthly energy consumption for the whole plant and provide energy reports with energy consumption trending graphs and breakdown of energy usage on a monthly basis to the management. Under EMEER 2008 (Efficient Management of Electrical Energy Regulation 2008), our plant is a big user of electricity which consumed over 3mil kWh consecutive 6 months and we need a Registered Electrical Energy Manager (REEM) to report to Energy Commission on the energy saving initiatives and energy consumption, etc. Hence, it is my role to prepare this report, sign off, and submit to Energy Commission every 6 months. Q: What is the biggest surprise you encountered? When we started our energy savings initiatives on compressed air system, we never expected to have monetary savings over RM 1 Million in utility bills just from this project. Q: Has it been easy to persuade your personnel to improve your system? As with all organisation, change is something not everyone is comfortable with. The challenge lies in motivating and getting the people around you to move out of their comfort zone and change the way they use and operate the equipment and machines. I would not say it is easy but with concerted efforts from other energy managers in our sister plants in Shah Alam and Casting plant in Glenmarie, we managed to start the Green Initiatives Campaign ("Kempen Hijau" in Malay language) and slowly we get more and more participation from all levels of people. Currently, most of our maintenance people and our management are aware of our green initiatives and energy savings programme in particular. We are slowly gaining momentum as when people started seeing the savings in monetary terms, their awareness level increased and so are their interest in pursuing or supporting the energy savings programme. Q: What will you focus on next? We are just half way through the compressed air system optimisation programme as there are yet many air leaks not fixed along the distribution pipes and in the production floor. We also planned to change all vortex cooler for panels in our plants to conventional force convection fan (FCF) which will bring further savings by reducing the demand for compressed air. I would say our focus this year (2016 to 2017) would be to focus on identifying more air leaks and rectifying them and to reduce overall compressed air demand by changing the vortex cooler to FCF fan system. |
Conclusion
In short, the important element contributing to the success of the Compressed Air System Optimization (CASO) project at PTMSB in reducing both energy consumption of 3,760,784 kWh and monetary savings of MYR 1,090,627 was the continuous support extended by the UNIDO Energy Management System (EnMS) and System Optimisation (SO) program operating in Malaysia, coordinated by Ms. Kaveta Chelliah. With the training and guidance provided by UNIDO EnMS, Mr. Bill Meffert and Erik Gudbjerg; and CASO international trainers, Ron Marshall and Bo Kuraa, with local experts, Ahmad Zafuan and Ch’ng Eng Yong, PTMSB Energy Manager, En. Azeem and other staff were able to implement the EnMS tools to monitor and track the plant’s electricity costs through a proper method in accordance to the ISO 50001 system. The EnMS system also helped in measuring and verifying savings made through the CASO project and other various initiatives carried out in the plant.
Note from Ron Marshall: The UNIDO CASO awareness program was conceived and written using the Compressed Air Challenge's training materials and methods as guidance. This successful effort at PTMSB, still not yet complete, is a shining example of what awareness and focused efforts can achieve! The physics of compressed air knows no international boundaries. What works to save money in Malaysia will work in North America.
For more information about the Compressed Air Challenge®, contact info@compressedairchallenge.org.
To read more Auto Manufacturer System Assessment articles, please visit www.airbestpractices.com/industries/auto.



