 |
System Assessment of the Month |
|---|---|
| Where: | Georgia |
| Industry: |
Ceramics Processor |
| Issue: | Periods With Insufficient Air Pressure |
| Audit Type: | Supply-Side Compressed Air Storage |
The Problem
Sitting on his desk the day Brian began his new job as Plant Engineer for Carbo Ceramics’ McIntyre, GA facility was a proposal to purchase a new 150 HP air compressor as a backup machine. The facility already had six of these machines and, yes, all six ran almost continuously. A rental unit was already on site and “installed” as a backup, just in case a permanent machine failed. The new compressor was intended to replace that rental. Brian had worked with me (the author-Brent Ehrlich) together on a couple of projects in the past and had learned enough from those projects to recognize that nowhere did the proposal state that the existing compressors were being used efficiently. Nor did the proposal identify the problem a new compressor would solve. There was only a mention of the symptoms: all installed compressors ran continuously, and pressure was unstable, fluctuating as much as 25 PSI. The source of these symptoms was not evident. It might be on the demand side, in the compressor controls, or reflect a real lack of capacity. Brian suspected that if the underlying problem was understood, the existing compressors could be used more efficiently, allowing one of them to be turned off and used as the backup compressor.
Carbo Ceramics, McIntyre, Georgia Facility
 To identify the problem, we needed more data. We needed a thorough understanding of how compressed air was being applied. The data presented to support the purchase of a new compressor showed the amperes used by each compressor, with a separate trend for each. This showed that all compressors remained on-line continuously (or nearly so), but it also revealed that multiple compressors were simultaneously running at part load, an indication of inefficient operation. My guess was that production events creating significant peaks in demand were causing all six compressors to load. When the events ended, some would unload and run unloaded until the next event occurred. But nothing was known about these peaks, or even if they existed at all. How much air (volume) was involved? What did the flow profile (rate and magnitude of change) look like? What was the maximum flow rate? How long did the events last? What were the actual pressure requirements? My goal was to provide Brian with a clear picture of production’s needs so that he could make an informed decision.
To identify the problem, we needed more data. We needed a thorough understanding of how compressed air was being applied. The data presented to support the purchase of a new compressor showed the amperes used by each compressor, with a separate trend for each. This showed that all compressors remained on-line continuously (or nearly so), but it also revealed that multiple compressors were simultaneously running at part load, an indication of inefficient operation. My guess was that production events creating significant peaks in demand were causing all six compressors to load. When the events ended, some would unload and run unloaded until the next event occurred. But nothing was known about these peaks, or even if they existed at all. How much air (volume) was involved? What did the flow profile (rate and magnitude of change) look like? What was the maximum flow rate? How long did the events last? What were the actual pressure requirements? My goal was to provide Brian with a clear picture of production’s needs so that he could make an informed decision.
Compressors make flow. Production demands flow. So if we want to match compressor horsepower (supply) with the demand, shouldn’t we measure flow? As we all know, we can’t manage what we don’t measure, so we jolly well had better measure something! Having received the same training in flow measurement that NASA engineers get I tend to favor measuring this parameter, however, similar information can be obtained from data for kW, amps, or pressure. AirMaster+ software, available from the D.O.E., will even correlate flow to load/unload cycle times.
Question: Buy a new air compressor or install storage capacity?
|
Scenario #1: Buy a New Air Compressor: | Scenario #2: Install Storage Capacity & Modify Controls | |
|---|---|---|---|
| Capital Costs: | $50,000 | $123,000 | |
| Power & Maintenance Cost Increase*: | $40,600 | - | |
| Power & Maintenance Cost Decrease*: | - | $81,200 | |
| 1 Year Cost Increase: | $90,600 | $41,800 | |
| 5 Year Cost Increase: | $253,000 | - | |
| 5 Year Cost Decrease: | - | $283,000 | |
*Annual increase/decrease at 50% load
Conclusion: Installing Storage Capacity and Modifying Compressor Controls will solve the insufficient pressure issue while saving the company \$536,000 (over 5 years) vs. purchasing a new air compressor.
On the Demand-Side
To get the needed information, I used a flow meter and a pressure transmitter. I hot-tapped the 8" main where it entered the plant and installed an insertion-type thermal mass flow meter. I fed the output of the flow meter and the pressure transmitter through a PLC, then into a laptop using System Control And Data Acquisition (SCADA) software to display and record the data. This setup allows real time, high-resolution display and will record gigabytes of data. I later transferred the data to a spreadsheet for analysis. (An averaging pitot tube and the associated transmitters were later installed permanently.)
The data we began to see was a real eye-opener. Parts of the trend looked like this:

The data displayed in this chart is the output of a Thermal Mass meter. Interestingly, an Averaging Pitot Tube provided smaller values for the peaks. The TM meter is a single point instrument; it takes a reading at a single point near the center of the pipe and applies an algorithm to compensate for the velocity profile. However, when flow increases very rapidly the velocity profile is momentarily distorted with a relatively higher velocity down the center of the pipe. The algorithm (at least in my meter) does not seem to compensate properly for this distorted profile and outputs a value that is artificially high. The averaging instrument is not susceptible to this phenomenon.
Changes in the flow rate frequently exceeding the capacity of two compressors occurred in seconds: -- in this case, an increase of 1,300 SCFM in 15 seconds, a doubling in less than three minutes. It became obvious that we needed to examine the demand side and correlate events in production with the observed changes in flow.
Dense-Phase Transport Systems Create Demand Peaks
A number of dense-phase transport systems were in use. Comparing time stamps associated with the operation of these systems and the time stamps in my data, I was able to identify how much air was needed to cycle each of them, the frequency of their use, and when they were being used simultaneously. This information would be useful later in helping to manage the demand, but for now, we had learned part of what had not been known: the peaks were significant (increasing as much as 2500+ SCFM) and of short duration (60 to 90 seconds). Two compressors were running continuously to serve peaks lasting only 90 seconds. If these peaks in flow could be served from stored air, at least one compressor could be turned off. But would there be enough off-peak, surplus capacity to store from just five compressors? If so, how large would the receiver need to be and how much would pressure need to change? I collected more data; I wanted to be certain that I had recorded and could analyze the worst-case scenarios. We also needed to validate pressure requirements so we could deliver air at a pressure appropriate to needs of production. Our hope was to be able to lower pressure. Without data, all I had was another opinion, and I don’t devise engineered solutions solely on opinion.
Now we had learned which production events created peaks in the flow rate that required all compressors to run, how large the peaks were, how long they lasted, and how often they occurred. Because the individual events were brief, we suspected that they could be served from air stored in a tank. However, we also identified reoccurring two-hour periods when a continuous series of transport events were occurring. These periods established the highest average demand. We needed to be able to turn off a compressor during these periods.
|
On the Supply-Side
Our approach to the problem of serving large intermittent demands uses a computer application I developed called Flow Based Analysis (FBA) to compare the capacity of installed compressors (supply) with the recorded flow (demand) and to seek an equilibrium. We enter information on the supply, such as the maximum pressure capability, capacity in SCFM at maximum full flow pressure (MFFP), kW at MFFP, and unloaded kW, for each compressor. We also enter information on power cost. We then enter information on the demand- the actual system flow data, typically in 12 hour blocks where data was sampled at 5 second intervals. FBA will then model the behavior of the system as system parameters are manipulated.
Three areas of flexibility
First, we can manipulate the recorded value for flow. Maybe there are a few leaks or other forms of waste we can fix to suppress the demand, or we can increase the rate to reflect the addition of new production equipment. Second, we can manipulate the total receiver volume. Third, we can manipulate the pressure set points used for compressor control.
The algorithms in FBA compare the capacity of compressors (supply) to the recorded flow (demand) for every entry (every 5 seconds in this case). If there is a surplus, pressure rises. If there is a deficit, pressure decays. If pressure decays to the “load” set point, the application models the starting and loading of another compressor. If pressure rises to the “unload” set point, a compressor is unloaded and stopped after a timer runs out. We can increase receiver volume and change the span between control set points. This manipulates the volume of air stored. As the volume increases, the frequency of compressors loading and unloading decreases. Perhaps, we will get to a point where one compressor (or more) shuts down and does not restart. If total receiver volume is too small, pressure will decay below an acceptable point no matter how wide the control span, and additional horsepower will be needed. Total volume cannot be too great, but the cost of the tank could be prohibitively high. The computer is actually simulating what is going to happen in the compressor room as the flow rate, receiver volume and set points are changed.
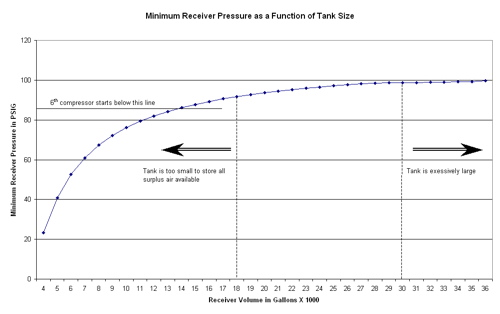
The chart illustrates the storage options for the system in question. It shows the minimum pressure we would be able to maintain during the worst-case event as receiver volume changes and only five compressors are allowed to run. The model reveals that even with a span of 15 PSI, if less than 14,000 gallons of receiver volume is added, the worst-case series of transport events will draw down the system, causing pressure to decay to a critical level, and the sixth compressor will still be needed.
However, FBA showed us that even after adding 14,000 gallons, compressors 5 and 6 would still cycle. There was unrealized capacity from the fifth compressor, and we would need a larger tank to make use of it. The math showed that we needed to add at least 27,000 gallons of receiver volume to eliminate the need for the sixth compressor (with 15 PSID).
|

Yes, this 30,000 gallon air storage receiver is as big as it appears: 9' in diameter and 70' in length.
Power Cost
Flow Based Analysis (FBA) was also used to estimate the annual power cost for the system. We watch this estimate to see if the increased receiver cost is justified by power cost savings. There is also the question of how much of a change in pressure (∆P) will be required. The volume of usable air stored in a tank is a function of both its size and the ∆P. Reducing the ∆P allows us to reduce system pressure and, therefore, power cost, but it increases the size and cost of the tank needed. Reducing pressure may also allow compressor drive motors to operate at or below nameplate Full Load Amps (FLA), not in their service factors. In this case, a combination of technical and budget considerations led us to purchase a used 30,000 gallon receiver.
Control Valves

Pressure in the tank must be able to change for the tank to be useful. Meanwhile a stable pressure is desired in the plant. In this case, even with the addition of a large tank, we still needed a delta of nearly one Bar (14.5 PSI), more than the change we wanted in the plant. Higher pressure increases artificial demand: and in this facility, that was having a significantly detrimental effect. Additionally, lowering overall system pressure is more difficult when it is not stable.
A flow control valve was designed and site-built to meet the situation where the flow rate would change rapidly and by a large magnitude. The valves (redundant arrangement) were selected for good control with a low pressure loss (< 0.5 PSI) at peak flow rates. We had already installed an excellent pressure transmitter as part of the permanent flow meter, and it was wired to the plant control system. We decided to use the plant’s control system to control the valves as well. Once the valves were operational, we began to lower pressure in the plant and create the ∆P necessary to store the volume of air needed to meet the largest demand events.
Secondary Issues Surface
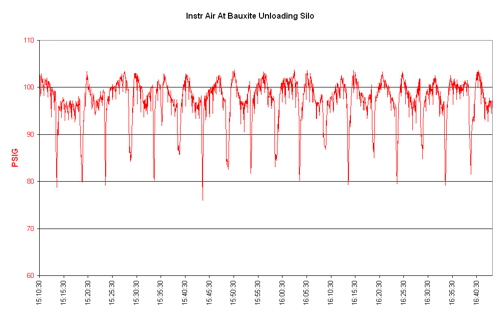
As soon as we began to lower pressure, the Low-Pressure Alarm on the Instrument Air System sounded, forcing us to raise it back up to 110 PSIG. Lowering pressure is essential to reducing both power costs and artificial demand, so we kept investigating. The Instrument Air System was supplied by the main system where we had lowered pressure about 10 PSI. But the alarm was set another 15 PSI below this point. In spite of its name, there actually weren’t any instruments on this system. So we asked both why a desiccant dryer was needed to further suppress the dew point and what was causing the additional 15 PSI drop that tripped the alarm. I installed a pressure transmitter and data logger. The data revealed that pressure was dropping sharply by 15 PSI or more at regular intervals. The interval matched precisely the tower switching interval for this type of dryer, so we called a service technician and had the dryer repaired. We also walked the system. In doing so we found that the dryer served dust collectors and valve actuators located outside the heated spaces, and that the low dew point was to prevent frosting or freezing in the winter. Since this plant is in the deep South I wondered how often the low dew-point was really needed. But at the very least, the dryer could be by-passed in the warmer months, eliminating the purge air requirement (pressure swing dryer).
Periodic Pressure Decay in Instrument Air System.
With the dryer repaired, Brian tried lowering pressure again. This time pressure was lowered to 80 PSIG where it was held until a problem with a group of dust collectors surfaced and pressure again had to be increased, although only to 90 PSI. When Brian investigated the dust collector situation, he observed a pressure gauge indicating a drop greater than 40 PSI. At high supply pressure, this situation went unnoticed. But at 80 PSIG, a pressure more appropriate for the plant, air delivered for back-pulsing the filter bags was not sufficient to cause the cake to be shed. High pressure had been compensating for a deficiency in the system. Regulators that had been installed to lower pressure for the dust collectors were restricting the flow needed to back-pulse. The dust collectors actually represented another instance of a high flow intermittent demand, and the resulting pressure fluctuations would be resolved with local storage. In the interim, the regulators, which were set at line pressure anyway, were removed and pressure was again lowered to 80 PSIG.
After successfully operating the plant at 80 PSIG for some time, pressure was reduced even further. It was lowered to 70 PSIG and held there until an issue with one of the transport systems surfaced. Again pressure was increased to 80 PSIG and the problem with the transport system will have to be investigated. When the demand side pressure requirement is finally determined the compressor control set points will be adjusted appropriately. For the time being they are set at 94 and 108 PSIG.
Compressor Controls
When the plant was running at 80 PSIG, compressors were unloading and turning off. Unfortunately, they would not stay off. The local compressor controls (provided as part of the compressor package), which were designed to communicate with each other and control the group as a system, kept restarting compressors when they weren’t needed. At times, all six ran with two or more unloaded. We needed to be able to control the group so that that only one of them would run at part-load, and unnecessary starts would be eliminated. The factory-provided controls were failing to accomplish these tasks and needed to be “re-tuned.”
 Brian proved this by taking manual control of the system. He found that he could support pressure with just three compressors at full-load and a fourth lightly loaded until that worst case series of dense-phase transport events lasting over two hours occurred. (We were able to identify from our measurements that this series of events occurred three times daily.) It was during these periods that we experienced the highest and most dynamic flow, and controlling the system was most difficult. During these periods, the fourth compressor went to full load, and a fifth had to be started. While Brian’s experiment actually provided more information than he realized at first, it definitely proved that the system behaved differently when under “intelligent” supervision. The local vendor was asked to make the adjustments. The network of local controls is now managing the system efficiently: only one compressor runs at part load, and at least one no longer starts at all. The shutdown timers were also adjusted to turn off compressors after just 2 minutes of running unloaded. This resulted in about two starts per hour for the trim compressor during the high demand periods and reduced unloaded run time by about 50%.
Brian proved this by taking manual control of the system. He found that he could support pressure with just three compressors at full-load and a fourth lightly loaded until that worst case series of dense-phase transport events lasting over two hours occurred. (We were able to identify from our measurements that this series of events occurred three times daily.) It was during these periods that we experienced the highest and most dynamic flow, and controlling the system was most difficult. During these periods, the fourth compressor went to full load, and a fifth had to be started. While Brian’s experiment actually provided more information than he realized at first, it definitely proved that the system behaved differently when under “intelligent” supervision. The local vendor was asked to make the adjustments. The network of local controls is now managing the system efficiently: only one compressor runs at part load, and at least one no longer starts at all. The shutdown timers were also adjusted to turn off compressors after just 2 minutes of running unloaded. This resulted in about two starts per hour for the trim compressor during the high demand periods and reduced unloaded run time by about 50%.
One other fact that became evident from this experiment was that another compressor could be turned off (leaving just 3 compressors on-line) if we reduced the demand by just a little more, about 350 SCFM. Demand was already down because pressure had been lowered from 115 PSIG to 80 PSIG, reducing artificial demand, but little had been done to fix leaks or eliminate inappropriate uses of compressed air. Addressing these sources of waste should suppress demand by more than the 350 CFM needed to turn off this fourth compressor.
During his experiment, Brian had also observed that during the prolonged period of high demand, pressure on the supply side decayed slowly, and after about 15 to 20 minutes, a fifth compressor had to be started. But this compressor restored pressure in 15 to 20 minutes, suggesting that only half its capacity was needed. Reducing demand as described should be enough to keep this fifth compressor off-line during periods of high demand as well as keep the fourth compressor off-line – normally. But if not, we still had an ace to play. By talking with the Production Manager we had learned early on that this period of high demand resulted from an uninterrupted series of transport events. However, a small interruption (10 to 20 seconds) between the events could be tolerated, and calculations showed that interruptions even this short would make a big difference by reducing the average demand. The balance between supply and demand would shift in favor of supply, the pressure decay would be eliminated, and the fifth compressor would not be needed.
Efficient Use of Energy
So, the big question: was this project worth the effort? At least one of the compressors has been turned off, so Brian’s goal of providing a back-up compressor and sending the rental home has been accomplished. Plant-wide pressure is now very stable and at a much lower level, so the symptom of unstable pressure has also been resolved. But, wouldn’t purchasing and installing another compressor have provided a simpler solution? No, because it would not have accomplished the same results. In fact it would also have increased energy cost.
First, let’s look at unstable pressure which is symptomatic of a poor balance between supply and demand. Adding a compressor would have increased supply, true, but not until the new compressor was running and loaded. The signals to start and load, unload and stop, are based on changes in pressure. Pressure must change for compressor controls to respond and the changes must be large enough to keep them from responding to every little hiccup in the system. Experience has shown that a change of 10 PSI works. In addition, if a compressor needs to be started, some time will pass before it can load and begin to support pressure. Typically, this is around 20 seconds for oil-flooded rotary screw compressors of this size. So, pressure will decay to the bottom of the control range, possibly by 10 PSI, and then continue decaying for a while longer. When the compressor finally does load, the increased flow through shared air treatment equipment will result in an increased loss of pressure, aggravating the situation. Because there are a number of variables at work here, the total change in pressure will vary, but we can be certain of this: it will not be stable. Therefore, adding another compressor would not have stabilized pressure. The problem was not a lack of capacity, but a lack of control.
Adding another compressor would not necessarily have provided a back-up compressor either. By definition, a back-up compressor is not intended to support production on a regular basis. However, because pressure could not be supported with six machines, the seventh would have been called into service immediately and would have run almost continuously and not have solved this problem either.
In fact, not only would a seventh compressor have failed to solve the original problem, it would have resulted in higher costs due to less efficient energy use. Pressure in the system would have risen, increasing the cost of every cubic foot compressed, and we would have had to compress more cubic feet because artificial demand would also have increased. It is also likely that we would have realized an increase in unloaded run hours. Furthermore, another compress or would have meant additional maintenance costs. Because good data had been collected, Brian was able to make informed decisions about the best way to provide a back-up compressor and stabilize system pressure.
Cost
Was this project cost effective? Let’s examine the issue by comparing the cost of implementing and operating the system with the engineered storage solution to what the costs would have been if a new compressor had been installed. While power and maintenance costs decrease when compressors are turned off, both costs would have increased if a seventh compressor had been installed. The difference is outlined below.
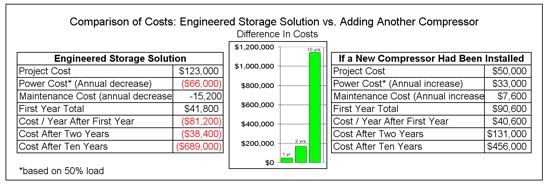
Clearly improving efficiency has advantages -- in this case, an advantage of \$143,000 in just two years and \$1,145,000 over ten years. Decreases in power and maintenance costs make for the big impact. To sweeten this deal, compressor discharge pressure can be lowered, and it may be possible to turn off a third compressor for about 18 hours each day. These savings are not included.



