Good morning. Please tell us a little about MGM Industries.
Good morning. MGM Industries is a manufacturer of custom-painted vinyl windows and doors for new construction and replacement projects. The company was incorporated in 1965 and remains a private, family-owned business. MGM is located outside Nashville, in Hendersonville, Tennessee and employs approximately 200 people.
|
|
|
MGM Industries personnel in front of the innovative Becker water separation system; Jose Cruz, Joey DiGiuseppe, Jay Patterson, John MacKorell, and Abe Gaskins (left to right). |
|

Please tell us about your painted vinyl windows and doors.
MGM is the first vinyl window and door manufacturer to successfully offer painted uPVC profiles for mass production in any exterior color. Until recently, vinyl windows have been seen as a low cost and highly durable choice for builders and architects, but were only available in White and Tan. The reason is that uPVC (Unplasticised Polyvinyl Chloride) has a distortion temperature of 140oF. (If the temperature of the PVC rises above 140oF, it will warp and deform) Consequently, dark colors such as bronze have not been an option for vinyl windows because dark colors absorb too much of the radiant energy of the sun, causing warpage.
MGM Industries realized the possibilities of what an industrial grade painted vinyl window product could mean to builders and architects and developed a totally unique and effective method for painting high quality vinyl windows.
The unique process centers around a custom-built vacuum coater able to dial in the correct coverage ensuring a paint layer (of Reflective Pigment Technology Paint) that will not sag and is of sufficient thickness as to optimize the adhesion of the paint to the substrate. (If the paint is not thick enough when it is applied, it will not stick.)
Finally, each painted uPVC vinyl product is inspected and given a 10-year warranty against industry accepted peeling and fading of paint. Our windows meet all applicable Energy Star and International Building Code (IBC) Standards. They also comply with the ASCE7 commercial window standards.
The natural disaster in the Gulf Coast also led us to develop a product line of Impact Windows – windows that can take impact from flying debris. You would like our test booth for these windows. We use a compressed air cannon to fire 2 x 4 pieces of wood at the windows in our test booth!
I’ll have to put your compressed air cannon on my “bucket list”! How are manufacturing operations set up?
MGM is vertically integrated and has three manufacturing buildings covering approximately 400,000 square feet. In Buildings A and B, we cut, paint, assemble, package and ship all of our product lines. Building C is our extrusion facility and supplies A & B with eighty percent of the PVC lineals they require. The PVC lineals we extrude include sashes on windows, the jams on windows and doors, the head and sill of a window and many other window accessory pieces.
Please describe your plastic extrusion operation.
We are currently running eight plastic extrusion lines. We operate a single-screw Davis Standard 50 mm. extruder all the way up to a Davis Standard Conical Twin 65 mm. extruder. We are extruding rigid, foam, and flexible PVC.
On average, we run four to six of the eight extrusion lines at any given time. We run 24/7 a good 48 weeks per year on average.
What role does chilled water play in plastic extrusions and how do you supply it?
Chilled water plays a critical role in the process. Our extruder lines require 50-60 F chilled water. We have a centralized chiller. It is an AEC RSR60 Model. It uses air-cooled condensers and provides 60 tons of refrigeration capacity. It’s a closed-loop system using heat exchangers and doesn’t use much water except for make-up water. We’ve been very pleased with this system.
On a typical PVC extrusion line, here at MGM, there are three main consumers of chilled water; feed-throat cooling, part-cooling (materials), and liquid ring vacuum pump cooling. The liquid ring vacuum pumps are the biggest consumer of chilled water. We believe that, from a chiller standpoint, we require on average 0.15 tons per horsepower of chilled water for the liquid ring pumps. That adds up quick.
Two years ago, sales were picking up and we began operating six extrusion lines on most days. We had to bring in some portable chillers, to keep up, and we started looking at buying a larger cooling system. We wanted to get rid of the portable chillers and have room to grow into four more extrusion lines. The new system we looked at was a 100-ton system that would have cost us around \$150,000 in capital and installation and with a larger monthly electricity bill.
We were about to buy the new 100-ton chiller when our President, Abe Gaskins said, “Hold-on, can we replace the Liquid Ring pumps with something that doesn’t consume water”? That was our “Eureka!” moment.

Liquid ring pumps formerly used.
So how did you go about looking for a replacement for Liquid Ring pumps?
First give credit to the culture of our company. Our culture is very different. It’s very hands-on and there is a lot of action. Abe Gaskins said, “Treat it like an R&D project and just start moving forward and solve problems along the way. If it fails at least we tried.”
Becker Pumps was the only company, out of three pump suppliers we contacted, interested in doing an R&D project. Every one else just wanted to raise prices significantly to do a custom project or quoted a standard product that didn’t fit our application.
Dave Brittain opened the R&D resources at Becker Pumps and we began a journey towards using dry rotary vane vacuum pumps – that required no chilled water and reduces our vacuum pump horsepower requirements!
Please describe the Dry Rotary Vane Vacuum Pump solution developed by Becker Pumps.
Dave Brittain, Steve Gilliam, and Wayne Kemp from Becker Pumps have all spent a considerable number of hours getting to know our extrusion processes. We educated them on the varying vacuum requirements of our calibration line and our tank line.
Liquid ring vacuum pumps have traditionally been used, in plastic extrusion processes, because of the large volumes of water used in the extruders. If the liquid ring pump is sucking in water, that’s ok. Liquid ring pumps use water as their coolant. Approximately thirty percent of their horsepower is used to move the liquid around in the pump – this makes them less efficient than dry rotary vane technology.
Liquid ring vacuum pumps are also sensitive to water temperature. They are usually looking for 60 F water. Cooler water increases their cfm output while warmer water will decrease it. They are also sensitive to water quality as deposits can be created in the pump. Their advantage is that they are robust and can handle some debris in the water without suffering damage.
The dry rotary vane vacuum pump has a rotor mounted eccentrically inside a cylinder. Machined into the rotor are a series of slots. In the slots are a series of vanes that look like rectangular plates. As the rotor rotates you have an increasing volume, on the other half you have compression. There is an increasing side (vacuum) and a decreasing side (positive pressure). The vanes are made of a graphite composite. Because the graphite wears, it fills the pores of the housing and acts as a lubricant. The pump we are using has a corrosion resistant coating because it’s in a moist environment.
What are the vacuum requirements of the calibration line?
 |
||
A calibrator for a plastic extrusion line |
||
 |
||
A plastic extrusion profile from MGM Industries |
Vacuum requirements depend upon the part being manufactured. We make twenty to thirty different parts with different profiles all needing different vacuum levels. The “stringing-up” phase needs more vacuum (20-25 inches of mercury) while flat -out production may need 10-20 inches of mercury - depending upon the part.
The calibrator has four different chambers for the different stages of forming the part. There may be three or four different vacuum levels required. There’s some black magic and art to this. This is called “tuning” to make sure each part expands like it’s supposed to and is running up to the interiors of the design.
We were using four ten-horsepower liquid ring pumps. It needed 20 inches of mercury vacuum. There are small hoses coming off the main manifold. There are small ¼ inch ball valves that open to atmosphere. So if the liquid ring pump is putting out 25 inches, they see this is too much in a chamber and will open up atmospheric air into die #1 to drop it down to 20 inches. We admit air into the vacuum pump and this is how we regulate down.
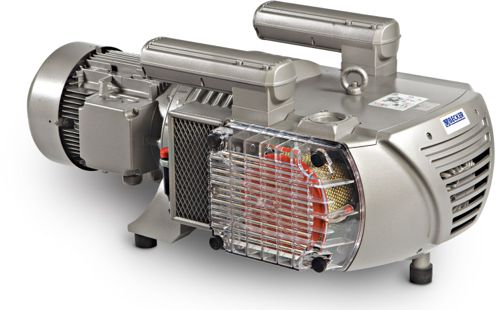
We have installed 2 x 10 hp dry VTLF Series Dry Rotary Vane Vacuum Pumps. One is a variable speed drive pump and the other is a fixed speed pump for the base load. You are able to use a lot less bleed air by using speed-regulated machines.

The tandem fixed-speed and VSD Becker dry rotary vane pump system.
Please describe the innovative water separation system.
Remember this was an R&D project for both of our companies! Our initial testing was true trial & error. We shot water 22 feet out of a pump once! One of the real innovations here has been the engineering of a new water separator system that allows the Becker dry rotary vane pump to operate in this “wet” environment.
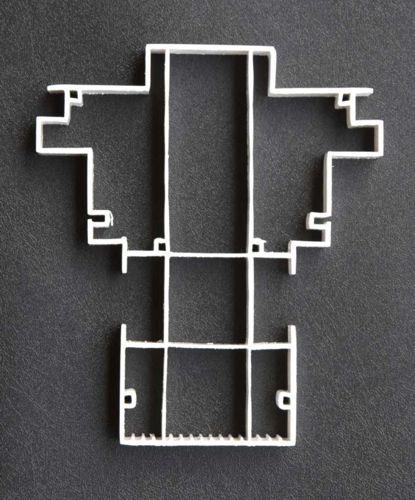
We go from the calibrator to a water separator. The housing is made out of PVC. The internals are stainless steel. Water enters the separator and goes through a physical separation process that is unique to Becker. It’s a custom-built and assembled separator designed by Becker. Water goes to the bottom of the separator where it is drained out. There are remaining airborne water droplets (or mist). We have a second stage in the filter that removes water mist/droplets. Now we just have vapor remaining. We have a ball float shut-off valve that is a fail-safe shut-off system that prevents water from entering the dry pump.
The water goes into a drain tank. There are level switches inside isolating the separator tank from the drain tank. We have a valve system that allows the drain tank to be evacuated without affecting the vacuum level in the separator. This is key because a change in vacuum in the calibrator will cause a production stoppage.

The water separation system for the dry pumps at the calibrator
What are the vacuum requirements of the tank lines?
We were running 3 x 10 hp liquid ring pumps flat-out. Part of MGM’s challenge is depending on what profile you are running, it changes the tanks needed. The water and vacuum hit the hot vinyl and the dies are creating the final size. You have leaky tanks that have a hard time maintaining vacuum. We were taping them and using cellophane on the tanks to eliminate the leaks.
 |
||
The Becker Dry Rotary Vane Vacuum Pump |
We went to a separation system and a Becker VariAir VSD dry, corrosion resistant regenerative blower. We were able to get 2-3 inches of mercury on the water tanks when using Profile 379 on Line 7 as an example.
In testing, we ran 2 inches of mercury at full production at only 49 hertz (50%) on the blower- it’s a 12 hp blower running at half speed. We tested the blower to see how low we could go and ran it down to 31 hertz. We were pulling 6 ½ hp when at 41 percent load.
With the liquid ring pumps, we still had to bleed in a lot of atmospheric air to get the required turbulence. With the blower, we closed off all atmospheric bleed-in. We were pulling better suction on the tanks and this helped speed up the production on the machines. We are at 2 inches of vacuum.
What about the water separation on the tank line?
We are using two-phase flow carrying the water vertically up to a liquid separator similar to the one used on the calibrator system. We are separating up to 20 gallons of water per minute. The calibrator system is 2 gallons per minute. Because of the water volume, we can’t use the drain-tank system because it would have to be too large.
So, we had to come up with a high-volume drain system that would work. We found the solution with a barometric leg system. This allows us to drain on a continuous basis. The separator drain goes into a hot well. It then runs into an existing cyclone system that separates and recycles the water. Everything is at atmospheric pressure - yet we hold the vacuum in the tanks to protect the process.
The floor space required is only four square feet for the calibrator and eight square feet for the tanks. It’s a plug and play system requiring very little floor space.

The water separation system for the dry pumps at the tank line.
What are the future plans for this system?
The next step in this is we think we’ll be able to run two different extruder lines with the same set of pumps. Using vacuum regulators, made out of PVC, we will adjust vacuum levels independently for the different lines. This will eliminate the need for air bleeds, and this will further reduce the loads on the vacuum pumps.
Extruders are big on “plug and play vacuum pump systems”. The control system is new and there is one control panel for all the devices. There is a remote that allows for fine-tuning of the pumps to slow down the VFD on the device that allows the operator to fine tune at the calibrator. The separators come on a stand, the controls are on a stand, and the system is plug and play-ready. They run three wires into control panel and hook up vacuum and drain lines and are ready to go.
Becker has proven that a dry vane pump can replace a liquid ring pump for PVC extrusion, and can reduce energy requirements by more than fifty percent, and that it can do so for year after year.
At MGM, we are very pleased to have reduced our chilled water requirements – we didn’t have to buy that new chiller and we have cooling water now to accommodate our future growth plans!
For more information, please contact Rod Smith, David Brittain or John MacKorell. Visit www.beckerpumps.com and www.mgmindustries.com
For more Vacuum Technology articles, visit www.airbestpractices.com/technology/vacuum



