Ahresty Wilmington Corporation (AWC) was founded in 1988 and is located in Wilmington, Ohio. Currently AWC employs over 900 people with sales totaling \$192 million. They have grown steadily, all while continuously improving and staying on the leading edge of technology. AWC is a tier-1 automotive supplier servicing their entire customer base in the United States. AWC has established an efficient and integrated production system that incorporates die-casting, finishing, machining, and assembly operation using just-in-time production methods to provide its customers with quality products at a competitive price. AWC’s expertise is highly valued by all of their automotive customers in the United States who have recognized Ahresty Wilmington Corporation with several quality, delivery and productivity improvement awards.
Growing Compressed Air Requirements
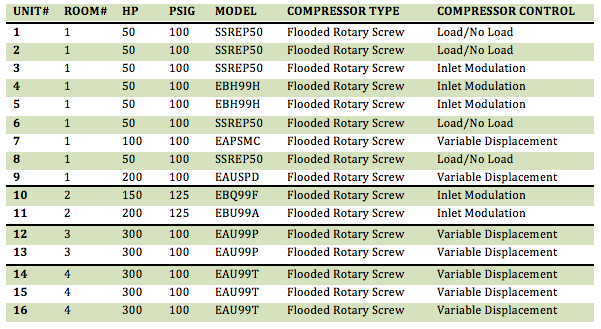
As is the case with most manufacturing facilities, AWC’s original compressed air system was a fraction of the size of what it is today. When production began in 1989, the entire operation was supported by two 50-hp rotary screw compressors. After 25 years of steady growth and expansion, the requirement increased to 2,500 horsepower. A total of 16 compressors — located in four different compressor rooms — is now relied on to support the 24/7/365 production needs at Ahresty.
It should be noted that prior to Ahresty’s most recent plant expansion, a comprehensive compressed air audit was performed by Atlas Machine & Supply’s Engineered Solutions Group in order to establish a baseline of the amount of air that was being consumed by the plant and identify how much additional horsepower would be required to support the plant sufficiently. The results of this analysis indicated an additional 3,500 scfm would be required to operate the existing production equipment, as well as the new die-cast production lines and machining centers.
Strong consideration was given to making the transition to centrifugal compressors at this time, but the plant ultimately chose to stick with the technology that they were satisfied and familiar with. The plant now had everything they felt they needed — clean, dry and reliable compressed air with sufficient backup. We at Atlas knew more could be done to improve efficiency and to more closely monitor their large air system.
Post-Expansion Audit
From the follow-up audit, the objective of Atlas Machine’s Engineered Solutions Group and AWC was to identify opportunities for any supply-side or demand-side energy savings. Therefore, power, flow and pressure were monitored for a 7-day period. An ultrasonic leak assessment was also performed throughout the plant.
Supply-Side Findings
On average, the plant consumed 7,275 scfm out of the available 10,700 scfm. During peak production periods, the air usage would spike above 8,000 scfm. The average power required to generate the compressed air was 1,641 kW. The average dynamic efficiency for the entire assessment period was 4.4 scfm/kW. Projected yearly energy consumption was over 14 million kW-hours at a cost of over one million dollars. The combination of the plant size and having 16 compressors distributed throughout four rooms made it impossible to prevent “load sharing” among the running compressors.

ACES-16 air management system is powerful energy optimization tool.

An Atlas Machine technician hard at work on an ACES-16 platform
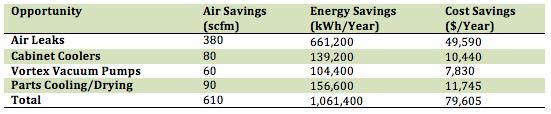
Demand-Side Findings
Many demand-side conservation opportunities were identified as a result of the audit as well. Corrective measures have not yet been implemented, but the table below illustrates additional potential savings:
Supply-Side Solutions
The obvious corrective action to reduce the excessive load sharing was to design and install a master control system. Ahresty selected Atlas Machine’s Allen Bradley RSLogix 5000 based ACES-16 energy management system. By eliminating all inlet modulation and controlling turn valve (variable displacement) actuation, along with only starting compressors when necessary, yearly energy consumption has been reduced by over 2 million kW-hours.
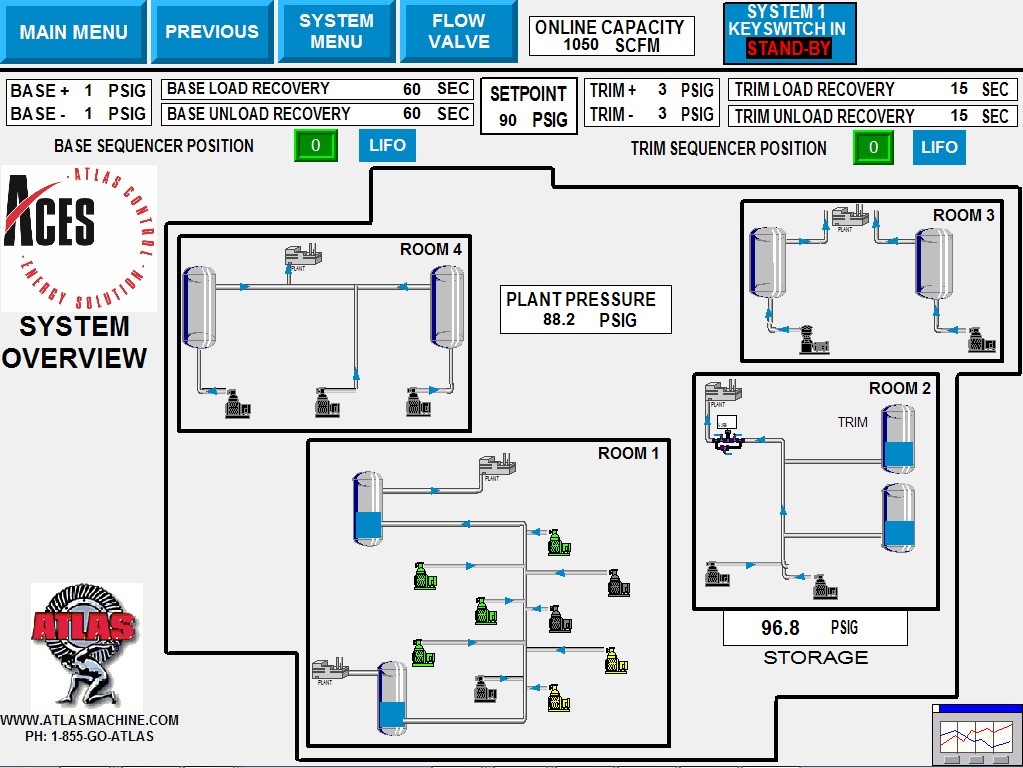
With its 15-inch touch screen, the ACES-16 provides system status “at-a-glance.”
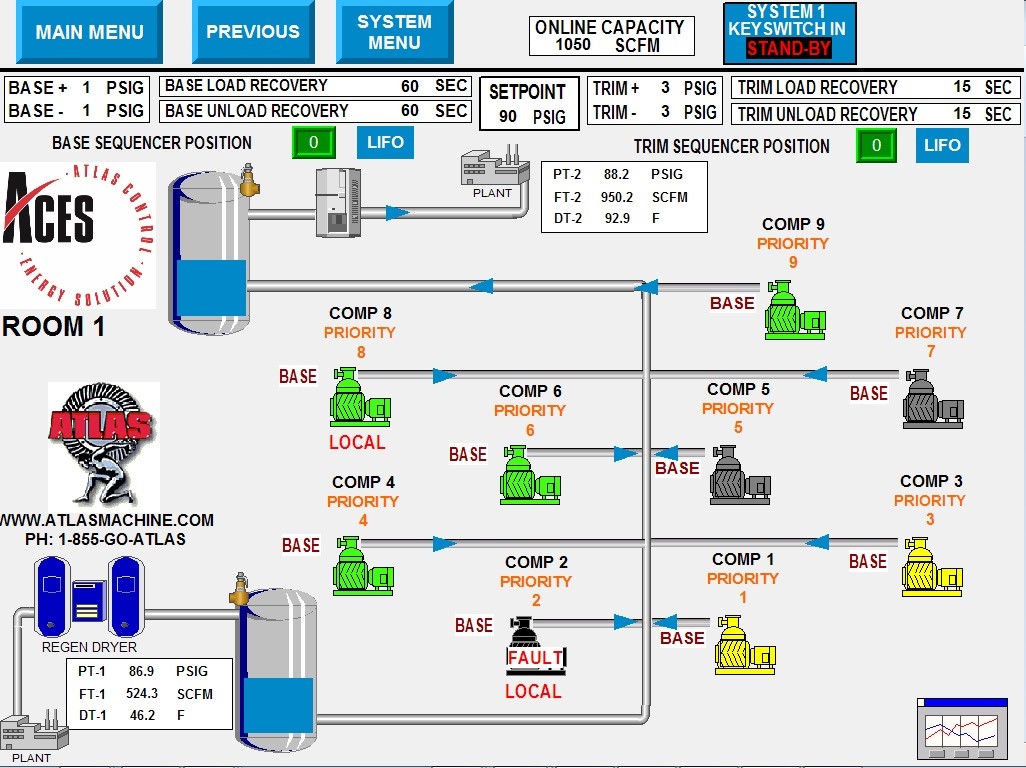
Drilling deeper into operational metrics through a simple tap of the screen.
Of course, when compressors are no longer permitted to modulate or “turn down,” maintaining tight pressure control is far more difficult. Our solution was to add 6,000 gallons of compressed air storage along with a pressure/flow controller in Compressor Room 2. These changes effectively converted Compressor Room 2 into a dedicated trim station. From an economical and functional standpoint, utilizing existing assets (Compressor 10 and 11) in conjunction with Atlas Machine’s BFC-3000 would deliver better pressure control with a quicker return on investment than adding a large variable speed compressor.
Metal Fabrication and Machining Best Practices with Compressed Air Systems – Webinar RecordingDownload the slides and watch the recording of the FREE webcast presented by Andy Poplin to learn:
|
The strategy of having a “base system” (forces compressors to run fully loaded in draw-down state) being supplemented by stored compressed air from the “trim system” actually improved pressure control. Subsequently, this allowed the plant to operate at 4 psig lower pressure than previously. An additional 250,000 kW-hours of energy has been conserved by eliminating this “artificial demand.”

BFC-3000 V-Notch flow controller combines fast response with precise control.
In addition to controlling the starting and stopping of each compressor, the ACES-16 automation package monitors and trends compressor power, pressure, flow and dew point in each compressor room. By monitoring the system operating parameters 24/7, AWC’s preventive and predictive maintenance program will be enhanced, and knowing immediately if there is an upset condition and where it originated will have an even greater benefit. Therefore, supply-side failures can be addressed before they become demand-side production problems. Each compressor room is equipped with a 10-inch touch screen in order to provide system visibility from each corner of the building.
A real-life look at the ACES-16 energy management system - Click here to enlarge
Controls Yield Huge Energy Savings for AWC
The control and integration project yielded yearly savings of \$151,000 to AWC. The estimated rebate from Dayton Power & Light is \$75,000. Thus, the entire turnkey air management solution — including installation and commissioning — will have a simple payback of slightly over 1 year when the rebate is factored into the equation. Atlas Machine’s ultimate goal is to continue to build our partnership with Ahresty in order to optimize the compressed air system to the point where Compressor Room 1 (600 hp) is no longer required to support current production demands at all.
![]()
About Atlas Machine
Atlas Machine and Supply, Inc. is a fourth generation family-owned business established in 1907. Atlas is headquartered in Louisville, KY, and has four additional branches located throughout Indiana and Ohio. Atlas currently employs more than 200 employees who are dedicated to providing world-class service and solutions to virtually every industry.
Our Industrial Products Group (IPG) is one of the country’s leading distributors of compressed air equipment, parts, service and rental equipment. In addition to selling and supporting some of the most reputable equipment lines in the world, we engineer and manufacture customized state-of-the-art, in-house solutions.
The Machine Shop is an industrial repair service provider that offers a variety of solutions to industry. Our full-service machine, weld, thermal spray, and grind shops can complete most repairs under one roof. We also have teams of field machining experts ready to handle challenges worldwide. Known best for our rapid response, our field machinists are armed with the best equipment in the industry and are prepared to tackle your toughest problems.
For more information, contact Andy Poplin, Compressed Air Sales Manager, Atlas Machine & Supply; office: (502) 584-7262, mobile: (502) 595-8318 or visit www.atlasmachine.com.
To read more about System Assessments, please visit www.airbestpractices.com/system-assessments.



