Parrheim Foods, a division of Parrish and Heimbecker, is an innovative starch, protein and fiber mill situated in Saskatoon, Saskatchewan, Canada. The plant has improved system efficiency and reduced production problems by addressing some problems with the consumption of compressed air by their reverse pulse baghouse cleaning operations. This effort has allowed them to turn off one of their 100 hp air compressors, saving significant electricity costs.
Background
Parrheim had been experiencing problems with their compressed air system for a while, especially with water contamination. Despite using desiccant dried air, free water was collecting in the plant piping and fouling the air used to clean the bags in their 14 different baghouses, which are used to filter fan powered process air. This wet air caused issues with the cleaning process of the filter, leading to the filters plugging, increasing maintenance costs and down time.
The facility had installed two 100 hp air-cooled lubricated screw air compressors rated at about 460 acfm outfitted with variable capacity control. Two small-storage receivers sized about 1,000 gallons total were located ahead of a 500 cfm pressure/flow control valve. To condition the air, a 400 cfm heatless desiccant dryer was installed. In the initial stages of new plant operation, only one air compressor ran at part load, and it wasn’t expected a second unit would be required. To save costs a smaller dryer was installed, rather than one that could handle the full capacity of both compressors.
But as time went on, the plant load increased to a point where two air compressors were running, this overwhelmed the air dryer and caused significant pressure issues in the plant. The low pressure caused poor cleaning in the baghouses, forcing the operations staff to adjust the baghouse pulse frequency and pulse duration higher, using even more compressed air. The problems got so bad that the air dryer and filters had to be bypassed in order to achieve adequate pressure in the plant.

Figure 1: Baghouses represent about 95 percent of the plant compressed air loading.
To try to solve the problems, a local air compressor supplier conducted a compressed air audit, but the study and report only dealt with the supply side issues. The report recommended that larger air compressor and dryer capacity be installed. The supplier also switched the compressors from variable capacity mode to load/unload mode and tried to lower the discharge pressure, but this caused major problems with the air dryer and filters, reducing the plant pressure even more, and causing more water problems.
Still having problems, Brad Sliedrecht the plant Maintenance Supervisor attended a seminar sponsored by the local power utility SaskPower. At the seminar, among other subjects, was a half hour presentation on compressed air optimization which touched on some basic ways to improve compressed air systems in an energy efficient way. Impressed with the presentation, Brad invited the speaker to have a look at their system and recommend some improvements.
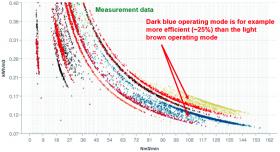
Figure 2: Compressed air profile during baseline measurements showed low plant pressure and lack of capacity. Click here to enlarge.
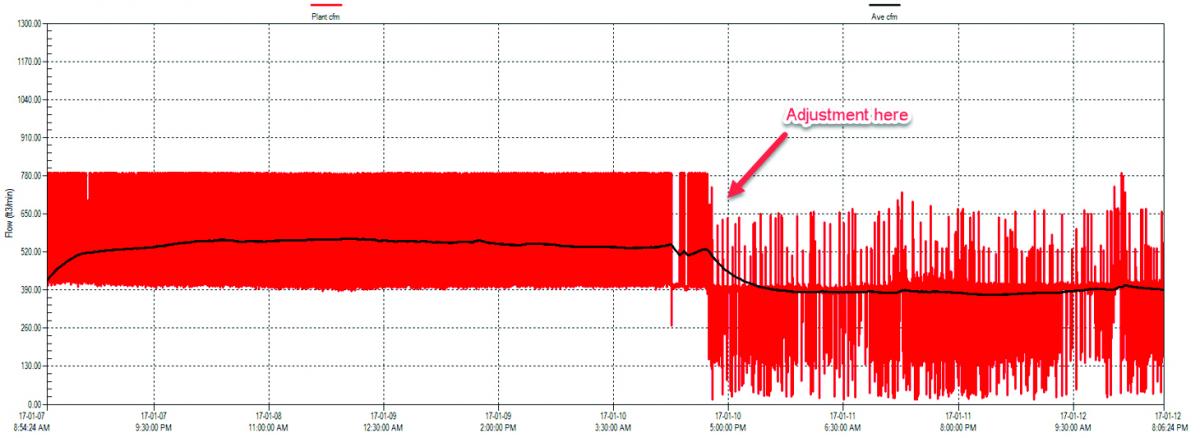
Figure 3: Reducing the pulse duration of the baghouses reduced the compressed air load to within the capacity of one compressor. Click here to enlarge.
Findings
Parrheim is fortunate that their power utility provides 50% funding for optimization studies on compressed air, with a further 50% refunded back if an efficiency project is completed. As part of a funded study, the energy consumption, pressure profile, and flow was monitored, as required, to create a baseline (Figure 2). The results showed the system consuming over 1,100,000 kWh and costing over \$100,000 per year in energy costs while producing, about 460 cfm of compressed air. The system specific power was 28 kW per 100 cfm (not including the bypassed dryer), much higher than the typical 20 kW/100 cfm of an optimized system. The system flow averaged slightly higher than one fully loaded air compressor, requiring the second compressor to run very lightly loaded.
The pressure profile showed that, while the air compressors ran at discharge pressures of between 100 and 125 psi, the plant received average pressure of only about 78 psi with normal minimum pressures reaching as low as 65 psi. The profile showed that when one compressor failed, or was turned off for maintenance, the pressure fell to as low as 55 psi due to inadequate backup capacity.
End Uses
As part of the assessment, a survey of end uses was done. The auditor thoroughly scanned the plant for leaks and noted significant consumers of compressed air. It was found that a small, infrequent compressed air consumer was located outdoors at a starch unloading station, but the rest of the plant was indoors in a heated environment. This meant that the full plant did not need desiccant dried air.
The survey found that there were 14 different baghouses located in the facility. A full inventory of these loads was conducted. In total there are 100 reverse pulse valves operating at frequencies of one pulse every 2 seconds to as long as one every 14 seconds depending on the duty. Due to the poor quality air in the blast, the pulse duration had been adjusted as high as 400 milliseconds on some filters, with the average 350 milliseconds. The auditor noted that the as-found duration was much higher than the normal 100 to 200 milliseconds seen with typical filter operation. It was estimated that these blast valves represent about 95% of the average plant compressed air demand.
Immediately, it could be seen that if the plant pressure could be improved, something could be done about the excessive pulse frequency and duration. Analysis showed that due to the random nature of the pulses, the various pulse times of the filters would often line up so that when multiple valves fired at the same time, there were huge peaks being demanded of the pressure flow controller. Since the existing valve was only rated at 500 cfm, it could not properly regulate flows exceeding its capacity, and the plant pressure would drop to lower levels as a result.
To improve the situation the pressure/flow control valve was bypassed, allowing the plant pressure to rise. This immediately provided a noticeable change to the cleaning pulse force, but the downside was an increase in flow. Since the pulse cleaning is not regulated in this plant, the increase in average pressure by an average of 16 psi, also increased the average plant flow by about 14 percent due to the artificial demand effect.
Part way through the collection of data one of the air compressors went down. With no backup the plant, maintenance personnel were faced with the choice of low plant pressure, affecting production, or doing something about the pulse duration. The duration was adjusted to 150 milliseconds for all baghouses and immediately the average plant flow decreased to 370 cfm, a reduction of 90 cfm from previous levels (Figure 3). This change was enough to allow one of the compressors to turn off during normal loading.
|
 Figure 4: High velocities in the dryer pulverized the desiccant beads clogging the filters, this had been changed a few weeks earlier.
Figure 4: High velocities in the dryer pulverized the desiccant beads clogging the filters, this had been changed a few weeks earlier.Dryer and Filters
The 400 cfm air dryer was grossly undersized for the baseline loading of two air compressors and even had difficulty processing the air for one 460 cfm compressor when running in load/unload mode. Using this small dryer to try to process about 900 cfm of peak air demand when the second compressor loaded caused huge problems due to the fluidization of the desiccant bed. The high velocities caused the beads to rattle against each other and quickly plugged the dryer discharge filter (Figure 4).
Obviously increasing the dryer size was required, but if replaced with a desiccant style a doubling of purge flow would occur. In addition to this, due to a dusty environment, higher than desired compressor discharge temperatures were experienced in summer conditions. Prudence would dictate oversizing the dryer to ensure adequate dew point in worst case conditions. Since all of the process load is indoors and heated a 1,000 cfm cycling refrigerated dryer was specified, with a small point-of use desiccant dryer to be located for the infrequent outdoor use in winter (can be bypassed in summer). This reduces compressed air demand due to purge by 60 cfm and avoids the potential 150 cfm of purge flow an oversized desiccant dryer would consume. The cycling characteristic of the new dryer ensures the refrigeration system turns itself down when the dryer is running at a fraction of its moisture loading, saving energy.
Wet receivers sized at 800 gallons were specified to be placed before dryers and filters. The dryer inlet filter is to be a mist eliminator type with low pressure differential. The wet receivers give an additional place for overheated discharge air to cool and the water to fall out. It also reduces the peak flow through the dryer, causing a smoother flow of air, and less stress to the dryer.
Pressure/Flow Controller and Piping Loss
Baseline measurements showed that the pressure loss between the discharge of the compressors and the outlet of the pressure flow controller during system peaks exceeded 15 psi, even with the dryer bypassed. Further to this, between the output of the flow control and the end uses a pressure loss of an additional 10 psi was measured. The piping is two inch size which is much too small for the full output of two fully loaded 100 hp compressors, pipeline velocities of 80 feet per second were being experienced, much higher that the best practice of 20 fps. Recommendations were given to upsize the piping by installing a larger parallel run of 3 inch.
Further system improvements have been done or are ongoing:
- The air compressors were returned to Variable Capacity Mode and an internal sequencing feature was activated. This coordinates the compressors into a single pressure band control, lowering average pressure, and coordinates the operating of the second compressor, shutting it down when not needed and sharing the hours between units. Variable capacity mode reduces wasteful unloaded run time, which was a problem when the previous auditor switched the compressors to load/unload mode.
- Compressor discharge pressure has been lowered, both reducing artificial demand and compressor power consumption.
- A small receiver tank of 30 gallons was installed on one problematic baghouse to reduce peak flows demanded by the unit and to give the pulses more “pop” to clean the bags better. Figure 5 shows a typical recommended method of doing this. This retrofit will be applied to all plant baghouses to reduce peak flows seen by a new larger pressure flow controller.
- Leakage testing was done with a few items identified for repair.
Interview with Brad Sliedrecht, Maintenance Supervisor, Parrheim FoodsQ: What is your title and what is your responsibility? A: Maintenance Supervisor, responsible for all aspects of facility maintenance, project implementation and other operational duties. Q: Why were you first interested in a compressed air assessment? A: A supplier told us our air compressors combined were too small for our compressed air demand and needed replacing along with our air dryers. Coincidently, Saskpower had invited us to a conference in Saskatoon the following month. At this conference we gained some valuable information talking with specialists in the different industries. One of these was the author of this article, Ron Marshall. His lecture was eye opening in many ways, and I felt I should use his knowledge of compressed air systems to confirm some earlier recommendations from other suppliers, so I could confidently forward these to my boss. I am glad I did, the earlier audit results proved to be right, the plant was consuming too much air, but the recommendations were not. Having an independent and 3rd party consultant take a second look proved beneficial. Q: Were you surprised by any results? A: Yes, we were told our existing air compressors and dryer needed to be replaced to meet our system demand. But the audit proved the compressors were sufficient, in fact our dryer would also have been sufficient, but the type we had installed used far more air than others available on the market. Right now one compressor is in standby as a top up compressor and the other supplies the demand, and we haven’t fully completed the project yet. This has enabled us to once again auto cycle our compressors keeping the hours balanced and also service the compressors without shutting down the system or reduce the air supply to the system effecting processes down the line. Q: Was the assessment helpful? A: Extremely, our compressed air hp demand is lower, baghouse snaps clean the socks better, and compressed air peak capacity is available on demand without the added concern of it is effecting the performance of systems and processes further down the line. Cleaning out our baghouses takes less time and breaching is almost non-existent, the added tanks thus far have proved they will eliminate breaching. All in all, our entire system has improved. Efficiency is up, downtime is down. What more can be asked of maintenance? Q: What do you intend to do in the future? A: The results from the audit have proved themselves and we will continue implementing the recommendations with the expectation that all associated equipment and processes will perform better and we will also see further reduced compressed air demand costs. Q: Any recommendation to others about assessments? A: If we did not have it done, I expect we would be still waiting for capital approval on larger air compressors as well as driers. The air study brought to light the fact that replacing the compressors, yes, would have increased the air available to us but that was not the problem. It would not have fixed the issues we had within the system. The advice from service companies is only an outside look at the system, to get accurate information on what is actually happening, it is crucial to have an air audit completed by an experienced company. I advise third party auditors. This ensured, for us, that our plant remained running, with immediate solutions. Our plant demand for dry compressed air was limping along. We have reduced compressed air costs, we are meeting our present needs and have reserve air to meet the plant demand for compressed air, and the efficiency of related systems and processes has improved. |
Conclusion
The results of this study show the value of looking at the items that contribute to the plant load, rather than just in the conditions in the compressor room. Too often significant savings potential is missed if an end use survey is not done. The system assessor did the work and found enough flow reduction to allow the plant to turn off one air compressor, which almost always results in very large savings. In all, the plant audit identified enough savings to reduce the cost of operation by 55 percent, worth roughly \$56,000 in lower electricity bills. SaskPower has committed to contributing some incentive funds to help pay for the cost of improvements. Further production benefits are already being experienced, with more to come when the project is completed. The successful implementation of the audit recommendations will provide enough back-up capacity to enable a planned plant expansion to occur with minimal required additional capacity.
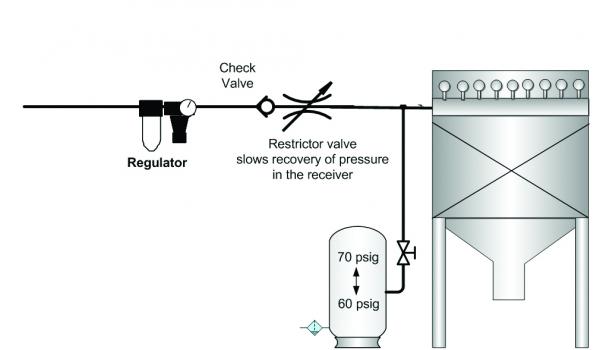
Figure 5: Peak pulses are reduced and pulses strengthened by added storage to baghouses. (Source: Compressed Air Challenge).
For more information contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: ronm@mts.net.
To read similar End Use System Assessment articles visit www.airbestpractices.com/system-assessments/end-uses.



