UniFirst is one of North America’s largest workwear and textile service companies. They outfit nearly two million workers in clean uniforms and protective clothing each workday. Founded in an eight-stall garage in 1936, the Company has grown to 240 customer servicing locations throughout the U.S. and Canada servicing 300,000 business customer locations. UniFirst operates five company-owned manufacturing plants and two state-of-the-art distribution centers. The subject of this article is an energy-saving Air Demand Analysis (ADA), conducted by Kaeser Compressors, at UniFirst’s centralized 320,000 square foot hub Distribution Center located in Owensboro, Kentucky.
| UniFirst is one of North America’s largest workwear and textile service companies. They outfit nearly two million workers in clean uniforms and protective clothing each workday. Founded in an eight-stall garage in 1936, the Company has grown to 240 |
|
Discovering the “Specific Power” of the System
The compressed air system Dennis Ginn, from the Louisville branch of Kaeser Compressors, found installed in Owensboro consisted of two fifty horsepower rotary screw air compressors, a wet receiver tank and a refrigerated air dryer. UniFirst invited him in because they were experiencing mechanical issues with the air compressors. “They were thinking of buying two new 50 hp air compressors. The first thing I noticed, however, was the air compressors were short-cycling,” Ginn said. “A unit would load, unload, load, unload and just kept repeating the cycle.” Ginn learned this constant start/stop condition was the norm and informed the plant this was the most likely cause of the mechanical issues.
The second 50 horsepower air compressor was strictly used as backup. UniFirst production runs 24/7 and cannot tolerate any downtime from the compressed air system. Compressed air is “mission critical” as it is used throughout the plant to power pneumatic cylinders used in the vast conveying system moving laundry around the plant. The conveyors have gates, opened and closed by pneumatic cylinders actuated by solenoid valves. Vast numbers of 2” x 3” sewing labels are also sorted, packaged and manipulated with compressed air. No compressed air would mean no production. Members of the maintenance team confirmed they manually rotated the units once a week so as to even out the running hours. Ginn continued, “Once we learned the second air compressor never ran with the first one, we knew the system was over-sized and that UniFirst would benefit from a Kaeser Air Demand Analysis.”

UniFirst’s Tim Davis and Bill Jackson approved the performance of an Air Demand Analysis to better understand system flow requirements (left to right).
Kaeser’s Air Demand Analysis (ADA) builds a demand profile by measuring system parameters including flow, pressure, and energy usage (kWh) during a representative work week. One important goal is to discover the important performance metric called “Specific Power” for the whole compressed air system. Specific power is how much energy is used (kW) per 100 cfm of compressed air produced. Tim Davis (Facilities Engineer) and Bill Jackson, DC (Distribution Center) Maintenance Planner, approved the suggestion to go forward with an ADA and received management support to get it done.
After one week of measurement, the ADA report was produced. Specific power was measured at 40.98 kW per 100 cfm of compressed air produced- close to double what Kaeser Compressors targets when designing compressed air systems. The annual energy consumption was 223,093 kWh, costing the plant \$16,732. Average system pressure (measured at the receiver tank) was 111 psi. Ginn commented, “The ADA showed their air compressors were oversized. The air compressors can produce at least 200 cfm each and the system was only consuming 70 cfm, on average, with peak consumption reaching only 115 cfm.” The air compressors, only able to operate in on/off mode, were simply unable to operate efficiently and reliably at such low loads.
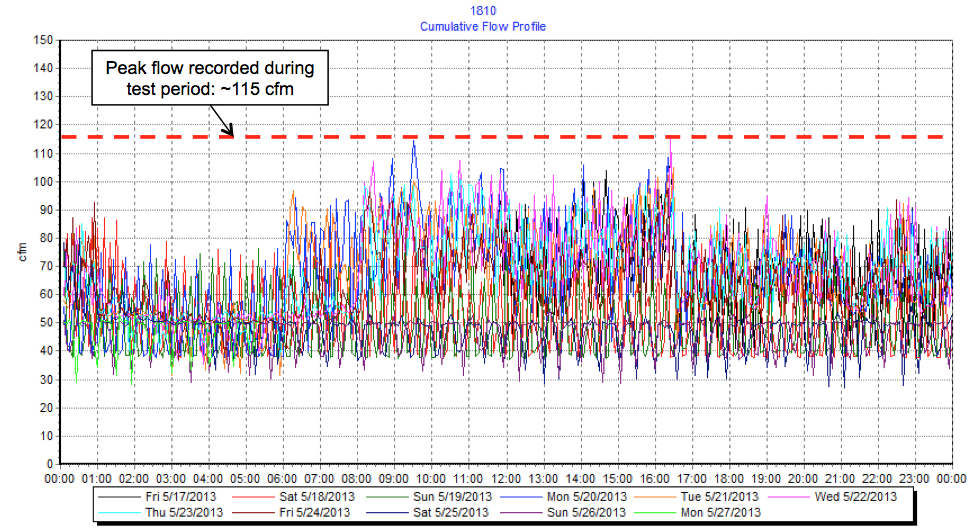
Averaged over 5 minutes. This chart highlights the cumulative flow throughout the test as measured via the load signals of the compressors. Click here to enlarge.
Visualizing KPI’s: Specific Power, Flow, Pressure, Dewpoint - Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Designing the Industry 4.0 System Solution
Armed with the average flow requirement data, Ginn was able to design a system able to increase (almost double) specific power efficiency while maintaining the back-up assurances the maintenance team required. The new system would consist of three SK 15 AIRCENTER rotary screw air compressors equipped with integrated refrigerated dryers and receivers, the existing 400-gallon receiver tank, aluminum SmartPipe™ piping, and an oil aerosol coalescing filter. “We proposed three air compressors each sized for average demand and the second one to act as the trim compressor. The third unit would provide the redundancy UniFirst requires.” Ginn continued, “I always tell my clients that storage is our friend, so we kept the receiver tank and placed the pressure transducer and set it at 115 psi.”
The three SK 15 AIRCENTER air compressors would be controlled by a Sigma Air Manager (SAM) 4.0. This master controller is connected to the three air compressors through the Ethernet. When the system pressure reaches 115 psi, it will activate the second air compressor. It will also rotate the air compressors to keep the working hours even during the year. This allows for one preventative maintenance service trip to be done for all the units. Another feature of the SAM 4.0—--it provides the plant with up to one year of reporting, including energy consumption and costs.
Most importantly, specific power was forecasted to drop in half from 40.98 to 21.22 kW/100 cfm. Maintenance issues, caused by short-cycling, would go away as the units would no longer be undersized. After deliberation, UniFirst management decided to install the new system.
Table 1. System Proposal After ADA Air Demand Analysis
|
Performance Metrics |
ADA Data on Existing System |
Proposed System with two SK 15T air compressors + a back-up unit + storage |
|
Annual Energy Cost |
$16,732 |
$8,088 |
|
Annual Energy Consumption |
223,093 kWh |
115,359 |
|
Max Power Consumption |
35.2 |
25.8 |
|
Specific Power (kW/100 cfm) |
40.98 |
21.22 |
Compressed Air Systems are Dynamic
Several months after the new compressed air system had been up and running, a representative day was selected to examine the performance metrics of the system. The UniFirst team was taught how to run the reports themselves off the card in the Sigma Air Manager 4.0. The results were exciting in that not only was specific power cut in half – the proposed/anticipated results were met almost exactly. “Specific power was cut from 40.98 to 21.56 kW/100 cfm,” said Ginn. “When clients can take the time to have an ADA Survey done, it’s not difficult to accurately predict the performance of a new system.”
Mechanical issues caused by short-cycling, over-sized air compressors were no longer an issue and the system was moved to an elevated mezzanine. Ginn commented, “This is an air conditioned facility ideal for our AIRCENTERS featuring space-saving integrated refrigerated dryers. They make a nice tall and skinny package.”
As is normal with compressed air systems, the Sigma Air Manager 4.0 Report showed operating conditions had changed. Compressed air flow and pressure requirements had actually increased. The Sigma Air Manager 4.0 had automatically adjusted and the good system design had nevertheless delivered the lower energy consumption figures.
Table 2. System Data Comparison After Installation
|
Performance Metrics |
ADA Data on Existing System |
SAM 4.0 Data on New System |
|
Annual Energy Cost |
$16,732 |
$9,035 |
|
Annual Energy Consumption |
223,093 kWh |
120,461 |
|
Max Power Consumption |
35 |
25 |
|
Average kW Draw |
26 |
14 |
|
Specific Power (kW/100 cfm) |
40.98 |
21.56 |
|
Total Flow (cf/yr) |
32,666,894 |
33,525,531 |
|
Available Capacity (cfm) |
388 |
213 |
|
Peak Flows (cfm) |
115 |
142 |
|
Average Flow (cfm) |
62 |
64 |
|
Maximum Tank Pressure (psig) |
124 |
125 |
|
Average Tank Pressure (psig) |
111 |
118 |
*Energy costs for both systems calculated at the current energy rate of \$0.075/kWh
Conclusion
Compressed air is “mission critical” in many facilities. Since production personnel know the plant will shut-down if there’s no compressed air, this makes the over-sizing of air compressors common-place. Over-sized air compressors, with load/unload controls, will short-cycle and experience mechanical issues and elevated energy costs. “We run into this situation (where the plant doesn’t understand system demand) all the time,” said Ginn. “Plants will always err on the side of caution. I just sold a 40 horsepower VSD air compressor to a plant which originally wanted to buy a 150 horsepower air compressor.”
Installations like this one, designed after a system analysis is done, show redundancy assurance need not be sacrificed while attaining energy efficiency improvements in compressed air system specific power.

The new system features three air compressors (one for back-up) with space-saving integrated dryers.
For more information contact Kaeser Compressors at email: customer.us@kaeser.com or visit us.kaeser.com.
To read similar Compressed Air System Assessment articles, visit www.airbestpractices.com/system-assessments.



