Introduction
Annual plant electric costs for compressed air production, as operating today, are \$147,469 per year. If the electric costs of \$750 associated with operating ancillary equipment such as dryers are included, the total electric costs for operating the air system are \$148,219 per year. These estimates are based upon a blended electric rate of \$0.087 /kWh. The air system operates 8,760 hours per year. The load profile or air demand of this system is relatively stable during all shifts. Overall system flow ranges from 800- 1,000 acfm during production. The system pressure runs from 95 to 80 psig in the headers during production.
There are actually two compressed air systems, one serves “the Dry Side” of the plant and one is dedicated to “Plant Air”. The main purpose of this project is to examine combining the two systems into one by making piping and valving changes. By running a single system at today’s current demand of 946 acfm maximum, the annual electric cost for compressed air is \$125,445. By combining the system, the plant could save \$22,024 per year in electric costs.
Table 1: Key Compressed Air System Characteristics – Current System
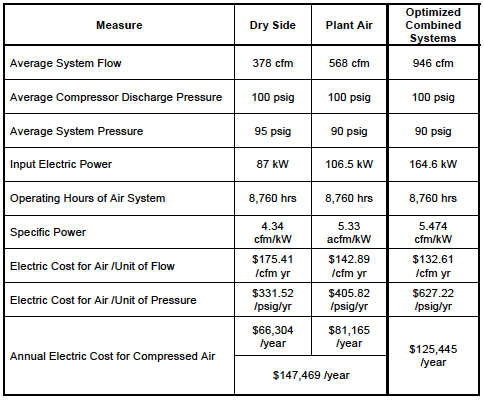
Based upon on a blended electric rate of \$0.087per kWh and 8,760 hours/year.
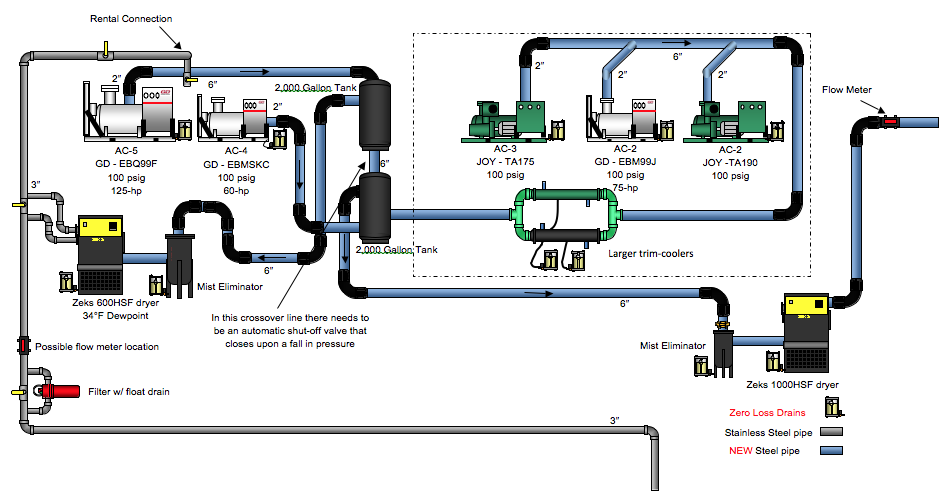
Figure 1: Current Compressed Air System Diagram

Click here to enlarge.
Proposed Action Plan
- Combine multiple systems; set up auto shut-off valves with pressure sensors to close the valve if pressure drops.
- Increase the compressor room piping size 6” diameter and add two x 2,000 gallon of storage outside of Compressor Room 2, to help future consideration of a smart control system.
- Install a new 1000 scfm rated cycling dryer, and a mist eliminator pre filter ahead of the dryer and replace trim-coolers with a properly sized for the air demand.
- Replace 6 auto drains with electronic or pneumatic-actuated, level activated type.
- Repair all 32 identified and tagged compressed air leaks. (10 of 32 leaks are previously identified leaks tags).
- Replace 2 vortex cabinet coolers in Butter Room with controlled heat-pipe type; unless 65°F ambient is acceptable, if so then remove cabinet coolers.
- Move solenoid valves from vacuum side to air side of the vacuum generators automatic valves to allow for proper vacuum shutting of the compressed air when not in use or when cycling.
Primary Air Compressors
All plant compressors are single-stage, oil-cooled lubricated, rotary screw units with modulation controls.
Compressors are water-cooled and running food grade hi-aeon 6,000FG (6,000 hours). The plant is having over-heating and varnishing problem. The service provider has changed out the coolers (many are smaller). Some of the older Joy compressors have a water control valve that can be removed.
Currently there are two systems. The Gardner Denver 125-hp, which is short cycling, and it supplies air to a Zeks 600 cfm cycling dryer, that is short cycling. The other four compressors supply air to the reset of the plant, they normally run just two of the Gardner Denver’s, normally running the two Gardner Denver compressors.
Table 2: Current Air Compressor Engineering Data
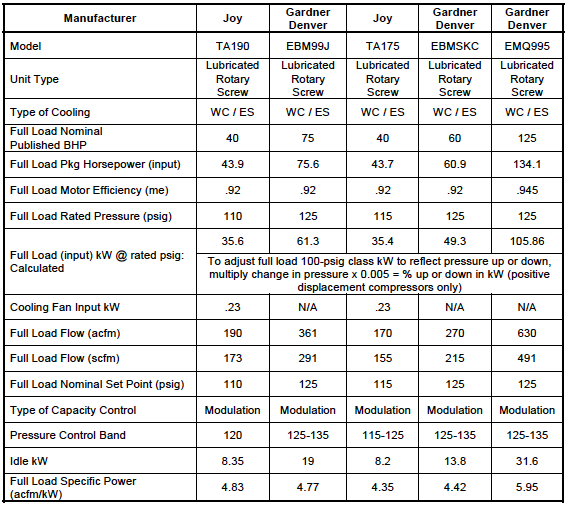
Based upon blended electric rates of \$0.083 per kWh and operating 8,760 hours per year.
Recommended Piping and Storage Project
Combine multiple systems; set up auto shut-off valves with pressure sensors to close valve if pressure drops.
| Electric demand of current air compressor system | 28.9 kW |
| Relative gain in efficiency | 15% |
| Annual hours of operation for current unit (new conditions) | 8,760 hrs/yr |
| Annual energy savings | \$22,029/year |
| Equipment and installation cost for new unit including tanks | \$40,000 |
Increase compressor room piping size to six inch, for the collection header, and add two x 2,000 gallon storage tanks outside of Compressor Room 2 to help with the future consideration of a smart control system. By adding additional storage it allows units to operate more efficiently, with complete blow down and idle, by allowing the storage to supply peak demands without affecting the overall system. Install an Have auto open valve to tie-in the two systems together on a pressure signal or isolate each system. We recommend utilizing Use a flow based control system and flow meters. Review use of FG oil and other compressors future performance.
Table 3: Key Compressed Air System Characteristics – Proposed System
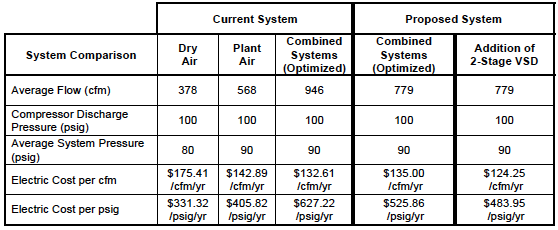
Figure 2: Proposed Compressed Air System Diagram
Click here to enlarge.
Compressed Air Leak Survey
Most plants can benefit from an ongoing air leak management program. Generally speaking, the most effective programs are those that involve the production supervisors and operators working in concert with the maintenance personnel.
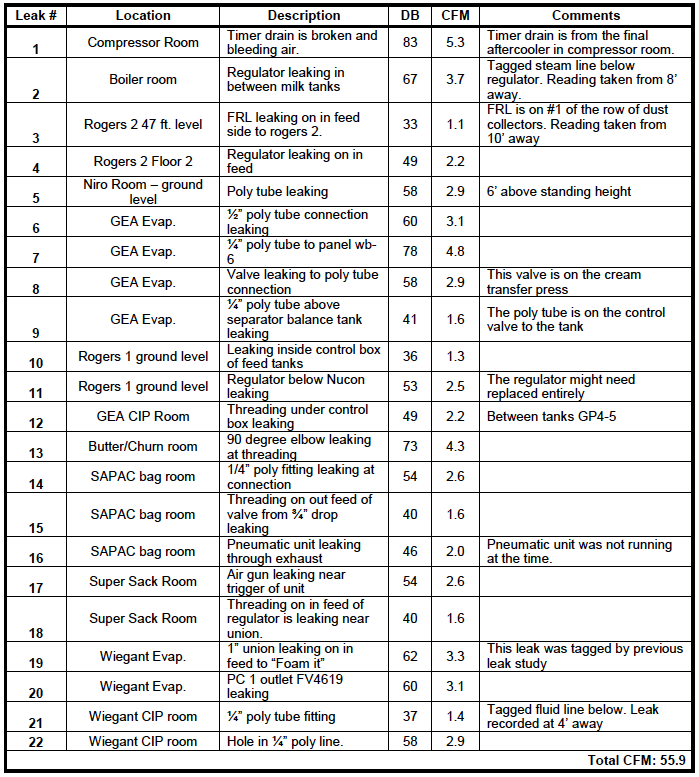
A partial survey of compressed air leaks was conducted at the plant and 22 leaks were identified, quantified, tagged, and logged. Potential savings totaled 56 cfm for the 22 leaks that were identified. We estimate 10 leaks at 3 cfm each of previously tagged leaks, for an additional 30 cfm.
Air Power USA recommends an ultrasonic leak locator be used to identify and quantify the compressed air leaks. We use an Ultraprobe leak detector manufactured by UE Systems. Shutting off or valving off out the air supply to these leaks when the area is idle would save significant energy. use from leaks. Reducing the overall system pressure would also reduce the impact of the leaks, when air to the machine cannot be shut off. Repairing the leaks can save additional energy. The savings estimates associated with a leak management program are based on the unloading controls of the compressors being able to effectively translate less air flow demand into lower cost.
With a few minor exceptions, most of the leaks could not have been found without the use of an ultrasonic leak detector and a trained operator. Leak locating during production time with the proper equipment is very effective and often shows leaks that are not there when idle. However, a regular program of inspecting the systems in “off hours” with “air powered up” is also a good idea. In a system such as this one, some 80 to 90% of the total leaks will be in the use of the machinery, not in the distribution system.
Some of the areas surveyed in the leak study included a great deal of high background ultrasound noise that shields many of the smaller leaks. In continuing the leak management program, plant staff should perform leak detection during non-production hours in order to eliminate some of the high ultrasonic background noise.
Repair all 22 tagged and identified compressed air leaks as well as the 10 already tagged leaks by plant personnel. Continue your ongoing leak identification program.
| Number of leaks | 32 leaks |
| Estimated reduction of air flow with proposed project | 86 cfm |
| Recoverable savings from air flow reduction | \$117.75/cfm yr |
| Annual electric cost savings with proposed project | \$10,126/year |
| Unit cost of leak repairs ($25 materials per leak and \$75 labor per leak) | \$3,200 |
| Total project cost (materials and installation) | \$3,200 |
Table 4: Compressed Air Leak List
For more information, contact Don van Ormer, Air Power USA, at don@airpowerusainc.com or visit www.airpowerusainc.com.
To read more about Compressed Air System Assessments please visit www.airbestpractices.com/system-assessments.



