 The development of extruded aluminum piping is a recent innovation in the compressed air industry. The internal bore of this piping is smooth and corrosion resistant which makes the pressure differential characteristics of a straight run of this pipe superior to that of steel pipe. Because it is much lighter than steel pipe the installation is much easier. And the manufacturers of this style of piping have come up with various twist lock connectors to make the installation even simpler.
The development of extruded aluminum piping is a recent innovation in the compressed air industry. The internal bore of this piping is smooth and corrosion resistant which makes the pressure differential characteristics of a straight run of this pipe superior to that of steel pipe. Because it is much lighter than steel pipe the installation is much easier. And the manufacturers of this style of piping have come up with various twist lock connectors to make the installation even simpler.
Even though there is significantly less pressure differential across an equivalent cross section of aluminum piping compared to steel pipe, there are still some things to consider if using this pipe to gain energy savings. Due to the cost of the pipe there is a tendency for installers and designers to want to reduce the size of the pipe to save costs. But if you want more efficient operation with this new style pipe you must design the system to have less pressure differential, not the equivalent differential. For example, if good design practice previously required 2 inch steel pipe to maintain less than 30 feet per second pipeline velocities, the equivalent smaller aluminum pipe would experience much higher velocities and the same, or possibly worse, pressure differential once the piping fittings are considered. This would mean there would be no energy savings. But if 2 inch or larger aluminum piping was used instead of 2 inch steel pipe then a savings could be achieved due to a lower pressure differential and lower required compressor discharge pressure.
The use of reduced sized piping increases the velocity of the air in the pipe and although may not be any higher pressure differential in a straight section of piping, the differential at points where the air must change direction become problematic. Compressed air has weight and compressed air in motion has momentum that must be overcome when turning 90 degrees at a connector or running up against the inside of a T connection. For this reason, at higher velocities, the aluminum connectors can have significantly higher equivalent lengths than standard steel fittings. The equivalent lengths must be totaled in the design stages of the piping layout in order to ensure that the resulting pressure differential across various lengths of straight pipe and the many 90’s , T’s and couplings don’t exceed the intended design criteria.
The Compressed Air Challenge recommends that the piping differential not exceed 2% of the nominal pressure of the system. This means for a 100 psi system a pressure differential should not exceed 2 psid from the discharge of the air compressors to the end use (not including the air dryers and filters). To achieve this, pipeline velocities not exceeding 30 fps are normally required on normal piping lengths, with lower velocities for long piping runs, and no more than 50 fps velocities for final piping drops, fittings and hoses. The final piping must be sized for the peak flows of whatever is connected, not average flows. For more information about calculating pipeline velocities and pressure differentials refer to Compressed Air Challenge’s Best Practices for Compressed Air Systems Manual which is available on the website.
The following are accounts of some issues that were experienced when applying smaller equivalent size aluminum piping to three different systems:
Rotational Molding Facility
A small rotational molding facility was growing due to increased production and needed to upgrade the compressed air system. The facility profile had a low average load but high peaks each time the large plastic parts were released from the rotational molds. A new 40 HP VSD compressor, a properly sized cycling dryer, low differential filters and a large 1,060 gallon storage receiver were installed to provide increased capacity and lower energy consumption. The large storage receiver was to provide peak flows for the rotational molder.
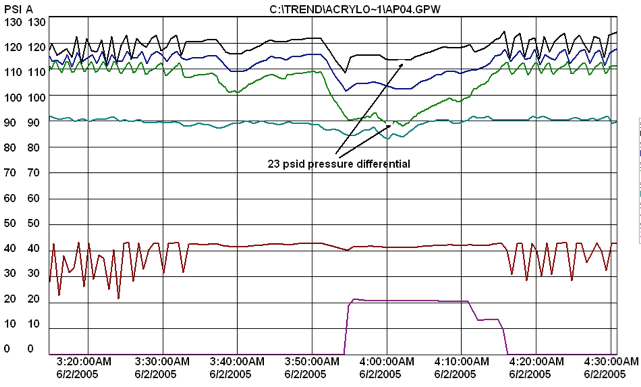
A table in the catalog for the aluminum piping suggested that a 1 inch aluminum pipe could supply up to 236 cfm of air in a short 65 foot section of pipe. The designer of the piping system did not account for equivalent lengths of all the many fittings that connected the various components together. Also, a design change in the location of the compressor, dryer and filter forced a longer run of pipe to be used. The piping size was not adjusted to account for these changes and as a result all the components were interconnected using one inch aluminum pipe and fittings. The resulting 26 psid pressure differential (includes the dryer and filter) is shown in Chart 1.
|
|
Chart 1: Data logging showed a surprising pressure differential |

A post mortem of the issue showed additional problems. Due to a process change a second compressor was required to run during some peak flows causing 240 cfm of compressed air flow in the sections of the piping before the large receiver. In addition to this, much higher flows were being experienced in sections of the piping after the receiver because stored air from the tank was flowing into the rotational molder in addition to all the air the compressors were producing. Further checking into the catalog information showed the pipe size table was based on a 5% pressure differential at 116 psi (2.5 times the intended dp). In actual practice the pressure in parts of the system was falling as low as 90 psi, due to the presence of a pressure/flow control valve increasing the piping velocity. The intended design was to provide less than 2 psi pressure differential.
The system piping was upgraded to a 2 inch size reducing the pipeline velocity by 75% from a peak of around 100 fps to a new level of around 25 fps. Pressure differential fell to the design levels.
Flexible Printing Facility
A medium sized facility had just expand and needed to upgrade the compressed air system from two 25 HP fixed speed compressors to a more efficient 60 HP compressor with VSD control. A properly sized thermal mass air dryer was installed along with low differential mist eliminator filter, a 400 gallon receiver and a pressure flow control valve. Extruded aluminum piping was used, 25 mm (one inch) size was selected using a manufacturers table because the equivalent length of the planned piping layout was less than 60 feet.
Almost immediately after commissioning of the system the plant operators found that low pressure was being experienced during peak flows. The issue was so bad that the discharge pressure of the VSD compressor had to be jacked up by 25 psi to prevent low pressure from occurring.
Post mortem analysis showed the piping system configuration was less than optimum due to added unanticipated complexity of the installation. Many more fittings had to be used than expected to route the piping between various components. A pressure differential measurement was done during compressor peak flows and found 26 psi differential across the supply side piping, air dryer and filter due to this complexity. The increase in compressor discharge pressure caused the compressor to consume about 12% more power to overcome the piping differential.
This system was reconfigured using 2 inch piping with piping pressure differential dropping to less than 2 psid (not including 4 psi across dryer and filter).
Egg Processing Facility
An egg processing plant was relocated from an old facility to amalgamate two processing lines. Compressed air flow projections showed that the compressed air usage required a 60 HP compressor and refrigerated air dryer. An efficient VSD compressor was selected, with a cycling air dryer, dual parallel filters, a large storage receiver and a pressure/flow control device. Efficient aluminum piping was selected to enhance the project. At the last minute the plant management decided they would be more comfortable with a 75 HP compressor and matching air dryer. Unfortunately the piping and filters were not upsized to accommodate the new capacity.
When the power utility did verification testing (Chart 2) they found that while the air compressor provided very stable pressure at its discharge, the pressure at the storage receiver just before the compressed air entered the plant was experiencing significant sag. Investigation revealed higher than desired pressure differential across the air filters and compressed air piping. The piping had been selected at 40 mm (1.5 inches) using a piping manufacturer’s table that equated the recommended diameter to the nominal horsepower size of the intended smaller compressor and the equivalent length of the pipe. As well, the piping at the filters was reduced to match the port size of the filters to save costs. The actual compressor had higher peak output capacity than than a normal 75 HP compressor (360 cfm) because it was a newer optimized version. Pressure differential in a relatively short piping distance of less than 50 feet was 12 psid at the compressor full flow or 11%. Of this about one third of the differential was across undersized filters and one third across the piping. The remainder was air dryer differential.
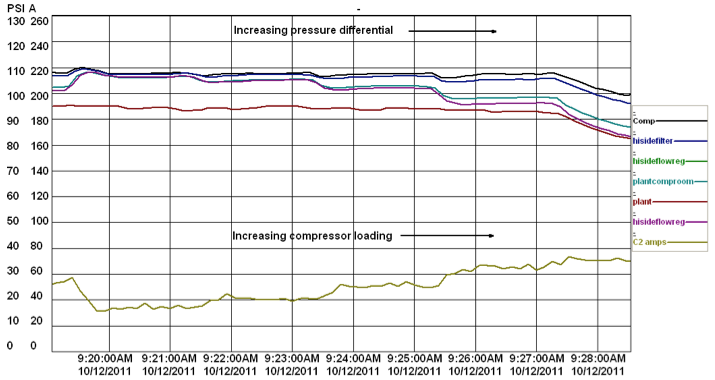
Chart 2: Pressure differential follows an exponential curve, on the steep part of the curve very small flow change results in large pressure differential
The piping was upgraded to 63 mm and the filters resized. Pressure differential across the piping fell to below 2 psid at full flow.
These three experiences illustrate the misapplication of an excellent style of piping due to incorrectly downsizing, poor planning and unanticipated problems. Here are some tips to avoid issues with compressed air piping:
- Even with smooth bore piping, and this includes systems piped with stainless steel and copper, pipeline velocities should be kept to under 30 fps to minimize pressure differential where the compressed air must go around piping directional changes.
- Use the same size of aluminum pipe or larger, not downsized pipe, to gain savings.
- Safety margins should be left for unanticipated changes in piping layout due to facility layout changes.
- Know the actual flows of the compressors being installed and ensure the design can handle without issues.
- Anticipate higher than normal peak flows from storage receivers. Ensure piping capacity can handle the higher velocities that come with low pressure operating, such as after pressure/flow control valves.
- Make sure that any design tables or pipe size calculators you use match with your intended design pressure differential and operating pressure.
For more information please contact the Compressed Air Challenge®.
To read more Piping System Assessment articles, visit www.airbestpractices.com/system-assessments/piping-storage.



