Introduction
Rising energy costs and growing concern for industrial environmental impact has manufacturing taking a second look at their operations’ energy efficiency. One area increasingly in review is the use – or more importantly, the misuse – of compressed air. When used “inappropriately” (as defined by the Department of Energy’s Compressed Air Challenge), high pressure compressed air bleeds into the atmosphere producing a significant energy loss, as well as a comparably high demand on compressor utilization. With a price tag of \$1.5 billion in U.S. manufacturing compressed air energy costs each year (according to the Department of Energy), compressed air alternative solutions (e.g., high-speed, centrifugal blowers) represent a significant energy and cost savings option for manufacturers. Recently, a major U.S. soft drink bottling manufacturer replaced their compressed air system with a high-speed centrifugal blower realizing an 87% true energy power savings and an 80% energy cost savings, as well as a return of compressed air compressor capacity.
Problem
A leading soft drink bottling manufacturer’s compressed air needs were threatening to exceed its Michigan plant’s compressed air capacity. Faced with the cost of buying a new compressor, the soft drink bottling manufacturer re-assessed their compressed air use to identify compressor and energy savings opportunities. In the audit, the soft drink bottling manufacturer identified the use of compressed air in a gap transfer as a source of compressed air and energy inefficiency. The soft drink bottling manufacturer’s system was generating 100 PSI compressed air for a needed 2-3 PSI at the application site (50 times the pressure needed). This compressed air was directed through two ¼” copper tube nozzles to transfer empty, open aluminum cans (approximately 0.5 ounces or less in weight) from a single cable-pulley system to a second cable-pulley system over an unassisted gap of approximately 18-20 inches. The gap between the cable-pulley systems enabled the inkjet date imprinting which is visible on the bottom of the cans. The compressed air application, although an inefficient use of compressed air, enabled the continual flow of the cans across the inkjet date imprinting application to the second cable-pulley system.
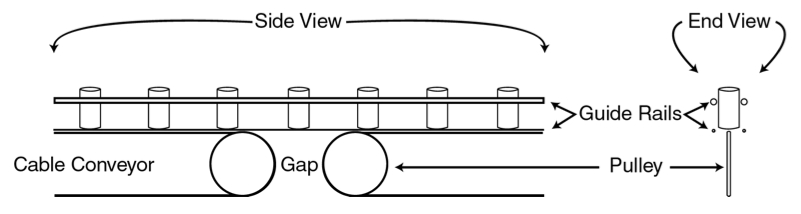
Gap Transfer System
In their quest to regain compressed air capacity, the soft drink bottling manufacturer’s plant engineer contacted JetAir Technologies regarding the possibility of replacing the compressed air application with a high-speed, centrifugal blower system. JetAir Technologies’ applications engineer visited the soft drink bottling manufacturer’s plant to assess the situation. The visit confirmed the soft drink bottling manufacturer’s concerns. JetAir Technologies’ application engineer found significant compressed air and energy waste, as well as a concerning high noise level, resulting from the use of compressed air at the gap transfer.
Although needing only 2-3 PSI of compressed air pressure at the site of the gap transfer, the system required the initial generation of 100 PSI to meet this pressure requirement (50 times the needed amount). The flow measured at each nozzle was 49.9 CFM, or a total flow of 100 CFM. Assuming 4 CFM per kW, the application was requiring 22.7 HP or 18 kW of energy generation. With an operating schedule of 12 hours a day, 5 days a week, 50 weeks a year, the total energy usage was estimated at 53,430 kWh. Considering a rate of \$0.077 per kWh, the application was costing the soft drink bottling manufacturer a total of energy and maintenance costs of \$4,530 a year.
measured at each nozzle was 49.9 CFM, or a total flow of 100 CFM. Assuming 4 CFM per kW, the application was requiring 22.7 HP or 18 kW of energy generation. With an operating schedule of 12 hours a day, 5 days a week, 50 weeks a year, the total energy usage was estimated at 53,430 kWh. Considering a rate of \$0.077 per kWh, the application was costing the soft drink bottling manufacturer a total of energy and maintenance costs of \$4,530 a year.
JetAir Technologies’ engineers recognized the issue’s similarity to a recent gap transfer project for a leading Styrofoam cup manufacturer. Having tested and provided a similar system, JetAir Technologies’ engineers used this technology and experience to replace the compressed air nozzles with a custom, high-speed, centrifugal blower system. As a visual representation, the engineering team also sent an example video of the solution to the soft drink bottling manufacturer. “That’s one of the value added things JetAir Technologies provides. We’ll test just about anything, make a video tape of it, and post it.” – Scott Lynn, JetAir Technologies Easter Regional Manager.
Solution
The JetAir Technologies’ engineering team designed a custom solution that included a JET-1TM high-speed motor and blower, Variable Frequency Drive (VFD), and four custom adjustable-mount nozzles. The JET-1TM direct-drive technology enabled adjustable operation speeds (via VFD technology) of up to 20,000 RPM, creating adjustable flow rates of up to 750 CFM at pressures of 2.3 PSI. The compact footprint of the motor and blower enabled it to be located within feet of the application connected via 3” diameter (75 mm) hoses to the adjustable nozzles. The nozzles were then mounted at each corner of the guide rails (bottom/top-left, bottom-top-right) at the beginning of the gap. The custom mounting application and nozzles provided the soft drink bottling manufacturer adjustable air directional flow, while the VFD technology provided air flow and pressure adjustability.

JET-1™ Blower
JetAir Technologies’ engineering testing of the custom solution demonstrated significant operational and energy savings. While the system originally consumed 22.7 HP (18 kW), JetAir Technologies’ custom JET-1TM blower solution enabled a true energy consumption of only 3 HP (2.2 kW). This represented an energy reduction of 20 HP, or an 87% true energy consumption savings. Based upon the soft drink bottling manufacturer’s production cycle and kW per hour rate, the JET-1TM custom solution’s energy cost were estimated at only \$970 per year (including maintenance), resulting in a total yearly savings of \$3,560. This drastically reduced the soft drink bottling manufacturer’s annual energy costs by 80%. These energy cost savings offered an estimated 65% return on investment in the first year, and 125% return on investment in two years.
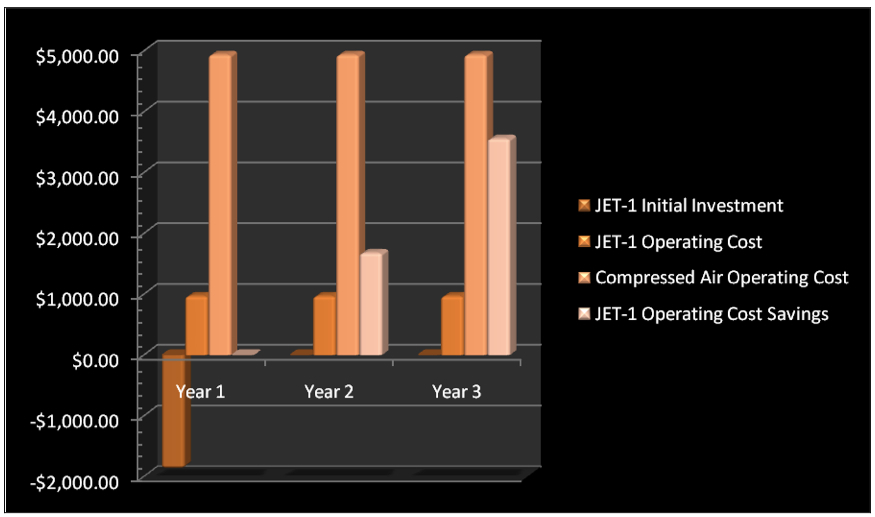
Operating Cost Savings with JET-1™ System
Results
Once installed, the compressed air and energy savings and the operational benefits were immediate. “It was quieter. It was saving his compressed air and saving horsepower,” said Scott Lynn, JetAir Technologies Eastern Regional Manager. “They ran power to it, set it up, turned it on, and haven’t had any problems. When I called to follow up with them, the plant engineer told me it was much quieter than the old system”.
The soft drink bottling manufacturer’s installation of the JET-1TM blower system eliminated the “inappropriate use of compressed air” (as defined by the DOE’s Compressed Air Challenge), effectively reducing the amount of compressed air bled to atmosphere. This reduction of energy waste translated into a dramatic 80% reduction in yearly energy costs, lowering monthly costs from \$380 /mo. to \$80 /mo. As an added bonus, the efficient and streamlined design of the JET-1TM blower system eliminated the high-pitched operational noise emitted by the old gap transfer system much to the plant engineer’s appreciation.
“It’s like printing money,” said the leading soft drink bottling manufacturer’s manager.
Loss of compressed air to the atmosphere represents a significant energy and cost waste that can easily be eliminated with efficient, alternative solutions. High-speed centrifugal blowers offer an environmentally appropriate, effective and cost conscious alternative to compressed air. Realization of these energy and cost savings, however, begins with a compressed air utilization assessment. As demonstrated by the leading soft drink bottling manufacturer’s experience, reassessing your compressed air usage may offer significant and immediate compressed air, energy and cost savings. With rising energy costs and environmental concerns, mitigating your company’s energy use and environmental impact is imperative in identifying savings opportunities. Alternatives like high-speed centrifugal blowers offer an opportunity to operate more efficiently, effectively reducing your environmental impact and increasing your savings.
For more information please contact Brendan Smith, JetAir Technologies, tel: 805-654-7000 Main, email: brendan.smith@jetairtech.com, www.jetairtech.com



