Introduction
I made the case, in my last article, about how sizing a VFD air compressor, in a multiple-compressor system, is important to get right. So now when a system has the right combination of VFD and base-load air compressors, how do you coordinate their control? What tells the air compressors to run and load, to have just enough (or no) base-load air compressors and a VFD running, all the time air is needed? Appropriate master controls are needed. These controls are often called “sequencers” or “master control systems”.
Air compressor sequencers have been around since pressure switches were invented. Sequencers were electro-mechanical cam-timer driven systems switching the pressure switch an air compressor would be controlled by. If there were three air compressors, there were three pressure switches, set in a “cascade” manner, and the sequencer merely pointed a pressure switch at an air compressor. They work like this: as pressure drops, the next air compressor starts and loads, and then the next one starts and loads if pressure drops further. As pressure rises, the reverse occurs. The last one on will load and unload once the number of air compressors running stabilizes.
Then came programmable logic controllers (PLCs), basically automating the function. They still effectively are being virtual pressure switches. The smarts are in figuring out how many air compressors should be running, and to only trim one, without using a cascade arrangement. Some of these controllers are called “master controllers”, or “management systems”.
The goal of this article is to give some pointers for selecting and installing the right master control system for systems with one or more VFD air compressors.
Summary
In a nutshell, I recommend the following type of master control logic, or “algorithm”, when a VFD air compressor is added to a multiple air compressor system:
- Understand PID vs. Discrete Control
- Ensure All Compressors Have Common Sensing Location
- Set up Compressors to Accept Remote Commands
- Select Proper Control Algorithm
- Test, Tune and Measure
Understand PID vs. Discrete Control
VFD air compressors have OEM-engineered “PID” (proportional-integral-derivative) control, or a subset of it. Proportional control is the varying of a control variable based on the error between set point and actual process variable, to cause the process to come in line with the set point. In other words, if you set the VFD to control for 100 psig, and the pressure is 99 psig, you would “push” the VFD half as hard as if it was at 98 psig. Integral control is for correcting longer-term events, like after a base-load air compressor unloads and the VFD is spooling up to catch the system, and pressure dips below its target briefly. Like steering a ship against a side-wind, the controller steers the pressure back up to the target. It is used to get the compressed air system back into the target where it needs to be. Derivative control is for “damping” the system based on fast changes in system pressure, minimizing overshoot and undershoot.
The master controller merely sends a set point to the VFD air compressor controller and lets the controller manage speed control. It should be able to over-ride and start or stop the air compressor as well. PID control is sometimes referred to as proportional control.
In a system with a VFD trim air compressor sized correctly, the base-load air compressors should be simply controlled start/stop, by discrete control, or by a relay contact closure or opening. When the base-load air compressor is needed, it needs to auto start and load, on command from the master controller. When it is no longer needed, the master controller fully unloads it, waits for the VFD air compressor to respond and the pressure to stabilize and then shut it off. It takes two contacts, load and start.
Base-load air compressors are sometimes controlled locally by some form of proportional control, like inlet modulation or variable displacement. However, unless these controls are managed by the sequencer as a trim air compressor, and most can’t (they are usually not electronically controllable), they will be dialed-out and “discrete” controls are used. If you have a variable displacement control air compressor you want to put in trim position, and there is a way to communicate the set point remotely to the air compressor, it could be controlled similarly to the VFD air compressor.
Ensure All Compressors Have a Common Sensing Location
A frequent mistake in adding a VFD air compressor is to install it by itself with its own dryer. The problem is the VFD responds to pressure it sees, on the front of the dryer, different than downstream pressure, as seen by the rest of the system. If the other air compressors are put on a sequencer, the VFD can’t be synchronized to work in concert with them. This will cause unstable operation. When the VFD ramps up, it creates a dramatically higher pressure drop across its dryer than at low speed and the pressure on the backside will dip. Other air compressors will start and load when not needed, and then the system will back off and do the opposite, back and forth.
Figures 1 and 2 show the wrong and right way to add a VFD air compressor to a multiple air compressor system. One merely needs to add a “wet” crossover line and then control at either the common wet or common dry side. I prefer wet side control, because the air compressor displays all indicate pressure at the location of their pressure transmitters – the package termination point, and most OEMs don’t like moving the pressure transmitter to downstream of the dryer. One can certainly make a good argument for controlling the system on the dry side, but your local and remote pressures will not be the same and the difference will wander based on filter pressure drop.
Figure 1. Poor implementation of a new VFD air compressor
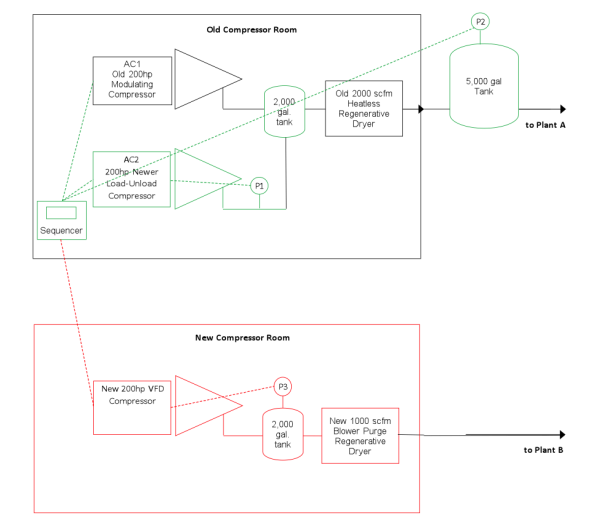
Click to enlarge.
Figure 2. Good implementation of a new VFD air compressor
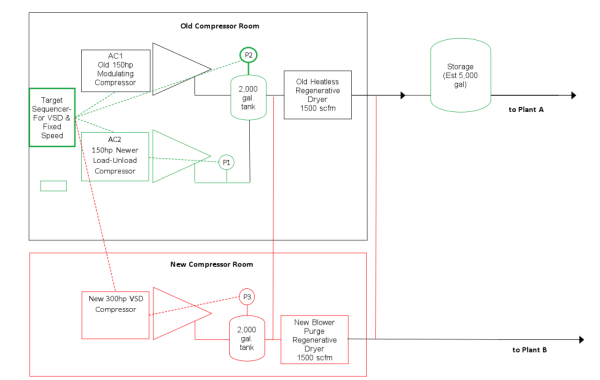
Click to enlarge.
Set up Air Compressors to Accept Remote Commands
Let’s start with the VFD air compressor. One of the biggest challenges I have run into when implementing master controls with a VFD air compressor is difficulty in integration. The VFD air compressor is either not set up for remote control, or there is not technical support to do it properly. The master controller supplier or outside consultant needs to work with the air compressor vendor prior to start-up to determine the following:
- Control wiring. What type of interface? RS485 or Ethernet? Modbus RTU or TCP? Ethernet or IP? 4-20 mA? What terminals to wire to?
- Registers. What discrete registers are used for set point, start, stop, running, load, unload and alarm? What floating point registers are used for speed and power (if power is available)?
- Access. Password and instructions to set controller to accept remote commands/over-rides.
Some air compressors use proprietary communications protocols, and need a converter/interface board to be added so a third-party master controller can interface with them.
The base-load air compressors might be newer units with electronic control panels. If so, all the same questions need to be answered for them as well, except for the floating point numbers. If they are older electro-pneumatic control, they probably need wiring modifications to be controlled remotely, including:
- “Local-remote” switch and light
- Load inputs from remote dry contacts
- Start inputs from remote dry contacts
- Relays with dry contacts for running, alarm and “remote” status
An electrical schematic needs to be sent to the master controller vendor or consulting engineer in advance, so they can provide a wiring modification schematic and parts.
When to Install a VSD Air Compressor – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Select Proper Control Algorithm
This is an interesting step, since most of the people selling sequencers don’t know what the “control algorithm” is for their sequencer. Just put in the box, run a cable to each air compressor, and it will learn and tune itself. This is Industry 4.0! All controllers have an algorithm, and for screw air compressors will be one of three, as far as I have experienced:
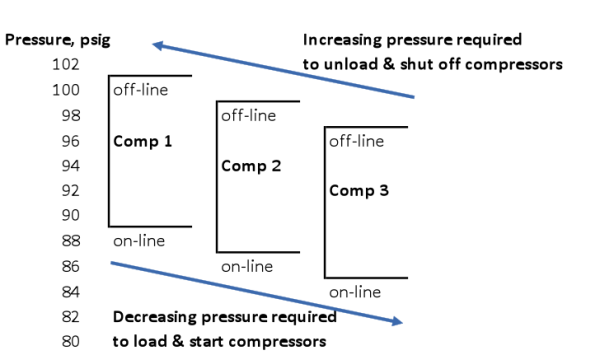
1. Cascade algorithm. I covered this in the introduction. This works fine for all load-unload air compressors, but should be avoided for systems with a VFD air compressor. Your VFD will be off or running at full speed much of the time. The last air compressor on is the trim air compressor, and they are rotated. See Figure 3. In the illustration, the pressure range for three compressors is 16 psig, from 84 to 100 psig. The cascade algorithm is the old standard for sequencers, so ask your supplier how their “sequencer” works before you purchase one for use with a VFD air compressor.
Figure 3. Cascade Algorithm
2. Target algorithm. This is the one to use with a properly sized VFD air compressor. The VFD air compressor speed control is set in the middle, or “target”, and the base-load air compressors “bracket” it. They operate with one or multiple pressure windows, fully bracketing the VFD. See Figure 4.
Figure 4. Target Algorithm
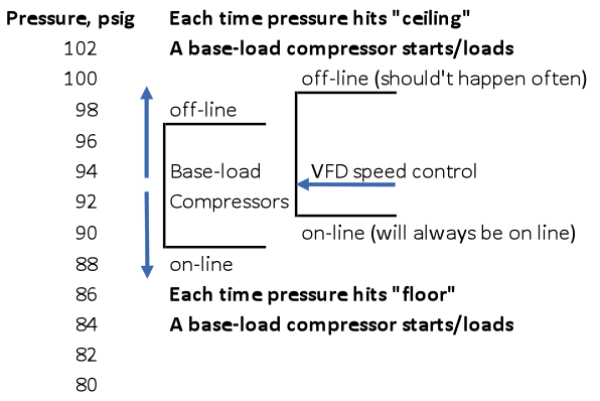
This system can operate in less than 8 psi overall pressure range, depending on storage and tuning. Timers are set in the master controller so only one base-load air compressor starts/loads or unloads at a time, and the VFD is given time to respond. Base load air compressor starts and stops should be infrequent. Not all “target sequencers” can control a VFD air compressor in the proper way. Many of them require the VFD to be set separately from the sequencer itself. This is not ideal. It is best to put the set-point control of the VFD under the control of the master controller, and then the other air compressors will work in concert. And to adjust the system, you merely change the “target”.
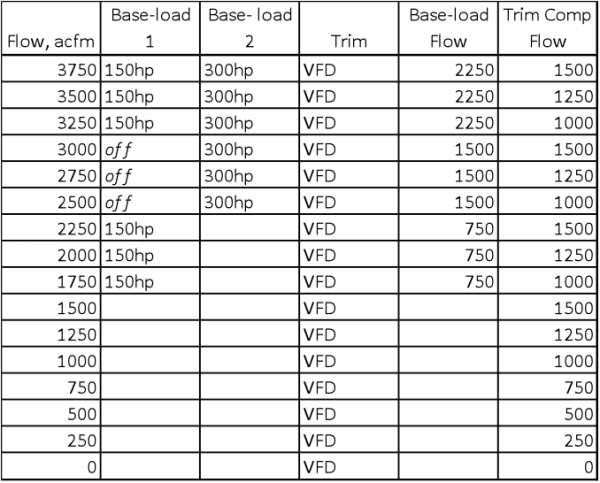
3. Flow-based algorithm. This is merely a way to run the right base-load air compressors at any time, to accommodate a larger sized base-load air compressor than is ideal. Suppose the two base-load air compressors in Figure 2 were 150 and 300hp, not 150hp each. And the only addition was one 300hp VFD air compressor. A target control algorithm, with constraints on when to run the 300hp, could work. We are aware of a couple controllers on the market including some form of flow-based decision in controlling base-load air compressors. Pneu-Logic PL4000 and AirLeader are two we have confidence will work in this way.
Figure 5. Flow-based Algorithm
Test and Tune
No control algorithm will tune itself, no matter how sophisticated it is. I tend to prefer simpler algorithms with known “knobs” for tuning. Usually, these are the pressure bands and timers. One needs to test the installed system at peak and minimum loads, and in transitions between them, both slowly and quickly. Preferably with fine-sample data-logging occurring, so data can be reviewed and specific tuning parameters changed.
Conclusions
To provide robust and efficient master control for a multiple air compressor system with a VFD compressor, understand VFD control, get the right kind of master controller, understand how it works, prepare well, interface correctly and test thoroughly.
For more information, contact Tim Dugan, tel: (503) 520-0700, email: Tim.Dugan@comp-eng.com, or visit http://compression-engineering.com.
To read more Air Compressor Controls articles visit www.airbestpractices.com/system-assessments/compressor-controls.



