 Introduction
Introduction
Encouraged by government regulators, the conversion to waterborne paints is now moving into the collision repair and refinishing industry. The conversion to waterborne paints is proving to have implications for the compressed air systems in the shops. This document provides a checklist of compressed air system topics to ensure a successful conversion to waterborne paints.
Reasons to Switch to Waterborne Paints: the Environment and the Law
It is estimated that the automotive industry releases, to the atmosphere, over 210,000 tons of solvents each year. This is because ready-to-use conventional base-coats have a solvent content of around 85%. Solvents fulfill their main task when the paint is applied. They regulate the required viscosity of the material and affect the build-up as well as the surface quality of the freshly applied coat. Once the process of application has been completed, the solvents have done their job and should evaporate as quickly as possible.
However, the fact that they escape into the air means the solvents contribute to air pollution. Especially in summer, when high pressure predominates, they promote the formation of ozone close to the ground. Now, ozone is a natural component of the atmosphere and protects the Earth from over-intensive irradiation by the sun. However, closer to ground level, too high a concentration of ozone can have damaging consequences as far as living things are concerned. If humans breathe in too much ozone it can lead to chest pains, coughing and asthma attacks. The proportion of organic solvents that escape into the air during the manufacture and application of paint is currently around 32% of all VOC emissions.
Following legislation already enacted in the U.K., the U.S. EPA decided to regulate VOC’s emitted by the collision repair industry. There are two significant changes, in U.S. regulations, affecting how the collision repair industry paints automobiles.
- National Emission Standard for Hazardous Air Pollutants, NESHAP (Subpart HHHHHH) Final Rule issued by the U.S. EPA (Environmental Protection Agency). This “6H Paint Standard” focuses on controlling air emissions from paint stripping and surface coating operations. Compliance deadline: January 10, 2011.
- National Emission Standard for Hazardous Air Pollutants, NESHAP, 40 CFR Part 63, Subpart H issued by the U.S. EPA (Environmental Protection Agency). This “Paint Rule for Motor Vehicle Coating Operations” specifies, amongst other things, that all spraybooths/stations must be fully enclosed and ventilated with proper ambient air filtration. Coatings must be applied with HVLP guns which will be cleaned after use. Compliance deadline: January 9, 2011.
The paint industry and the EPA offer up other reasons like increased productivity, increased painter retention, reduced insurance costs, and enhanced customer satisfaction. They are, however, debatable points. Whatever reason a collision repair center chooses, the move is undeniably underway to adopt waterborne paints.
More Water Means Slower Flash-Off Times
Waterborne paints have effectively replaced solvents with water. The SPIES HECKER Permahyd® waterborne base coat is made up of water (70%), solids (20%) and solvent (10%). Compare this to the make-up of a conventional base coat of solvent (84%) and solids (16%) . Obviously, there is a lot more water present and this is causing longer flash-off times and affecting through-put in shops. Brad Kennison, the National Sales Manager for Nova Verta USA (www.novavertausa.com) commented, “Before taking corrective actions, we’ve seen shops decrease their paint booth through-put from 5-6 cars to 3-4 cars per day when they switched to waterborne.”
Checklist Item #1: Venturi Paint-Drying Systems Reduce Flash Times – But Select an Efficient System!
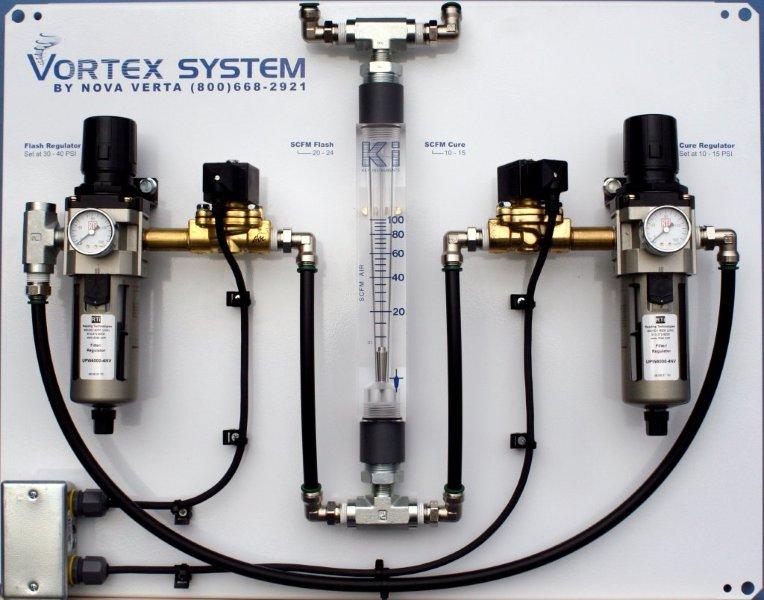
Venturi blow-gun paint-drying systems (using compressed air) help shops decrease flash times. According to Nova Verta, their system reduces drying flash times from 20 minutes down to 3-10 minutes, depending on the paint manufacturer. The systems were also designed with energy efficiency in mind, “The Nova Vortex nozzles use less compressed air. In order to reduce flash times, you have to create turbulence – not blast air,” said Mr. Kennison. “Turbulence breaks the boundary layer of air, on the paint surface, allowing moisture to evaporate. Air flow needs to be constantly moving over the car to create turbulence – many people think they have to blast away at one spot and then move to the next spot.” The engineered nozzles deliver 600 feet per minute and just two wall-mounted nozzles cover the entire car. Nova Verta also manages compressed air consumption with an engineered control board featuring flow measurement, adjustable start and stop timers and pressure regulation devices that are set by the installer to match your paint product being used.
 |
|
Compressed air driven paint drying systems can significantly reduce flash times. |
There is a widespread misperception on the proper use of the venturi system. “You need to be aware of what you are buying and putting into your shop,” according to Mr. Mike Bertrand, President of Hedson Technologies (www.hedsonna.com). “It’s important to get an apples-to-apples comparison of the input cfm of compressed air driven drying products.” Hedson manufactures a line of “air moving products”, called the Trisk Hydromate. It’s published rating is of 240 liters per minute at 14.7 psi pressure. Blasting in one spot does not create turbulence and so people increase the compressed air consumption. Often called “trees”, these paint-drying systems feature two hand-held blow guns, mounted on a portable structure. Some shops will have one “tree” on each side of the car. Venturi air nozzles can be worthwhile investments because they speed up the flash cycle significantly. Shop owners, however, need to ensure they purchase systems that will create turbulence, otherwise they will consume too much compressed air.
Checklist Item #2: Ensure Your Venturi Paint-Drying Systems Reduces the Baking Cycle by 30%!
A second efficiency gain has emerged from focusing on turbulence. “Our wall-mounted design, focused on creating turbulence helps our customers realize 30% gains in efficiency during the bake cycle,” said Mr. Kennison. Agitating the air over the entire car, during the heating cycle in a paint booth, allows heat to move quickly to the challenging areas - like the side panels. “We need to reach 140 F and the side panels usually struggle to get over 125 F – thus prolonging the bake cycle. Our nozzles agitate the air and elevate the temperatures to 140 F within 3-5 minutes.” On average, the company says their system will reduce average baking cycle time from 30 minutes to 20 minutes. “A 30% reduction in bake-cycle time reduces natural gas costs for the heater, kW costs for the blowers, and increases shop throughput”, said Mr. Kennison.
 |
|
Compressed air flow and pressure instrumentation can ensure the most efficient management of the flash and cure (bake) cycles. |
Checklist Item #3: Reduce Shop Air Consumption by 30% by Eliminating Air Leaks and Optimizing Blow Gun Nozzles
Waterborne paints have created a new user of compressed air in the paint booth. There is a high probability that shops can partially offset this by finding ways to reduce compressed air consumption. Compressed air leaks are the top opportunity. Leaks typically account for 20 to 30% of over-all compressed air use , according to the Compressed Air Challenge®. Compressed air leaks are typically found in fittings and pipe joints, FRL’s, valves, condensate drains and tubing. Repair costs are insignificant. Another area of opportunity is to install high-efficiency venturi nozzles on the blow-guns in the shop. This can decrease the compressed air use, of each blow-gun, by 50-75%.
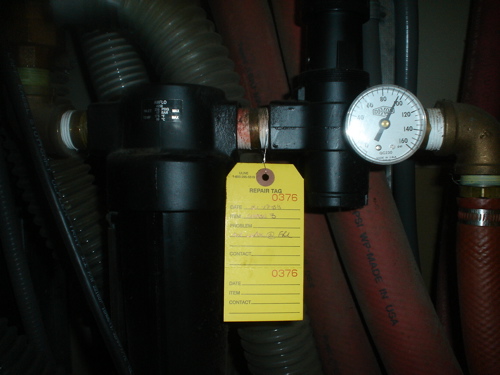 |
Air Leaks on FRL’s |
 |
Multiple compressed air leaks can be found on holes present in shop tubing and fittings. |
 |
Venturi nozzles on blow guns can reduce compressed air consumption by 50-75%. |
Checklist Item #4: Stabilize pressure while eliminating scaling and flow restrictions in the piping system.
Collision repair shops often have piping systems creating problems without anyone being aware of it. Mike Rigdon, the owner of The Paint Booth Guy Company located in Augusta, Georgia, (www.therealpaintboothguys.com) has installed air compressors and paint booths for over twenty years, “Compressed air piping systems should be loop systems with storage tanks on each side of the shop. They are also frequently undersized, in pipe diameter, causing flow restrictions to the paint booth.” Mr. Rigdon told the following story, “A client of ours installed their own piping system using ¾” copper pipe for the whole shop. When they went to waterborne, we had to re-do the whole shop to 1 ¼” pipe to eliminate the flow restrictions to the paint booth.” Mr. Rigdon evaluates the following areas in a compressed air piping system:
- Air Storage: Air storage tanks will stabilize shop air pressure.
- Piping Design: A loop system should be used with piping diameters large enough to not create any flow restrictions.
- Piping Material: Avoid cast iron pipe, which due to moisture, creates pipe scale that clogs orifices in the HVLP spray guns. This creates the need for costly point-of-use filters. Use non-scaling aluminum or copper piping systems.
Checklist Item #5: Install a centralized air treatment system
 |
||
Tank-mounted air compressors offer a space-saving way to provide compressed air storage. |
Collision repair shops typically have poorly functioning compressed air dryers (or none at all) centrally located next to the air compressor. The dryers are often undersized for the high outlet temperatures of a reciprocating air compressor. This causes moisture to bypass the dryer and enter the cast iron piping system and ultimately send moisture, particulates, and oil to the HVLP guns and other points-of-use. For this reason, the collision repair industry typically installs a multitude of point-of-use filters and single-cannister desiccant dryers. “We estimate that 70% of the shops we visit are in a problem situation when it comes to compressed air quality,” says Mr. Kennison. “As long as the piping isn’t exposed to freezing temperatures, we recommend an appropriately sized refrigerated air dryer, a particulate filter, an oil-coalescer, and a activated carbon filter – next to the air compressor and after the receiver in a shop with scale-free piping.”
Modern industrial factories install centralized air treatment dryers and filters -correctly sized for worst-case ambient temperatures and inlet temperatures to the dryer. This eliminates pressure drops and flow restrictions caused by the point of use filters and single-cannister desiccant dryers (which are eliminated). It also eliminates the extra maintenance time and costs they require. Mr. Kennison cautions, “Be sure to purchase the filters with differential pressure gauges so you know when to change the filters.”
Checklist Item #6: Review Air Compressor Type and Sizing
 |
||
A properly sized centralized air treatment system will eliminate the need for point-of-use filtration products. |
Active in installing paint booths across the Southeast, Mr. Rigdon’s company has over twenty years experience with air compressors. “The Mattei rotary vane type of air compressor is bomb-proof AND it delivers more compressed air at lower air temperatures”, says Mr. Rigdon. “We service everything we sell and the Mattei air compressor uses half the oil and runs at 1800 rpm - instead of 8000 rpm like other rotary screw designs.” Piston-type air compressors have elevated outlet air temperatures averaging 200 F and many designs of rotary screw air compressors run at elevated speeds up to 9000 rpm.
Proper air compressor sizing can only be done when an understanding is reached of exactly how much air is required. Bill Kennedy, Sales & Products Manager for Mattei Compressors, (www.matteicomp.com) stated, “Mattei Compressors’ automotive reps conduct shop air system assessments before they size the air compressor. Only after we’ve calculated the air usage rates from all areas including the paint booth, the sanding machines, and the shop air, do we go about sizing the air compressor.” All too often, shops fall prey to the “how much horsepower do you want?” question. The answer to any vendor should be, “How much air (cfm) do I need and at what pressure (psi)?”
Body shops that have piston compressors tend to operate at up to 175 psig, which is the nature of that type of compressor as opposed to their actual requirements. But, this is too high of a pressure level for their air demands as most air tools require 90 psi. So, unless the shop is running old air-over-hydraulic floor lifts (which require 150 psi) they are fine with 115 psig.
 |
||
Mattei Compressors USA automotive reps conduct shop air system assessments before sizing up an air compressor. |
Most body shops don’t realize that their air compressors typically represent 50-70% of their monthly electric bill. Consider that every 2 psi requires 1% more energy. Thus, operating an energy efficient compressor system at the proper pressure range for your specific application offers significant energy savings. People think the higher the pressure the more air they’ll have. The opposite is true as the higher the system pressure, the more air is consumed through air tools and air leaks. Once air leaks have been eliminated and the air users optimized, then an air compressor can be selected with the appropriate controls. Mr. Kennedy concluded, “Every shop is unique and deserves the time to have the right compressor air system sized and installed.”
Conclusion
Collision repair shops are adopting waterborne paints for environmental and legal reasons. Flash and curing times can be reduced by using properly designed, venturi air-gun nozzle systems designed to create turbulence in the booth. Compressed air systems and components (air treatment and air compressors) can be optimally sized and designed after a complete shop air system assessment is conducted.
For more information please contact Bill Kennedy, Mattei Compressors.



