A selection of manufacturing plants that have shared energy- and water-saving best practices with our readers.
For 20 years, Compressed Air Best Practices® Magazine has helped subscribers in manufacturing plants around the world reduce power demand, lower water needs and improve compressed air, cooling, blower and industrial vacuum system performance. Along the way, we’ve been fortunate to share success stories from companies large and small, detailing how they created more energy- and water-efficient systems so all our readers can benefit. In this anniversary feature, we present a sampling of those stories. This is a thank you to the companies that welcomed us inside their plants and allowed our readers to learn their best practices. We encourage readers in manufacturing plants to contact us and share their own best practices in a future issue.
Plastics and Packaging
Ball Corporation Engineers a Reduction in Cooling Tower Load
March 2017
By Chiller & Cooling Best Practices Magazine

Ball’s Saratoga Springs, NY, plant produces millions of aluminum cans per day.
Ball Corporation is a container manufacturing giant with facilities around the world. The four production lines of its Saratoga Springs, NY, plant produced millions of aluminum cans per day. We spoke with Bob Nelson, Engineering Manager, to learn about the plant’s heat recovery efforts.
With so much depending on the cooling loop, the cooling tower’s capacity needed improvement. However, the capital expenditure for increased cooling tower capacity would have been expensive. Instead of replacing the tower, the engineering team at Ball Corporation carefully evaluated other options. Conveniently, another Ball plant was divesting itself of a heat exchanger, which Nelson creatively put to use at the Saratoga Springs plant.
“I didn’t want to spend a lot of money to expand the cooling tower capacity,” Nelson explained. “One of our sister plants was putting in some cooling towers, and they had an Alfa Laval heat exchanger they were not going to use anymore.” Incoming makeup water from the city system is typically 55°F (13°C). The team set up pipes to transport this water to the new heat exchanger and installed temperature and pressure gauges. Using this heat exchanger has resulted in a 10°F (6°C) reduction in the temperature of water returning to the cooling tower.
Reducing the cooling tower load has had a number of other benefits. The cooling tower’s two 25 hp fans can now run at lower speeds, and the makeup water needed for the evaporation process has been reduced.
Making an Impact at Berry Global
July 2021
By Roderick Smith, Compressed Air Best Practices® Magazine

Berry Global has over 15 different plastic production processes, including injection molding, blow molding, cast film and blown film.
Once a small hometown company, Berry Global of Evansville, IN, became a global leader in packaging and protection solutions, with 120 manufacturing sites across the U.S. We spoke to members of the Corporate Plant Engineering Team to understand work being done to improve system reliability and energy efficiency.
“Compressed air is a relatively new initiative at the corporate level. The plants obviously have been managing compressed air for a long time,” said Daniel K. Pemberton, Corporate Project Engineer.
“Since Berry Global is the product of so many acquisitions that had different equipment preferences, maintenance schedules and practices and capital reinvestment strategies, the first step has been to create an inventory of all compressed air system assets. For each entry in this database, we track basic nameplate information, age and how well it’s been maintained. We enter every single asset into our inventory. This generates a risk score for each asset and then an overall risk score for the system as it relates to reliability and energy. We are evaluating whether or not the system or any component within the system could have any impact on production in terms of downtime hours or making scrap product. The intent is also to identify some of the older and less efficient pieces of equipment. Through this study, we have learned that our average system size is in the 100 to 500 hp range at most plants. We believe there is a 5-15% leak rate opportunity at most sites.”
Sustainable Operations in Practice at Klöckner Pentaplast
October 2024
By Roderick Smith, Compressed Air Best Practices® Magazine

An aerial view of one of the two plants Klöckner Pentaplast operates in Gordonsville, VA.
Klöckner Pentaplast designs and manufactures plastic films and trays for many applications, including food, medication, medical devices and durable products. Founded in 1965, it had 30 manufacturing plants, including six in North America. We interviewed Ethan O’Brien, Group Sustainability Director, about the company’s initiatives in sustainability and energy efficiency.
“The funny thing about low-hanging-fruit energy efficiency projects is that the fruit grows back after a year. Doing the basics brilliantly is about not allowing that fruit to appear again or, if it does, addressing it right away. We are learning to excel at doing annual compressed air leak surveys, cleaning our chiller condensers, measuring our condenser temperatures, monitoring our cooling setpoints and improving the power factor at sites, to name a few examples. It also means creating checklists for operators to shut off machines correctly when idle.
“This year, we implemented a new, more advanced shutdown mode on production lines at sites in Germany. Prior to the new mode, calender lines were cooled down to 248°F (120°C) during shutdowns. All machinery was operated at this temperature level when production was stopped. The process of switching lines to standby mode was therefore relatively inefficient, as lines idled at higher temperatures than required. In our streamlined shutdown operation, only circulation pumps and safety-relevant components remain in operation. This approach ensures optimal functionality without sacrificing reliability or lead times. We remain focused on maintaining peak performance while minimizing negative effects. Through this initiative, we saved a remarkable 4,600,000 kWh of electricity, natural gas and steam – equivalent to $1.9 million (€1.7 million) worth of energy annually.”
Food and Beverage
Nestlé Beats the Heat: Innovative Air-to-Water Heat Exchanger Recovers Heat from Air-Cooled Compressors
October 2014
By Compressed Air Best Practices® Magazine
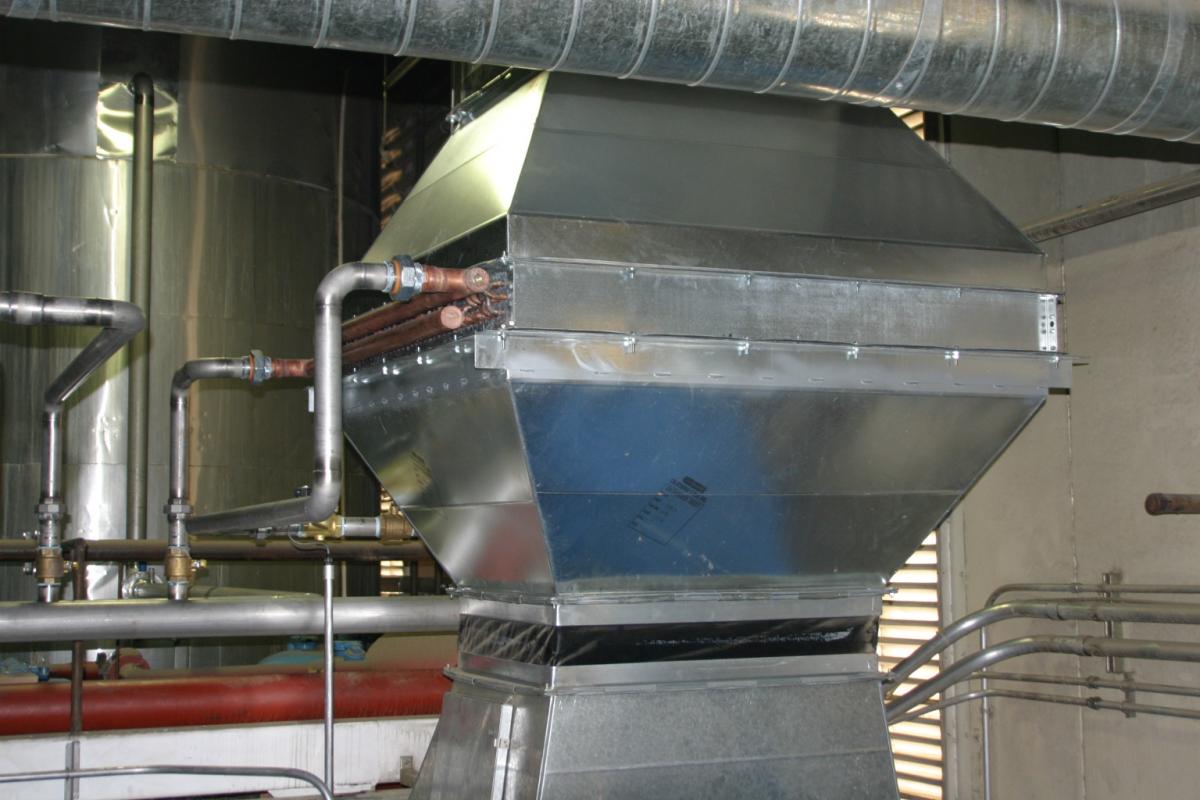
Heat coming off the air-cooled air compressors is ducted through finned coils that transfer more than 350,000 BTUs per air compressor per hour to preheat the plant’s hot water makeup supply.
Nestlé’s ice cream factory in Tulare, CA, produced Dreyer’s Grand and Häagen-Dazs ice cream products on eight production lines. Compressed air was used in a wide range of pneumatic applications. The plant had four 125 horsepower (hp) oil-free, air-cooled rotary screw air compressors. Two air compressors ran 24/7. Each air compressor rejected 11,500 cfm of 160°F (71°C) air, leading the company to explore heat recovery options.
Heat rejected from each operating air compressor, amounting to more than 350,000 BTUs per air compressor per hour, would be scavenged in an 11,500 cfm airflow and fed via ductwork through a finned coil much like a car radiator. Water from the plant’s hot water make-up supply would flow through the coil and pick up heat rejected by the air compressor. Water exiting the coil would be warmer than when it went in, so less natural gas would be required to raise the temperature of water for the plant’s hot water applications. Each air compressor would have its own heat exchanger, and the heat recovery process would operate in series whenever an air compressor was running.
Tom Finn, Project Engineer, developed the make-up water recirculation system, and a colleague designed the air-to-water heat exchanger coils, but some additional system engineering was required. “We determined that the air compressor’s heat rejection fan, which pushes air across the air compressor to cool it, was going to need help moving sufficient air through the coil to maintain the efficiency of the rejection system,” he explained. “Our solution was to add an assist fan downstream of each coil to pull the air through.”
Innovative Energy Program Assessments at Darigold
April 2016
By Compressed Air Best Practices® Magazine

Darigold’s facility in Sunnyside, WA, is the company’s largest plant.
Darigold is a farmer-owned dairy coop in the Pacific Northwest, and its 11 production facilities took in milk from over 500 farmers across the region. As a partner of the Environmental Protection Agency’s (EPA) Energy Star program and a member of the Department of Energy’s (DOE) Better Plants program, the company set a goal of reducing energy intensity by 25% over 10 years, with an annual target reduction of 3% over the first four years.
Darigold’s energy management program is largely based on ISO 50001, an international standard for establishing an energy program. While the company is not compliant with the standard, the guidelines nevertheless provide a systematic framework for improving the energy efficiency of each plant. Being a part of the DOE Better Buildings, Better Plants program also offers valuable resources for Darigold’s energy management team.
“We are part of the DOE Better Buildings, Better Plants program, and by signing up for that program, we’ve adopted their goals,” Uli Schildt, Energy Engineer, said. “The DOE provides a technical account manager that we work with, and I consult with him regularly for assistance towards meeting our goal. Another benefit of being a Better Plants partner is the free training offered by the program. In 2015, Frank Moskowitz conducted a three-day compressed air training at Sunnyside, offered at no cost.”
Darigold is also a partner of EPA’s Energy Star. While they are separate programs, Schildt said, “Each system, each agency, is complementary. The DOE focuses more on the technical aspect, and Energy Star more on the energy program management aspect.”
Unilever Ice Cream Plant Reduces Compressed Air Consumption with Pneumatic Energy Efficiency Module
August 2020
By Randy DeForge, Festo

Using an energy efficiency module, the Unilever ice cream plant gained visibility into compressed air powering pneumatics on its ice cream production lines. This helped reduce compressed air consumption.
Just one of the five Magnum production lines at Unilever’s ice cream factory in Heppenheim, Germany, produced over 20,000 ice cream bars per hour. The plant also produced the Feast, Viennetta and Carte d’Or product lines. To reduce compressed air demand for pneumatic components, the plant installed an energy efficiency module.
“The energy efficiency module gave us the opportunity to see the amount of compressed air we were using during operation of a line,” said Hemmerich. “In addition, we were able to determine how the compressed air requirement developed when we switched off individual consumers. We were thus able to locate leaks and eliminate unnecessary consumption.”
The module automatically monitors and regulates compressed air supply, also actively monitoring the condition of the pneumatic system in real time. Doing so provides access to up-to-the-minute process-related data as well as comparative data over time. Data can help personnel determine historical trends on consumption, the amount of air consumed per product batch and pressure and flow at the time of a malfunction or bad batch of product.
Based on user-defined parameters, the module detects when a machine is idle and automatically shuts off the air supply. When the unit receives a startup signal from an operator, it re-supplies compressed air. In the case of a particularly complex production process, automatic standby detection can be deactivated in favor of manual operation. Compressed air consumption is thus reduced to zero during system downtimes and breaks.
Brewing Energy Conservation at Molson Coors Canada
June 2021
By Roderick Smith, Compressed Air Best Practices® Magazine

The Molson Coors Toronto brewery handles the full brewing process, including receiving raw materials, brewing beer and packaging finished goods.
The Molson Coors Toronto brewery, one of the largest in Canada, produced the equivalent of 980 million 12 oz. cans per year. We spoke to Doug Dittburner, Chief Engineer; Antonio Mayne, Utilities Optimization Engineer, and Khalil Daniel, Engineering Intern, about the brewery’s mission to reduce carbon emissions. It identified compressed air as an energy-intensive utility and carefully monitored demand. At the time, it had four oil-free rotary screw air compressors and ran two at a time.
We are entering all our compressed air leaks into our general maintenance system so they are all tracked. We’ll have an identifier in one of the fields, and we can see how we are doing, if parts are on order, and if they are scheduled to be fixed. Leaks are in the backlog of maintenance items just the same as fixing a motor. If leaks are on a separate spreadsheet, they can get lost.
One way we find leaks is by scheduling someone to look for leaks during planned stops on the production line, when we take it down for 10-15 minutes. Operators and maintenance use these planned stops to clean and inspect the production lines, and they are an opportunity to find compressed air leaks. We also perform dedicated leak inspections. We bought an ultrasonic imaging leak detector.
We’ve been doing compressed air leak detection for a few years now. Since we started, we’ve seen a 20-30% reduction in weekend usage of compressed air, which is how we calculate our leak load.
New Belgium Brewing’s Path to Low-GWP Refrigeration
April 2026
By Troy Dreier, Compressed Air Best Practices® Magazine

New Belgium Brewing integrates sustainability into its operations and engineering culture: It’s committed to achieving carbon neutrality across its brands by 2030.
New Belgium Brewing aimed to reduce scope 1 and 2 greenhouse gas emissions by 55% from a 2019 baseline. That commitment extended to process equipment selection, including refrigeration systems. In late 2022, the brewer began evaluating alternative refrigerants to reduce the environmental impact of its process cooling infrastructure. The immediate need was tied to a CO2 reclamation system being installed at New Belgium’s Fort Collins, CO, facility. The reclamation system required a dedicated process chiller, creating an opportunity to align refrigeration design with the brewery’s sustainability objectives. It worked with G&D Chillers to design a chiller with near-zero global warming potential (GWP)
Ammonia (R-717) was considered early on, but eliminated due to toxicity and system complexity. For a packaged chiller supporting a brewery process, ammonia introduced operational and permitting burdens disproportionate to the scale of the system. Carbon Dioxide (R-744) systems were also evaluated, but presented performance and economic challenges for much of the U.S. climate.
Propane (R-290), with a GWP of approximately 3, offered near-zero climate impact and strong thermodynamic performance.
“Not a whole lot changes when we go with R-290,” said Scott Timms, Business Development Manager, G&D Chillers. “From a service standpoint, technicians understand it, and the cost premium is relatively small, often around 10% compared to an A2L chiller.” A2L is a new category for refrigerants that don’t meet A1 requirements, but aren’t as flammable as A2 refrigerants.
Automotive and Transportation
Boeing Canada Winnipeg Recognized for Compressed Air Project
July 2014
By Ron Marshall for Compressed Air Challenge®

The new system uses four rotary screw air compressors and two boosters.
Boeing Canada Winnipeg (BCW) is one of the largest aerospace composite manufacturers in Canada. The plant produced nearly 1,000 end-item composite parts and assemblies for Boeing Commercial Airplanes. The plant relied on large autoclaves, which had to be pressurized with compressed air, but its existing system using centrifugal air compressors proved to be inefficient. Instead, the plant adopted a new system using four rotary screw air compressors and two boosters.
The main compressed air system is designed with 100% redundancy; that is so half of the air compressors can be removed from service with no effect on production capacity. Two 225 hp VSD rotary screw air compressors were installed with two 100 hp base air compressors providing inlet air to two 50 hp high-pressure boosters. Two cycling air dryers with dual parallel mist eliminator filters efficiently condition the main plant air. Stored air is dried to -40°F (-40°C) dew point with a compressed air dryer for outdoor storage, even in the winter. Compressor room piping is sized for the complete capacity of all air compressors, resulting in minimal piping pressure losses across the complete system.
All air compressors are controlled within a narrow pressure band by a sophisticated sequencing control system and the accurate regulation of the VSD air compressors. The system is designed so that usually only one of the four main air compressors is running, with the other active for fill duty. If an autoclave fill exceeds the capacity of the two active air compressors, a special fill valve adds stored air into the system to maintain stable plant pressures.
Nissan Curbs Compressed Air to Achieve Energy Savings
October 2015
By Compressed Air Best Practices® Magazine

The Nissan powertrain assembly plant in Decherd, TN, encompasses 1.1 million square feet and spans 964 acres.
Nissan’s powertrain assembly plant in Decherd, TN, encompassed 1.1 million square feet and manufactured engines for 14 different vehicles. The company’s energy management program, the Nissan Green Program, helped it earn recognition as an ENERGY STAR® Partner of the Year from the U.S. Environmental Protection Agency (EPA) every year since 2010. We met with Mike Clemmer, Director/Plant Manager – Paint & Plastics, Nissan North America, to learn about the company’s energy management strategy.
“Compressed air is essential to any manufacturing process, particularly in the automotive industry, and it accounts for about 23% of total energy costs at our powertrain facility,” Clemmer said. “With that in mind, we have two full-time workers in each of our manufacturing facilities – vehicle assembly plants in Smyrna, TN, and Canton, MI, and the powertrain plant in Decherd, TN – dedicated to identifying and repairing air leaks. By regularly checking the meters, conducting leak checks and repairs and performing audits, the energy team aims to achieve a compressed air leak rate of less than 10% of air compressor output.”
The energy team also works to reduce the amount of compressed air consumed in production.
“Our maintenance team at the Decherd powertrain plant recognized a series of solenoid valves that frequently failed, becoming permanent leaks,” Clemmer said. “We set up a temporary flow meter and observed leak rates as high as 600 scfm for a production station. We worked with the plant maintenance team to upgrade the solenoid valve technology and reprogram the operation sequence to minimize compressed air consumption.”
The end result was tremendous: The equipment stations now consume 75% less compressed air.
Atlas Machine Helps Ahresty Save \$151,000 with Master Controls
November 2015
By Andy Poplin, Atlas Machine & Supply

The ACES-16 air management system is a powerful energy optimization tool.
Ahresty Wilmington Corporation (AWC), a tier-1 automotive supplier, was founded in 1988 and is located in Wilmington, OH. The company’s compressed air system grew from two 50 hp rotary screw air compressors in 1989 to 16 air compressors located in four different air compressor rooms 25 years later. Atlas Machine & Supply’s Engineered Solutions Group performed a comprehensive compressed air audit to establish a baseline of compressed air consumed by the plant. It found the combination of the plant size and having 16 air compressors distributed throughout four rooms made it impossible to prevent load sharing among the running air compressors.
The obvious corrective action to reduce the excessive load sharing was to design and install a master control system. Ahresty selected Atlas Machine’s Allen Bradley RSLogix 5000-based ACES-16 energy management system. By eliminating all inlet modulation and controlling turn valve (variable displacement) actuation, along with only starting air compressors when necessary, yearly energy consumption has been reduced by over 2 million kWh.
Of course, when air compressors are no longer permitted to modulate or “turn down,” maintaining tight pressure control is far more difficult. Our solution was to add 6,000 gallons of compressed air storage along with a pressure/flow controller in compressor room 2. These changes effectively converted compressor room 2 into a dedicated trim station. From an economic and functional standpoint, using existing assets (air compressors 10 and 11) in conjunction with Atlas Machine’s BFC-3000 would deliver better pressure control with a quicker return on investment than adding a large variable speed air compressor.
DENSO Compressed Air Leak Detection Program Drives CO2 Reduction Results
January/February 2024
By Mike Grennier, Compressed Air Best Practices® Magazine

A compressed air leak management program generated excellent results at DENSO’s Maryville, TN, manufacturing facility.
Automotive components manufacturer DENSO has production facilities across North America. The robust leak management program at the company’s Maryville, TN, facility, combined with other energy-saving initiatives, helped it reduce annual energy consumption by 3% annually and cut carbon emissions by over 15%.
The most common leaks are found in the connection points of the plant’s compressed air lines. The largest leaks are typically found on couplings on compressed air piping. Other leaks can be found in plastic tubing used to feed compressed air to machinery in the diecasting area.
“This single program accounted for 26.5% of the total energy savings we achieved overall for 2022,” said Terry R. Jones II, Facilities Energy Engineer, IV, Facilities Engineering, at DENSO. “It’s pretty astounding that one program accounted for one quarter of our total campus goal for the year.”
The program, combined with other initiatives, such as better methods of compressed air control and shutting down production equipment when not needed, has contributed to the team’s ability to lower overall plant pressure and reduce the cfm required to maintain production.
Energy-saving compressed air initiatives, like a leak management program, have also had a positive impact on the operation’s air compressors. The system in Maryville consists of several 1,000 hp and 500 hp air compressors. Originally, the system was designed to have multiple running within a building to meet production demand, and as a result of the program, it now only requires one.
Cement, Building Materials and Mining
January/February 2021
By Mike Grennier, Compressed Air Best Practices® Magazine

The Imerys S.A. calcine plant in Sandersville, GA, implemented a dust collector pilot program to reduce compressed air use.
A best practices pilot program at Imerys S.A.’s Sandersville, GA, calcine plant greatly reduced the amount of compressed air required for dust collectors. After quickly rolling out to other plants, this practice looked to save the company 16GWh of electricity across North America and reduce CO2 emissions by over 7,500 metric tons.
By far the biggest users of compressed air are the plants’ baghouse dust collectors, which filter, separate and capture dust and particulate matter in various processes and then release clean air. One particular area of interest was the level of pressure used to pulse dust collectors. The plant’s compressed air system delivered pressure to the dust collectors at 100 psi, which was unnecessary. Supplying more pressure than needed was due to antiquated methods, said Robin Davis, an Engineer with Imerys Performance Mineral Americas.
“It’s how the plant did it for 20 years,” Davis said. “After we talked with some of our vendors, we realized too much pressure can cause problems in terms of reliability and the life of the dust collector bags.”
The plant manager opted to experiment with the concept of lower pressure as part of the pilot program. The experiment meant shutting off one of the plant’s seven air compressors, which in turn lowered the pressure supplied to the plant from 100 psig to 85 psig.
“We hit the off button on one of the air compressors and waited for the alarms and complaints from people,” Davis said. “We didn’t hear anything right away, so we went the rest of the day and still didn’t hear anything.”
CalPortland® Continues to Walk the Walk in Sustainability
April 2021
By Mike Grennier, Compressed Air Best Practices® Magazine

CalPortland operations, such as the company’s cement plant in Oro Grande, CA, have long been recognized for success in sustainability.
A major producer of cement and building materials, CalPortland’s energy management efforts reduced the company’s overall energy intensity by 17.5% from 2003 to 2021, avoiding $149 million in unnecessary energy costs and over 3.3 million metric tons of greenhouse gas (GHG) emissions. In 2020, the company earned the ENERGY STAR® Partner of the Year Award for the 16th consecutive year.
When it comes to making changes in compressed air systems, CalPortland is a proponent of regular system assessments and ENERGY STAR Energy Treasure Hunts across its facilities.
“We’re not trying to find things wrong with a plant. It’s finding treasure and finding opportunities to improve efficiencies,” said Steve Coppinger, Vice President of Engineering Services.
A recent project involved a compressed air system at a ready mix plant that was not keeping pace with demand. The team at the plant determined it needed to replace an existing air compressor with a new one to remedy the issue. Before taking action, however, the plant planned a treasure hunt to assess the situation before proceeding. As part of the treasure hunt, Bill Jerald, Chief Energy Engineer, searched for compressed air leaks using an ultrasonic leak detector. He appreciated wearing the leak detector headphones, given the size of the leaks discovered, along with other issues.
“We fixed the leaks, and guess what? They didn’t need an air compressor anymore. The capital project was cancelled, saving at least $50,000,” Jerald said.
Metals and Pulp and Paper
A View From Canada: Tembec Sawmill and Pneu-Logic Stabilize Pressure
By Roderick Smith, Compressed Air Best Practices® Magazine
April 2011

Dusty Smith, P.E., Director of Engineering, Pneu-Logic, stands in front of an air receiver installed to help deliver large volumes of compressed air instantly to meet sudden process demands.
Compressed air is used in sawmills in many ways, including moving materials and blowing off sawdust. Most compressed air is used in air cylinders, which are highly sensitive to air pressure fluctuations. Jon Pritchard, P.Eng., Manager Wood Products Engineering, Tembec, offered a tour of sawmill compressed air operations, then explained his sawmill’s effort to reduce energy costs.
The Canal Flats project began by fabricating a demand controller and purchasing a 10,000 gallon upright air receiver to act as a trim receiver. “We knew the demand controller would level out the pressure swings in the mill,” said Pritchard. “One way of looking at the demand controller and the large storage tank is that the combination of the two represents a computer-controllable source of air instantly available if there is a sudden demand for extra airflow into the plant.” This ability to deliver compressed air instantly and at high volumes, for short periods of time, is what makes a demand controller successful. A normal air compressor cannot react quickly to a sudden increase in demand because it must reload, if it is already running, and so the reaction to a demand event can take 15-30 seconds for oil-flooded rotary screw air compressors.
The Pneu-Logic PL-4000 air compressor sequencing control system was selected to manage the whole system. The PL-4000 acts as a backup for the demand controller by intelligently controlling both the operation and use of the demand controller, the air receiver and the air compressors.
International Wire Trims Compressed Air Costs Using the ‘Systems Approach’
March 2012
By Tom Taranto and Ram Kondapi for the Compressed Air Challenge
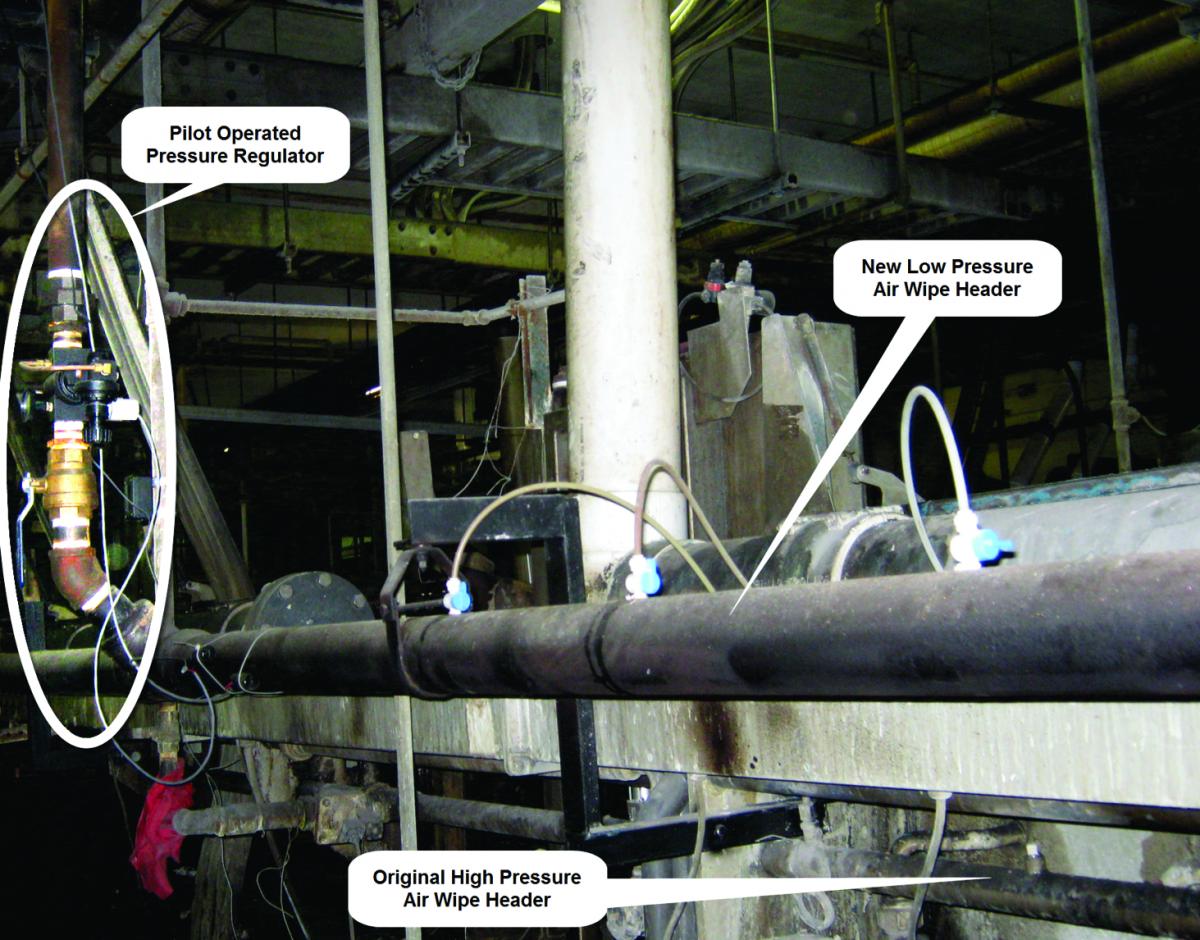
Air wipe test, pilot-operated regulator and new low-pressure air wipe header.
Headquartered in Camden, NY, International Wire Group (IWG) was the largest manufacturer of bare copper wire and copper wire products. High-speed plating lines passed wire through liquid chemical process tanks, and compressed air was used to blow off residual liquid between tanks. Driven by air compressors, this was a large consumer of electricity.
At Compressed Air Challenge (CAC) training, the IWG Team learned about the CAC systems approach: Matching compressed air supply to actual production requirements for pressure and flow. Upon return to the plant, team members explained to IWG management that rather than focus only on the air wipes, the solution was to look at the entire compressed air system and understand the actual production requirements of pressure and airflow.
The plant team learned about artificial demand and how operating compressed air end-use applications at greater than necessary air pressure increases air consumption without any benefit to the production end-use performance. Therefore, one technical objective of the system assessment was to assess air wipe performance and compressed air consumption at various supply pressures. Perhaps rather than reducing the number of air wipes, savings could be attained by controlling the air wipe pressure so that each air wipe consumes less compressed air.
Testing concluded that operating air wipes at 40 psig resulted in 45 scfm compressed air demand reduction. For six plating lines, the projected air demand reduction was 270 scfm. Analysis was performed with the U.S. DOE AIRMaster+ compressed air system software tool, and energy savings of 624,306 kWh/yr and $59,309 per year cost savings were projected.
Pharmaceuticals, Health and Research
Roxane Laboratories’ System Assessment
May 2010
By Hank Van Ormer, Air Power USA
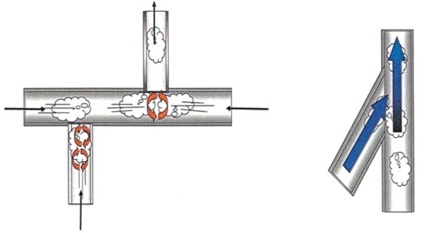
Roxane Laboratories’ crossing tee configuration created erratic and significant pressure spikes, leading to extreme short cycling.
Roxane Laboratories of Columbus, OH, needed to double the size of its compressed air system to support a plant expansion. Air Power USA conducted a complete review and audit of the compressed air system and demand-side production areas. It found limitations in the compressed air piping and compressed air dryers.
Air Power USA identified the piping size (2-inch copper) discharge line to a 3-inch copper header. Although the resistance to flow of copper is less than black iron, the very high velocities (49 fps) in the 3-inch header trying to handle the load from each air compressor, combined with the “crossing tee” configuration, create erratic and significant pressure spikes, causing extreme short cycling. This short cycling was a principal cause of the premature airend, motor and cooler problems.
The other major problem that existed in the air supply was significant condensate carryover past the primary dryers, where it had to be handled in a secondary trap area requiring significant maintenance time to successfully protect the production area.
The primary problem here again was configuration, as the piping going from a 4-inch copper line in and out of a 1,550 gallon receiver split into two 3-inch lines going to 550 scfm and 750 scfm rated non-cycling refrigerated compressed air dryers. The crossing tee where the 550 scfm dryer tried to feed into the discharge line from the 750 scfm dryer, combined with long convoluted piping to the 750 scfm dryer, allowed little compressed air flow through the 550 scfm dryer, thus often overloading the 750 scfm compressed air dryer and raising the pressure dewpoint and pressure loss.
Hershey Medical Center Saves $300,000 per Year in Energy Costs
October 2018
By Mike Grennier, Chiller and Cooling Best Practices Magazine

Magnetic bearing centrifugal chillers at the Hershey Medical Center’s central chiller plant.
The Penn State Health Milton S. Hershey Medical Center in Hershey, PA, adopted a software and analytics platform to optimize its three chiller plants, leading to a savings of 4.2 GWh/yr and $300,000 annually. Supported by an incentive from the local utility, the multi-phase initiative had an ROI of 4.3 years.
The optimization effort streamlined chiller operations that staff had performed manually without a complete picture of the system. The switch to a variable-flow approach and the adoption of an automated system required a new mindset, said Kanoff.
“They had to watch how the equipment performed and live with the system for a while to realize how the optimization strategy works to provide chilled water in an efficient way. Now, we’re not managing things on the edge of our seats. Instead, our operators have better tools to manage chilled water production and can do it with less stress,” said Kevin Kanoff, C.E.M., Penn State Health Campus Energy Engineer.
Another element of the strategy included the replacement of two aging centrifugal chillers at the central chiller plant with magnetic-bearing centrifugal chillers, each of which is rated to deliver 1,000 tons of cooling.
“The new chillers are now first on since they’re most efficient for managing low flows,” Kanoff said. “As demand for chilled water increases, the optimization system will add the next chiller and so on based on the operators’ determination that it’s the right way to go. It’s now totally optimized, but in a way we wanted with the operators having the final say in the decision process.”
Midwest Machinery Replaces a Cooling Tower for Bayer Crop Science
January/February 2025
By Troy Dreier, Chiller & Cooling Best Practices Magazine

Midwest Machinery engineered a three-cell, double-stack, dual air inlet, crossflow, factory-assembled cooling tower on the old cooling tower’s foundation.
Bayer Crop Science runs a 240-acre fertilizer production facility in Kansas City, MO. Among the multiple cooling towers at the facility was a 40-year-old field-erected, three-cell, wooden, crossflow cooling tower used for rejecting heat and providing cooling for multiple processes. The facility occasionally called upon Midwest Machinery to inspect and service the aging cooling tower, but as the cooling tower’s condition worsened, replacing it made more financial sense than repairing it.
The older cooling tower had a variable-frequency drive (VFD) that wasn’t part of its original construction. The new cooling tower, likewise, has a VFD. During partial load conditions or when the weather is cooler, Bayer can use the VFD to reduce fan speed and save money.
Besides helping with the project specification and design, Midwest Machinery offered Bayer Crop Science’s operations team advice on the best way to run its cooling tower. The optimal way is running all three cells, said Spencer Kaufman, Sales Engineer, Midwest Machinery, and ramping all three up or down together with the VFD. That delivers the greatest energy efficiency. If Bayer has only one-third of the load, for example, it’s more energy efficient to run all three fans at 33% rather than shutting off two and running the third at full capacity.
While gaining efficiency wasn’t the driving force behind this installation, Kaufman notes Bayer Crop Science’s new cooling tower is more energy efficient. It has more cooling capacity than the previous, even though it has the same footprint and hp rating, with an increase in efficiency in the 5-10% range.
Wastewater Treatment
Three Blower Technologies Help Pennsylvania Wastewater Plant Meet Wide Range of Operating Conditions
September 2018
By Mike Grennier, Blower & Vacuum Best Practices Magazine

Hybrid and positive displacement blowers were housed together in a newly constructed blower room.
When the Clearfield Municipal Authority (CMA) of Clearfield County, PA, upgraded its regional wastewater treatment plant, plans included the installation of a new aeration blower system capable of efficiently and cost-effectively delivering proper aeration across a variety of daily and seasonal operating conditions. The result used three aeration blower technologies: turbo blowers, hybrid blowers and positive displacement blowers.
The engineering firm specified a system for the reactors that includes two 75 hp turbo blowers, each of which is rated to provide 1,500 cfm at 10 psig, and two 150 hp turbo blowers, each of which is rated to provide 2,700 cfm at 10 psig. Each blower is equipped with variable frequency drive controls and has a 2:1 turndown. The turbo blowers are located in a newly constructed building located next to the reactors.
Each turbo blower is designed with airfoil bearings, which rely on compressed air in the two radial bearings of the drive shaft and in the axial bearing for absorbing axial forces. The airfoil technology is based on the principle that, in operation, an air cushion forms automatically and thus without further energy input. The turbo blowers, as with other blowers at the plant, are sound attenuated for quiet operation.
The engineering firm opted for turbo blowers rather than positive displacement or hybrid blowers for the reactors because units are typically more efficient and cost-effective in applications with narrow swings in turndown, which is the case with the reactors at the CMA plant, where the operating pressure requirements are consistent and highly predictable.
To read similar articles on Compressed Air System Assessments, Chiller and Cooling System Assessments or Blower and Vacuum System Assessments, please visit https://www.airbestpractices.com/system-assessments,
https://coolingbestpractices.com/ system-assessments or https://www.blowervacuumbestpractices.com/system-assessments.
Visit our Webinar Archives to listen to expert presentations on Compressed Air System Assessments at https://www.airbestpractices.com/webinars.



