We spoke with Behzad Hosseinpour, Manager, Energy and Sustainability, P.Eng, and Ivor da Cunha, an independent consultant, about the project.
Maple Leaf Foods is a multinational prepared meat and poultry producer based in Ontario, Canada. It was formed in 1991, when Maple Leaf Mills merged with Canada Packers. It specializes in bacon, ham and chicken products. Committed to sustainability, the company set a goal to reduce its overall environmental footprint by 30% by 2030.

The Maple Leaf Foods plant in Hamilton, Ontario, Canada.
The company’s 402,000-square-foot Hamilton, Ontario, plant produces 20 million kilograms of prepared proteins annually, including hot dogs, sausages, and sliced meats. To improve operational stability and efficiency, the plant opted to add a new air compressor, move to a more efficient compressed air dryer and add a heat recovery system. Doing so led to 900,000 kWh in energy savings and $86,870 (USD) in incentives. We spoke with Behzad Hosseinpour, Manager, Energy and Sustainability, P.Eng, and Ivor da Cunha, an independent consultant, about the project.

Behzad Hosseinpour, Manager, Energy and Sustainability, P.Eng.
Best Practices: What was the plant's compressed air system like before you started work, and what were the main uses of compressed air?
Hosseinpour: The plant had two air-cooled, lubricated, rotary screw air compressors – one fixed-speed, one variable-speed, both 250 horsepower (hp) – and used an air-cooled, fixed-speed, 200 hp rotary screw rental air compressor to provide extra cfm. The rental was on-site for a couple of years. The plant also ran a heatless desiccant compressed air dryer.
The main users of compressed air are instrumentation and air guns used to blow off empty packages. All the pneumatic systems require compressed air. All the valves and solenoids for the process instrumentation do, as well. We have sanitation drop-down stations within the plant at every production line, so employees can connect their hoses during cleaning, if needed.
We have a system inside the plant that uses compressed air for blow-off. It has a sensor, so it's efficient. When the sausages and wieners are going through a packaging machine, sometimes the packaging machine can’t fill the product. You end up with empty packages. We have air knives that blow off the empty packages so they don't confuse the robot. It picks the packages up and puts them in a box.
Also, we use some compressed air to keep our electrical panel inside the plant pressurized. Otherwise, the water ingress will get into it and cause a host of issues. I'm trying to do away with that use.
When the plant is in full production and transitions to sanitation mode, compressed air consumption falls from 2,000 cfm to 100 cfm.


If packages aren’t filled correctly, air knives blow them off the conveyor belt.
Best Practices: What was the reason behind this project? What was your goal?
Hosseinpour: The old system wasn’t sustainable because we were paying monthly fees for the rental air compressor. Also, it was inefficient. For more energy savings and to become more energy efficient, we decided to add a permanent 250 hp air compressor and upgrade the compressed air dryer from a heatless desiccant compressed air dryer with a purge rate of 18% to a heated desiccant blower purge compressed air dryer with a purge rate of only 3%.
We also added a heat recovery loop on the exhaust of the main air compressor, because now our fixed-speed air compressor is the lead machine, and the variable-speed air compressor is the trim. The heat recovery loop heats water for sanitation, heating about 19 gpm.
Best Practices: How was the old compressed air system inefficient?
Hosseinpour: One existing air compressor was a rental and not fully integrated into our compressed air system. We upgraded the desiccant compressed air dryer to improve operational efficiency, reduce energy consumption and save on the combined cfm. We save close to 900,000 kWh of electricity, and about 704 cfm every weekday.
The air compressors follow production so they pick up during production hours, then calm down during off-production hours. Having the VSD working at the optimal capacity is helpful. Before, the VSD was always maxed out. But now it runs at an optimum efficiency of 40-60% its rated capacity.

The plant’s VSD air compressor now runs at an optimum efficiency of 40-60% of its rated capacity.
A New Air Compressor and Flow Meters Deliver Efficiency Gains
Best Practices: How did you select the new air compressor?
Hosseinpour: We bought directly from Ingersoll Rand. We already had two of its air compressors. To make service and maintenance easier, we decided to get the same unit so we could place one service call and have them all serviced. We bought the same model air compressor, but it's more modern.
Now that we have an extra fixed-speed air compressor on site, the second unit doesn't have to run as often. When there's a service call, they can shut down one air compressor and run the other unit. We can modulate between the two units.
Best Practices: This project involved a partnership with CDI Meters. How did that come about?
Hosseinpour: We rely on CDI Meters every day. It’s a dependable company. I reached out to Roger Dennison, the Owner, in 2021 and said, "We have a situation: It would be great to know the individual consumption for every part of our compressed air system, but there are no flow meters for the wet side." He said, "We’re prototyping new flow meters now. Do you want to partner up?" We said yes, and we got two prototype meters at no cost. The condition was that we deploy them and share the performance data, because the company was still in the development phase.
The output of our two fixed-speed air compressors are four-inch lines. Luckily, CDI had four-inch line prototypes. Once we installed the flow meters, they helped us verify savings and uncover operational deficiencies, such as an issue at startup.
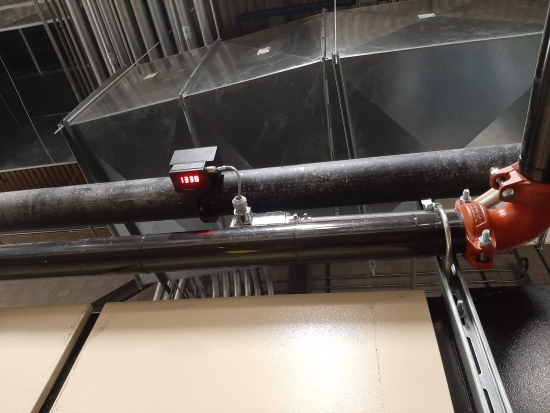
Prototype wet side compressed air flow meters helped the plant detect issues at startup.
Da Cunha: When our fixed-speed air compressors would start, they would fight against each other. By having flow meters in place, we could see the issue and inform the operators to gradually start the air compressors. We got the VSD air compressor to load and unload as a secondary air compressor as opposed to a primary. In other words, the meters eliminated or reduced the issue of air compressors fighting against one another, and helped create more of a seamless transition.
Hosseinpour: At the time, we didn't have an air compressor control system, so it was crucial to have these flow meters. We connected them to the building’s automation system so the operators could see them. When they saw the results, it was an informative moment for them. Now, they knew exactly what was happening. Prior to installing those meters, they were acting blind. There was no oversight. These meters enabled them to make informed decisions based on data.
Da Cunha: With a large production plant like this, there's a big shift change and people go for lunch at certain times. During those times, there was quite a swing in the air compressor pressure between about nine psi and 120 psi. That was the most critical juncture where the air compressors needed to be sequenced and controlled; otherwise, they were just running full.
Best Practices: Have these flow meters led to significant energy savings?
Hosseinpour: Yeah, it's about 900,000 kWh of savings.
Best Practices: How did you calculate that?
Da Cunha: The baseline was done prior to Behzad and me being involved in the project, back in 2017, by the previous consultant. I was involved in the project starting in early 2021. We used three-phase power meters and did a two-week analysis on the entire facility. We came up with the kilowatt-hours, kilowatts and cfm for that period. Then, we compared that to what the previous consultant had calculated.
Heat Recovery Saves on Sanitation Hot Water Costs
Best Practices: How did you decide you wanted to add a heat recovery system?
Hosseinpour: Everybody knows air compressors lose a lot of energy to the heat of compression. About 85% of the electricity used is converted to heat as opposed to compressed air. We knew right off the bat we had to do something about that instead of wasting heat and sending it to the atmosphere. We decided to make a loop out of that whole system, connecting to a loop of cold water. We have a sanitation tank in close proximity to the air compressor system. The heat recovery system heats 19 gpm of water to 145°F (63°C). That’s the temperature requirement for our sanitation water.
The loop only connects to the lead air compressor, so when we switch to the secondary air compressor we don't gain heat, but the lead air compressor is on 90% of the time. The secondary air compressor is the backup.
Best Practices: What’s the sanitation water system used for?
Hosseinpour: Every food plant has two phases: a production phase and a sanitation phase, which starts right after the production phase. During the sanitation phase, the plant uses chemicals and hot water to clean the plant and sanitize it. It needs hot water for that purpose.
Our system uses natural gas to heat that water, but having a heat recovery system using wasted heat is a cherry on top because we recover that heat at no cost. We offset natural gas by reusing the wasted heat of the air compressor.
Best Practices: How do you transfer the heat?
Hosseinpour: We installed a small pump, then ran the water as a loop. It's basically a heat exchanger. We capture the heat to that water, and it goes all the way to the tank.


The plant’s heat recovery system uses heat from the main air compressor to heat water for sanitation.
Calculating Savings to Qualify for Energy Incentives
Best Practices: Was this project led by in-house engineers?
Hosseinpour: We worked directly with Ingersoll Rand on the system design and engaged Ivor for his expertise in measurement and verification. To meet IPMVP standards for measurement authentication, Ivor helped quantify and validate the energy savings. We finished the measurement and verification in May 2021.
Best Practices: This project received incentives from the Independent Electricity System Operator (IESO). Can you tell us more about that?
Hosseinpour: The IESO has a program called Save on Energy that’s been around for as long as I can remember. It offered a funding opportunity that incentivized companies to install more efficient systems based on cumulative cfm savings. That's why it's important to follow the IPMVP protocol. Ivor’s report provided a detailed technical assessment that satisfied the requirement and they granted us funding.
Best Practices: How did that contribute to offsetting costs?
Hosseinpour: It was crucial. The incentives were built in as part of the overall return on investment when the project was first presented to leadership. It was one of the factors that made the company decide to proceed with this big investment. We struggled a little bit before Ivor joined, but with his expertise we managed to satisfy the requirement.
We applied before the project started, and were approved based on the preliminary numbers available at the time. The final numbers needed to be based on how much we could actually deliver. After the post-measurement and verification, we delivered that 900,000 kWh figure.
Best Practices: What was the ROI?
Hosseinpour: It was less than three years.
Da Cunha: Maple Leaf Foods, as a corporation, has set high and ambitious goals for reducing energy and saving greenhouse gases. The corporate office saw this as a great opportunity that – if it could be proven and demonstrated – would be a leadership project for other plants to follow.
Hosseinpour: We’re the world's first major food processor that has committed to carbon neutrality. We follow the Science Based Target initiatives and have a mandate to reduce our overall environmental footprint by 30% by 2030. The project was a big investment that required significant commitment, but was demonstrated to tie nicely with our overall sustainability goals.
Best Practices: How would you rate the overall stability and efficiency of the completed system?
Hosseinpour: Overall, the system is running more efficiently. The operators are happier because they get to see the numbers. They don't have to go all the way from the control room to the air compressors all the time. Now, when there’s a concern, they can trend back in time and see what happened.
Having those flow meters and stabilizing the operation has been a great help, both for energy saving and overall operational efficiency. Sometimes, when you have a 250 hp air compressor modulating, oil gets into the compressed air system. For food plants, the compressed air must be dry and clean. We have a compressed air treatment system, but a large air compressor isn’t designed to be modulated.
Best Practices: Do you need to meet certain ISO guidelines for food production?
Hosseinpour: Our air doesn't come in direct contact with the food. In Canada, we have to meet Canadian Food Inspection Agency guidelines, but that's why the oil we use is food-grade.
Best Practices: Has this project inspired work at other Maple Leaf Foods plants?
Hosseinpour: Absolutely, yes. As a result of the success of this project, the heated blower purge desiccant compressed air dryer has become the standard for every manufacturing site. Every upgrade the company does includes a heated blower purge desiccant compressed air dryer because we wanted to do away with the 18% purge rate of heatless desiccant dryers.
We also advocate for installing flow meters on any new compressed air system. A plant operator might think he needs a new air compressor, but he doesn't need a new air compressor: He just needs to fix some of the leaks. How do you know how much compressed air leakage you have? You need a metering system. You need to make sure your air compressors don’t fight each other all the time. It comes together under one umbrella when you start looking at it. The more you can do with heat recovery, it just adds up.

Heated blower purge desiccant compressed air dryers are now standard for all upgrades at Maple Leaf Foods plants.
For more information, visit https://www.mapleleaffoods.com.
To read articles on the Food and Beverage Industry, visit https://www.airbestpractices.com/industries/food.
For expert presentations on the Food and Beverage Industry, visit our Webinar Archive Section at https://www.airbestpractices.com/webinars.



