This paper mill currently spends \$1,747,000 annually on energy to operate the compressed air system at their plant located in the southwestern region of the U.S. The set of projects recommended, in this system assessment, could reduce these energy costs by \$369,000 or twenty-one percent (21%). Estimated costs for completing the projects total \$767,900, representing a simple payback of 25 months. More importantly, these projects will improve productivity, quality and maintenance costs - many associated with poor compressed air quality.
This pulp and paper plant runs three paper machines and is fully integrated, handling pulp production through finished product. The primary compressed air supply is handled by five 600-horsepower Elliott 3-stage, oil-free centrifugal compressors and one Atlas Copco 300 horsepower lubricated rotary screw unit. Compressed air dryers are either not present (Mill Air) or are an assortment of heatless desiccant air dryers for the Instrument Air section.

“This paper mill currently spends \$1,747,000 annually on energy. The set of projects recommended, in this system assessment, could reduce these energy costs by \$369,000 or twenty-one percent.” — Hank van Ormer, Air Power USA |
Due to space constraints, this article will show the reader the initial observations and measurements made by our team at this old paper mill. The idea is to show the reader some of the information required to understand a large and aged compressed air system.
I. Observations on the Air Compressors
The main air system is composed of five 600-hp Elliott 3-stage centrifugal compressors. Ages range from 43 to 19 years old. There are two 1970 units, one 1980 unit, one 1988 unit, and one 1994 unit. These air compressors have been extremely durable and reliable over the years.
Additional compressed air supply comes from one of two electric motor-driven 350-hp class, two-stage, oil-free rotary screw units, which are currently being rented. There are four additional diesel engine-driven rotary screws are available for emergency use only. Normally, the plant runs on the five Elliott units and one of the two oil-free electric rentals along with the 300-hp lubricated rotary screw machine.
#1 CENTRIFUGAL (1970 UNIT)
- The water-cooled after-cooler has gotten worse since the May visit, note the high temperature rise in the water (30 ⁰F) and yet the discharge air is 139 ⁰F. This cooler is sized to deliver air at 10 ⁰F over the entry cooling water (76 ⁰F) equaling 86 ⁰F. 100 ⁰F is the critical temperature for air to enter any dryer to be within normal ratings.
- Probable cause -- low cooling water flow
- Unit was in blow-off some of the time, but fully loaded most of the time
#2 CENTRIFUGAL (1970 UNIT)
- The water-cooled after-cooler on this unit is in the same situation as unit #1, except it seems to have a problem of greater magnitude.
- Probable cause -- low cooling water flow
- The second stage intercooler appears to not be cooling the air properly before going to the third stage. The inlet temperature to the third stage should be closer to 100 ⁰F.
- Probable cause: there are many things that could cause this, low cooling water flow is one of them.
- One of the intercooler drain valves is blowing water and air continually. This is not only a waste of compressed air (20 cfm = \$2500/yr) but also creates a possible failure scenario. Since the water or condensate blows continuously and never seems to fully drain. We have no idea what the true condensate level really is. If the condensate level gets too high, water can travel to the next stage wearing or cracking the impeller and or diffuser. This may be a “cracked” or cut gate valve.
- We also found other manual drain valves shut off. This is very risky for the same reason.
- Recommendation: we suggest you install high quality, acid resistant, level activated electric or pneumatic activated automatic condensate drains on all of the Elliott inter and after cooler drains.
- Continued monitoring of the performance of these drains is mandatory in this State, if you are to run trouble free. This should be a highlighted part of the maintenance program.
The drain issue applies to all the centrifugals.
- Unit #2 centrifugal has an intercooler gasket leak. This not only wastes air but also negatively affects efficiency.
|
“The strategy, of this project, will be to consolidate the air compressors into one location and reduce the use of rental compressors where possible.” — Hank van Ormer, Air Power USA |
#3 CENTRIFUGAL (1980 UNIT)
- Unit is not running at full load. It is at 90% of flow. The higher temperatures in the blow off line indicate either:
- A Blow-off Valve (BOV) opening too soon
- A leaking or non-seating BOV
- There is a major leak at an intercooler seal. There have been attempts to repair this with sealant - this will not work and needs to be repaired correctly.
#4 CENTRIFUGAL (1988 UNIT)
- Has a poorly performing 2nd stage intercooler. The third stage inlet temperature is 132 ⁰F
- Water-cooled after-cooler separator and drains are not working at all, no water / no air. All water being condensed out is staying in the system.
- See notes on automatic condensate drains under #2 Centrifugal.
#5 CENTRIFUGAL (1994 UNIT)
- Unit is pushed back into significant unload by the Atlas Copco unit #6.
- Note: the IBV (inlet butterfly valve) is 100% open.
- The BOV (blow off valve) is 18% open
- The temperature of the third stage is only 143 ⁰F (normally 225 – 275 ⁰F). This may indicate a very low pressure at the impeller tips, as the air is moving rapidly through the BOV.
- The temperature of the blow off line is 179 ⁰F (room temperature 80 ⁰F). This indicates a high volume flow of bypassed air to reach this temperature.
- Bypassed air: you paid to compress it but it does not go into the system (146 scfm).
- This unit has 15% turndown. This means the flow should be reduced 15% (355 scfm) by the IBV closing and reducing the power draw commensurately. At the end of this travel, the BOV should begin to open. There is no energy savings at all for the reduced flow.
- Today the BOV is opening with the IBV at full open. Air blows off, the power is still at full load. We have estimated the unloading to 40%. This is probably very conservative and in reality, it may be higher.
- At today’s efficiency, saving this 355 cfm (27.67 kW) would reduce the electrical energy bill \$16,955 per year.
- Recommended Project: Repair / realign as necessary inlet control valve on # 5 centrifugal to make it operate properly.
- 27.67 kW – Annual electrical energy savings equal \$16,955/yr.
|
“We believe the number one project in this mill, at this time, is to dry allthe compressed air (both Mill Air and Instrument Air) going to the plant.” — Hank van Ormer, Air Power USA |
#6 LUBRICANT COOLED ROTARY SCREW:
- Supposed to run as a trim unit to the #5 centrifugal. Unfortunately at today’s control settings and piping design, the “positive displacement” lubricant cooled rotary screw is pushing the centrifugal into unload! Due to the demand and piping the system pressure falls to 86 psig to 87 psig and this is reflected in the discharge pressure from the unit.
Running a lubricant cooled rotary screw compressor at 85 psig with a standard air/oil separator and scavenge lines will almost always lead to significant oil carry over into the system (dryer).
Today this has resulted in oil getting into the two desiccant dryers, ruining the desiccant, fouling the filters and causing too high pressure drop and destroying the drying capability of the desiccant.
According to plant personnel when the dryer bypass is closed and all the air is forced through the dryer, the pressure loss goes up significantly, and the pressure dew point rises significantly.
Subsequently the dryers are run with the bypass partially open. This means most of the wet air bypasses the dryer, putting wet air into the system.
Recommendation- Reconfigure compressor alignment, piping receiver placement and control settings to stop the Atlas Copco screw from pushing the centrifugal into unload. Run Atlas Copco at higher pressure or modify air/oil separation system to handle lower pressure.
Comparison of Current Air Compressor Ratings
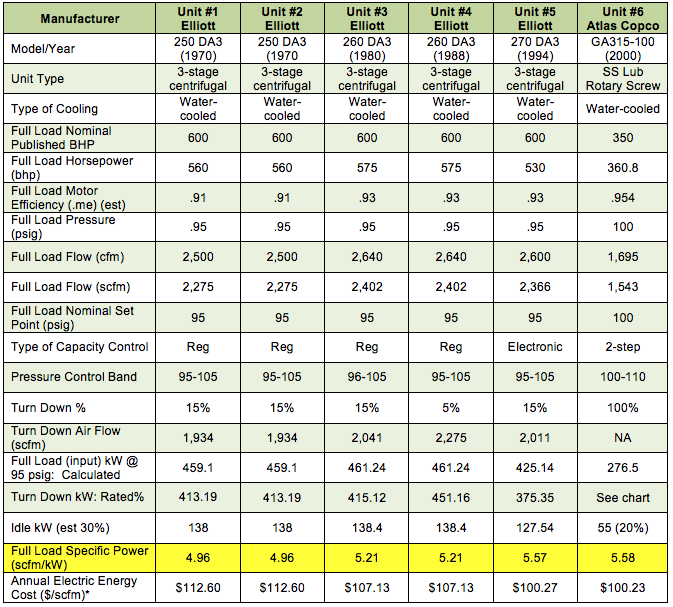
* All data is from OEM Engineering sheets.
** Based on blended electric rates of \$0.07 per kWh and operation of 8,760 hours per year.

*** Atlas Copco full load kW @ 95 psig = 360.8 BHP at 100 psig x .98 (95 psig) x .746 ÷ .954 ME = 276.49
II. Establishing the Current System Energy Baseline
The table below reflects the energy and economic performance of the current air system. Annual plant electric costs for air production, as running today, are \$1,755,788 per year. The plant runs 24 hours a day, 7 days a week, with a blended power cost of \$0.07 per kWh.
Key Air System Characteristics – Current System*
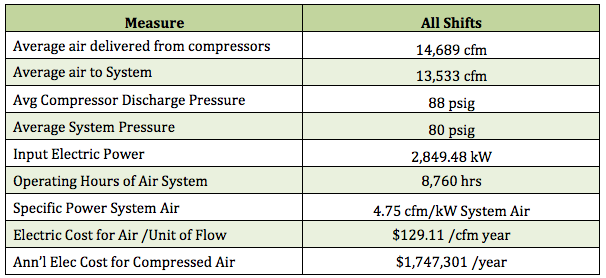
*Based on a blended electric rate of \$0.07 per kWh, 8,760 hours/year.
Comments on Compressor Operating Energy Costs vs. Rental Units
Comments regarding the operating energy cost of the installed compressed air supply compared to the rental units (this is only energy cost -- does not include maintenance, oil changes, etc. which can be frequent on diesel engines).
It should be noted, the rental units have allowed the plant to continue operating non-stop during periods where this old compressed air system would not have allowed production to continue.
- The diesel rental units have an operating energy cost of \$260.00 cfm/yr or \$416,000 per year for 8,760 hours/year each (1,600 cfm) with diesel fuel at \$2,50 per gallon.
- The electrical rental units have an operating energy cost of $123.02 cfm/year or \$196,837 for 8,760 hours/year each (1,600 cfm).
- The existing 1970 centrifugals (Units #1 and #2) are the least efficient units in the plant. Their best possible operating electric energy cost is $112.60 cfm/yr or \$180,160 for 8,760 hours/year (1,600 cfm).
- The newer centrifugal (Unit #5) and the Atlas Copco lubricated rotary screw have operating annual energy costs of \$100.27 scfm/yr and \$100.23 scfm/yr or \$160,368 for 8,760 hours/year.
Compressor Use Profile – Current System
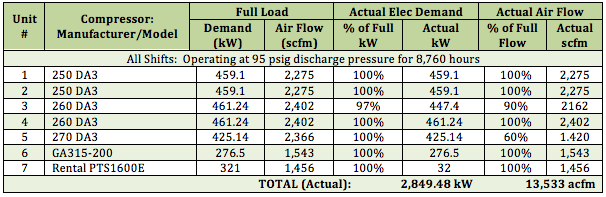
Reviewing the compressor use profile tables shows there is a energy efficiency difference among the five Elliott units with the specific power ($/scfm/yr) getting lower as the units are newer. The improvement from the 1970 250 DA3 to the 1994 2700A3 is 11%. This is a reflection of improvements in manufacturing capabilities and basic aero improvements. New current units will probably have almost a similar improvement.
The GA315 single-stage Atlas Copco has an efficiency level equal to the newer Elliott, however, it is a lubricated compressor instead of an oil-free unit. The installed centrifugals have very limited turndown in their basic design. Newer units could also improve this. When combined with inlet guide vanes, this should be evaluated.
|
“The important first step, in any project, is to establish a baseline. A lot of detailed information is required to understand what the existing situation is.” — Hank van Ormer, Air Power USA |
III. Observations on Compressed Quality and the Air Dryers
This is an old paper mill, which has been upgraded several times in the past. Like many other mills, it traditionally has had two compressed air systems:
- The Mill Air compressed air system with no drying or compressed air treatment of any kind
- The Instrument Air compressed air system with desiccant air dryers providing a –40°F pressure dewpoint
Compressed air is dried by a collection of various heatless twin-tower desiccant dryers rated to handle the rated load with 100°F inlet air at 100 psig pressure. Of the twelve dryers in the plant, four are turned off. Of the four dryers that are shut off, one is a rental, which is too small for the application. Of the remaining eight operating dryers, two are bypassed, but rent is still being paid.
Like most other mills, compressed air quality has degenerated over the years until there are heatless desiccant dryers throughout the Mill to try and outrun the water contamination. These smaller desiccant dryers use a great deal of purge air to regenerate the desiccant beds. In today’s operation, total purge air equals the full flow output from a 380-hp compressor (380 x .746 ÷ 95 x .07 x 8760) with an estimated annual cost of $182,979 per year.
Overall, the plant has a significant water contamination problem. Because of the high ambient temperatures and high humidity levels in the southern U.S., the untreated Mill Air is very heavily loaded with water. Many cross-ties and back-feeds, in the piping system, actually cause the saturated mill air to pollute the instrument air system. Many of the current dyers are overloaded and/or bypassed.
We believe the number one project in this mill, at this time, is to dry all the compressed air (both Mill Air and Instrument Air) going to the plant. The significant moisture saturation in the compressed air lines over the years has set up many negative situations.
- Rust and scale in all the west air lines is making them not only contaminated with liquid water, but also creates a smaller and rougher internal piping diameters interfering with efficient and effective distribution of compressed air.
- The heavy load of aggressive acidic water from oil-free units quickly fills the receivers, filters, standpipes, risers, etc. All over the plant area there are either drains left cracked open (significant leak); or use electric timer activated drains that waste air and don’t necessarily drain fully. Some areas are left to build up and then either are drained in time or the liquid condensate goes down the compressed air line.
- The acidic condensate rots out seals, diaphragms, solenoids, etc., greatly increasing maintenance cost and down time.
- In order to get clean and dry compressed air, at a higher pressure, process personnel are adding significant numbers of small single-stage lubricant-cooled rotary screw compressors with accompanying heatless desiccant dryers without regard to the effect on the overall system economics. Extra air compressors and dryers that have been observed but not included in this report include:
- One 200 scfm rated Pall heatless dryer in Paper Mill #2 on the 2nd floor: compressed air purge equals 30 scfm
- Two new Pneumatic Products DH90 heatless dryers in Paper Mill #2): compressed air purge equals 16 scfm each
- Four 20-hp tank-mounted Gardner Denver lubricated, single-stage rotary screw compressors. Three installed at both ends of paper mill, now running 100 – 105 psig (Note: Mill air now at 88 psig or less)
- One 40-hp Gardner Denver lubricated rotary screw compressor on Line 7 tied to Mill air (air-cooled aftercooler and water-cooled aftercooler), apparently putting no air into the system
- Many if not most of your old gate valves won’t fully shut off due to trash in the trough. Even a very small leak will not only allow wet air to leak past, but the water vapor itself will migrate from the wet side (saturated) to the dry side, (Frick’s Law of vapor dispersion) regardless of the air flow
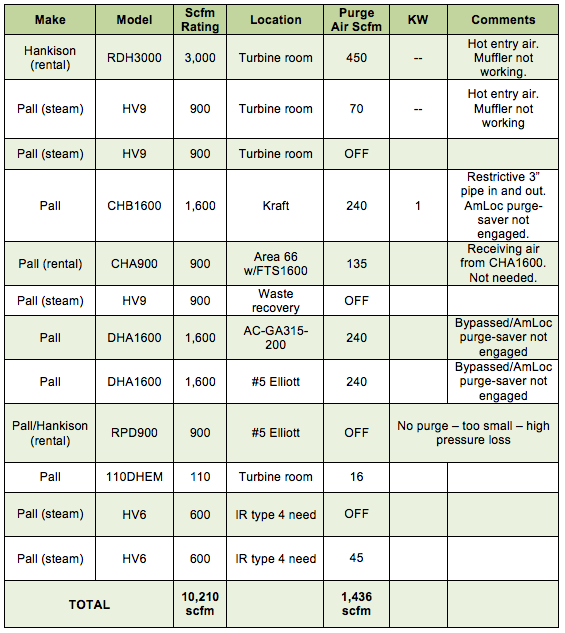
The plant has twelve dryers installed with eight of them operating. Three of these dryers are rental units – two rental units are currently operable and one rental unit cannot run. All of these dryers are twin tower desiccant-type dryers, which when applied correctly, will deliver a -40°F pressure dewpoint or lower. Most of these are of the heatless type and require about 15% of the compressed air for purge to regenerate the wet tower. Many of these units have a purge-saving controller (called AmLoc) that is not being used. This purge-saving controller could lower the purge air volume by fifty percent (50%) if deployed.
These compressed air dryers have operated reliably and well over the years. The issue is the evolution of the plant’s piping design and overall compressed air system layout has created a situation where the existing dryers are simply trying to salvage a difficult situation.
Installed Desiccant Compressed Air Dryers
Conclusion
The important first step, in any project, is to establish a baseline. A lot of detailed information is required to understand what the existing situation is. The strategy, of this project, will be to consolidate the air compressors into one location and reduce the use of rental compressors where possible. Next, we will dry all the compressed air with an oversized cycling refrigerated dryer. Certain desiccant air dryers will still be used for Instrument Air where a -40 pressure dew point is required and these will have their purge-saving controllers activated.
For more information contact Hank van Ormer, Air Power USA.
To read more Air Compressor Technology articles, visit www.airbestpractices.com/technology/air-compressors.



