Case Studies: Nitrogen supply for nuclear magnetic resonance machines and advance carbon foam production
In modern research and development (R&D) labs, reliability, precision and cost control are inseparable from productivity. Behind every successful experiment is an invisible backbone of infrastructure, including temperature control, ventilation and gas supply.
One gas in particular, nitrogen (N2), is used for purging lines, blanketing reactive materials, preventing oxidation, feeding analytical detectors and supporting cryogenic systems. For laboratories operating under strict quality and compliance requirements, consistent access to highâquality inert gas is nonânegotiable.
Yet many R&D labs continue to rely on traditional nitrogen supply methods such as cylinders, dewars or bulk liquid deliveries. While familiar, these models introduce hidden costs, supply risks and operational inefficiencies often accepted as the cost of doing business. Increasingly, labs are discovering onâsite nitrogen generation offers a more reliable, economical and sustainable alternative. Labs can reduce the total cost of ownership and achieve several operational benefits with on-site nitrogen generation.
How On-Site Nitrogen Generators Work
On-site nitrogen gas generators give users control over their gas pressure, purity and flow rate while reducing downtime events. Return on investment with an on-site nitrogen generator is typically 6-18 months, depending on usage. Once installed, operating expenses are predictable, and the system only generates what is needed. Efficiencies in administrative tasks, procurement and operations follow.
These generation systems produce nitrogen from ambient air, separating it from the surrounding air, turning a lab’s compressed air system into a self-replenishing source of inert gas. In many cases, a nitrogen generation system can simply consist of an air compressor to supply compressed air, a filtering system and a separation mechanism.
Currently, there are two separation technologies widely used in on-site nitrogen generation:
Pressure Swing Adsorption (PSA). When high purity is needed, PSA generators use two towers filled with a material called carbon molecular sieve (CMS) that selectively adsorbs oxygen under pressure. One tower focuses on the adsorption phase, where high-pressure, compressed air flows through, trapping oxygen and other gases with CMS, while nitrogen passes through.
The other tower is in a regeneration phase, dropping the pressure so trapped oxygen can be released and vented. The two towers alternate, providing a steady stream of nitrogen up to 99.999% purity, ideal for analytical instruments or high-precision processes. PSA systems can be scaled for higher flow rates or integrated with existing compressed air systems.
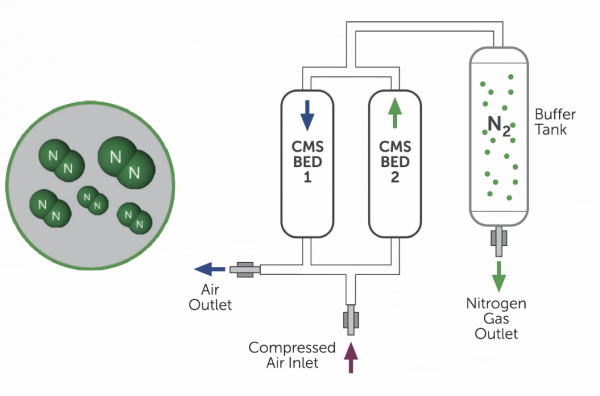
How a pressure swing adsorption (PSA) nitrogen generator is set up (Image courtesy of Mikropor).

PSA nitrogen generators are the better choice when high-purity nitrogen gas is required.
Membrane Separation. Membrane separation generators produce on-site nitrogen gas by forcing compressed air through bundles of hollow polymer fibers. Fast gases like oxygen and water vapor pass through the fiber walls, while slow gases like nitrogen stay inside the fiber and are collected at an outlet.
The resulting nitrogen gas is around 95-99% pure and is considered sufficient for inerting, purging and general lab applications. Membrane systems are compact, quiet and ideal for tight spaces or moderate demand.
N2 Generation Success Stories
Deciding to make the switch from traditional nitrogen supply to on-site generation is not a decision maintenance or operations managers take lightly. Here are two examples of R&D laboratories making the switch to on-site nitrogen generation and their results.

This complete nitrogen generation system includes an air compressor, wet and dry compressed air storage tanks, a refrigerated compressed air dryer, a PSA nitrogen generator and a nitrogen gas storage tank.
Case Study 1: High-Precision Research, Nitrogen for NMR Operations
Background: A plastics manufacturer’s research and development facility required a continuous and reliable nitrogen supply to operate its nuclear magnetic resonance (NMR) equipment used for polymer compositional analysis. One of the lab’s NMR machines uses a cryogenic probe operating near -328°F (-200°C), making ultra-dry, oxygen-free nitrogen essential. Any oxygen contamination would compromise test results, and even trace amounts of moisture would freeze and clog the probe.
Challenges: The lab had relied on liquid nitrogen dewar tanks, but this approach presented unsustainable costs. At a maximum flow rate of 16.8 cfm, the lab consumed the usable contents of a dewar in 4-5 hours, requiring two dewar tanks per day to meet demand for an 8-hour shift. This created a substantial logistical burden due to frequent tank changeouts, limited storage space and the labor required to handle heavy cryogenic cylinders weighing 95 pounds when full. The lab’s urban location further complicated matters, as there was no room for a permanent bulk tank system, and previous attempts to permit a storage area had been denied.
In addition to operational constraints, liquid nitrogen was inefficient and expensive. Each dewar lost approximately 15% of its nitrogen to boil-off. When combined with delivery fees and rental charges, nitrogen costs averaged $3 per cubic foot. Reliability was also a concern, as the lab experienced supply interruptions caused by delivery truck breakdowns and driver shortages. The lab needed a solution eliminating these risks while guaranteeing consistent purity and dryness for sensitive R&D testing.
Solution: The facility’s maintenance team worked with us to design and implement a Mikropor MNG US 150 nitrogen generation system integrating with the lab’s existing compressed air system. Using carbon molecular sieve (CMS) media, the PSA system delivers high-purity nitrogen with exceptionally low oxygen and moisture content, ideal for cryogenic NMR probes. This is especially useful for industries requiring the highest levels of nitrogen purity by the most cost-effective means possible.
The system was designed to deliver 16.8 cfm at 68°F (20°C) while consistently achieving nitrogen purity levels of 99.8–99.9%, exceeding the lab’s required 97%. Dryness performance surpassed expectations as well, exceeding the required -50°F (-45°C) dew point and frequently achieving -60 to -80°F (-51 to -62°C), ensuring there was no condensation or icing at cryogenic probe temperatures. The generator’s compact footprint of approximately 7 sq ft allowed it to fit within the facility, and two 120-gallon buffer tanks were installed to ensure stable PSA operation.
Commissioning was straightforward and required minimal preparation to install. No special permitting, bulk tank infrastructure or complex site modifications were necessary. The system included an integrated dew point monitor providing continuous visibility, along with alarm and logging capabilities. Maintenance requirements are minimal, limited to annual filter changes.
Because the lab already operated three 15 horsepower air compressors with surplus capacity, the nitrogen generator ran without the need for new air compressors or compressed air dryers. This significantly reduced capital costs while providing the lab with a fully self-sufficient nitrogen supply.
Results: Following installation, the nitrogen generator consistently exceeded both purity and dew point specifications, enabling reliable and uninterrupted NMR operation. The lab was no longer dependent on supplier delivery schedules, eliminating risks associated with truck delays or nitrogen shortages. Removing the need for heavy cryogenic tanks improved safety by reducing the risk of employee injuries and eliminating permitting challenges related to bulk storage. Ongoing maintenance requirements remained minimal, consisting only of annual filter changes. MCE handled specification, installation and commissioning, and the system has operated reliably since installation.
Case Study 2: Advanced Materials Research, Nitrogen Gas in Carbon Foam Development
Background: A manufacturer’s research and development facility located in coal country focuses on advanced carbon products derived from coal, including carbon foam used as tooling in the aerospace industry. Traditional molds and tooling materials tend to expand and contract when exposed to heat, leading to undesirable dimensional changes in carbon fiber aerospace components. The lab’s carbon foam technology provides a thermally stable, machinable mold that expands far less during curing, making it well-suited for producing aero- and outer-space components such as wings, structural parts and booms used on NASA’s Advanced Composite Solar Sail System (ACS3).
Beyond aerospace performance improvements, the lab was also driven by a broader mission to pioneer sustainable, higher-value uses for coal. By reimagining coal as a feedstock for advanced carbon products rather than a fuel source, the project aimed to sustain and create jobs in coal mining communities.
As part of a DOE/NETL-funded research project, the lab sought to produce carbon foam at atmospheric pressure using a continuous belt kiln. This manufacturing process required a reliable supply of high-purity nitrogen.
Challenges: To produce carbon foam continuously at atmospheric pressure using a kiln, the lab required a reliable source of high-purity nitrogen. Liquid nitrogen delivery was impractical due to limited truck access, permitting constraints, infrastructure costs and long-term logistics.
Solution: The lab’s R&D Director of New Technology worked with us to design and implement an on-site nitrogen generation system tailored to the project’s needs. The system supplied continuous high-purity nitrogen at approximately 99.99% for kiln operations, while also allowing operators to adjust purity levels up or down for specific R&D studies, a level of flexibility not possible with bulk liquid nitrogen delivery.
The Mikropor MNG 2050 nitrogen generator and associated equipment deliver 56 scfm of nitrogen at 99.99% purity and 93 psig, allowing the lab to initiate the project without uncertainty, logistical challenges or delivery risks.
Cost savings: With on-site nitrogen generation in place, the lab eliminated the risk of delayed deliveries or supply shortages. To mitigate the impact of potential power outages, a small quantity of nitrogen tanks was kept on hand as a backup. The system’s adjustable purity capability enabled operators to conduct experiments at different nitrogen concentrations, reducing operating costs while validating performance across a range of conditions.
The nitrogen generator supported continuous kiln campaigns operating 24/7 for durations ranging from one week to several months without interruption. Research conducted during the project resulted in new patents and applications, marking significant R&D breakthroughs. Most importantly, the project demonstrated a viable pathway for transforming coal into advanced carbon products rather than burning it for energy, offering a sustainable future that could preserve and expand employment opportunities in coal-mining regions.
Nitrogen generation provided substantial cost advantages when compared to estimated delivery-based alternatives. The lab’s nitrogen use ranged from 3,200 to 3,600 cubic feet per hour, with a maximum annual operation of 8,000 hours. This translates to a maximum annual nitrogen requirement of 25.6 to 28.8 million cubic feet.
Rethinking Nitrogen Infrastructure in Research Facilities
On-site nitrogen generation systems, especially in research, biotech, pharmaceutical and analytical labs, can transform nitrogen gas supply from a cost center to a productivity-boosting asset.
For R&D laboratories, nitrogen supply is not just a utility decision but an operational one impacting reliability, data integrity, safety and long-term costs. As these examples show, on-site nitrogen generation can address common challenges associated with delivered gas, such as supply interruptions, handling risks and escalating costs. It also offers greater control over purity and availability.
For labs with consistent nitrogen demand and access to compressed air infrastructure, generation systems represent a practical alternative, aligning infrastructure performance more closely with the pace and precision required in modern R&D environments.
About the Author

Dave Henning started in the air compressor business in 1986 after working as a machinist for years. After years of learning the business through sales and watching technicians, he now serves as Sales Manager for MCE’s Diversified Air.
About MCE
Motion & Control Enterprises (MCE) is a premier solutions provider of automation and compressed air products, engineered systems, fluid power, flow control, lubrication and instrumentation solutions serving the industrial sector. For more information, visit https://mceautomation.com.
To read more Nitrogen Generation Technology articles, visit https://www.airbestpractices.com/technology/air-treatment.
Visit our Webinar Archives to listen to expert presentations on Nitrogen Generation Technology at https://www.airbestpractices.com/webinars.



