Many thousands of dollars of annual electrical savings are being achieved worldwide using special purge reduction controls on desiccant air dryers. These controls reduce the expensive purge air that must flow through the dryer to regenerate the desiccant beds. But, unexpected problems with these controls can cause hidden problems that can reduce or eliminate the savings.
Desiccant air dryers produce very dry, high-quality air for instrumentation and process requirements typically in the -40°C dew point range. The twin tower heatless variety uses about 15 to 20 percent of the rating of the dryer as purge air to drive off the moisture that has been adsorbed by the desiccant beads, which are typically activated alumina. The simplest dryer controls use a fixed timer to switch sides, using one tower to dry the air while the other regenerates. The purge air is drawn off from the outlet side of the air dryer; therefore, the dryer becomes its own compressed air consumer. It is important to realize that for a basic heatless air dryer, the purge flow is related to the rating of the air dryer, and is not the percentage of the air flowing through it. For a 1000 cfm heatless air dryer, the 15 to 20 percent purge air loss would be between 150 and 200 cfm. At 10 cents per kWh, this purge would cost between $26,000 and $35,000 per year in annual electrical costs.
Some heated desiccant dryers reduce the amount of required purge air by using electric elements to heat the air before it comes in contract with the desiccant. This increases the effectiveness of the purge and reduces the amount of already compressed air that needs to be used to about half. The heaters — and blowers in the case of heated blower dryers — consume electric power, which negates some of the savings from reduced purge flow requirements. Because hot desiccant does not adsorb moisture, most heated dryers also require some sort of compressed air cooling flow to reduce the desiccant temperatures back down to ambient conditions.
Energy Turn Down from Controls
Just like air compressors, most air dryers see average compressed air demands and moisture loads that are less than the nameplate rating; therefore, the internal desiccant does not get fully saturated during each cycle. If controls are installed to detect when the desiccant is fully saturated, the purge cycles can be delayed or reduced — if rated conditions are not being experienced. This control can be called dew point dependent switching (DDS), automatic control, or a variety of other names. In all of these control schemes, there will be some sort of dew point measuring probe that will provide indication of the condition of the output air, and in most cases provide a signal to the dryer control.
If a dew point control was used on a heatless dryer that has an average compressed air loading of 40 percent, the controlled dryer will reduce the purge air requirements by about 45 to 50 percent (remember the dryer has to supply its own air). For the example 1000 cfm dryer, this would reduce operating costs by about $14,000 per year — more than paying for the typical $4,000 initial cost of purchasing the control option.
Remember: Probes are Sensitive
Various measurement methods are used to measure the dew point, but in all cases these probes are quite sensitive to shock and contamination. When these probes become contaminated or damaged due to water or lubricant accidentally getting into the unit, the output signal can be permanently altered significantly, reducing the effectiveness of the control mode or causing it to fail altogether. Probes that are reading too high cause the control to never save energy. Errors showing too low may cause the purge to fail altogether, allowing wet air to enter sensitive areas of the plant. It is very important to ensure the accuracy of the sensors by testing them against a standard or regularly changing them out with recalibrated units. Some recent experiences with dew point probes are as follows.
Building Products Manufacturer Experiences Costly Calibration Drift
A manufacturer of wallboard required desiccant-style compressed air because pipes and machines were located outdoors in unheated areas that could fall as low as -40°C. The compressed air system was upgraded, and an energy-efficient externally heated dryer was purchased with the dew point control option. The dryer was sized at 1500 cfm to service two 150-hp compressors. However, except in emergency situations, only one compressor ran most of the time at an average output of 370 cfm, or about 25 percent of rated flow.
When the dryer was new, the heater circuit only operated 20 percent of the time due to the action of the efficient controls. But, as time went on, the analysis of the energy input to the dryer revealed that the purge was operating 100 percent of the time. A thorough maintenance check was done on the unit and various check valves were changed on warranty, but none of these actions fixed the problem. As a last resort, a consultant was called in to measure the dew point with a calibrated portable meter. The meter showed that, while the on board control showed a -37°C dew point — not enough to trigger the purge reduction — the actual output was at -59°C (Figure 1). Due to calibration drift, the sensor was far enough off to disable the control. This failure was costing $6,500 per year in electrical costs plus the cost of the additional maintenance activities to troubleshoot the dryer.

Figure 1: A check against a portable meter (top center) shows a 22°F difference from the onboard probe.
Problems with a Probe at a Paper Mill
A paper mill used a heated blower dryer to feed their instrument air system that needed -40°C compressed air. The dryer was equipped with automatic dew point controls that delayed the start of the regeneration cycle until the desiccant was saturated. The dryer had a large visual display on it that was part of the normal maintenance checks of the plant operators. System personnel were to record key system parameters and place them on an hourly log to ensure proper operation. All appeared well for a number of months because the dew point stayed at a rock solid -70°C (Figure 2), however, maintenance personnel were concerned because they were getting numerous calls about water in the instrument air.

Figure 2: Dew point on this dryer was always a rock solid -70°C.
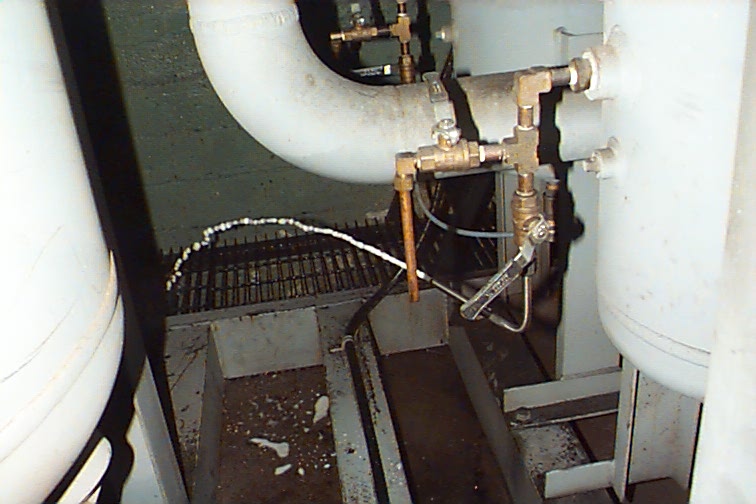
Figure 3: A check on the dryer after filter showed the -70°C reading was in error.
An auditor checked the dryer and opened up the after filter drain, discovering it was full of water. Still the dew point meter read -70°C. The auditor removed the probe and waved it around the steamy environment — still -70°C. The probe had failed, and, in failure mode, the meter stayed at a very low level (Figure 3). None of the operators had thought to check things out further, as the meter was reading an acceptable value. The contamination caused significant damage to controls connected to the instrument system, and likely loss in product quality.
Damaged Probe Causes Inefficiencies at a Lime Products Processor
A lime products processor purchased a heatless dryer with dew point control as part of a compressed air system upgrade project. The 400-cfm dryer was sized so that it could handle 360 cfm of air-cooled compressor capacity. Purge flow was rated at 60 cfm. Unfortunately, the equipment was installed beside an unloading area, and the lime dust covered everything in the compressor room, including the compressor coolers and dryers (Figure 4). The lack of cooling caused overheated compressed air and free water to enter the dryer, and some of the water ended up contaminating the dew point probe. A compressed air audit was done and showed the actual average flow through the dryer was only 100 cfm plus dryer purge, yet the purge control never activated — even after a desiccant change.

Figure 4: When maintenance and general housekeeping is lacking, the controls can easily fail.
In this case, the dryer purge totaled 38 percent of the total compressed air demand, by far the largest individual compressed air user. Testing against a handheld device showed that while the dryer was producing excellent dew point, the damaged probe was reading too high, disabling the control. The extra purge air flow kept a small 30-hp screw compressor running at only 10 percent duty, yet running unloaded full time for the remaining 90 percent (at 10 hp), further increasing the energy waste. A new probe was ordered, and the second compressor is now only required when the dryer purges. Leakage reduction will eliminate the operation altogether.
Faulty Probe at a Large Fertilizer Plant
A large fertilizer plant purchased a 4000 cfm heated blower style dryer to condition the air for the instrument air system. The dryer was oversized for future requirements; the actual capacity connected to the unit was 2000 cfm. The future requirements never materialized, but the dryer remained. This dryer was sold as a “purgeless” unit, using heated ambient air fed from a blower to regenerate the desiccant. Little did the purchaser know that the dryer used a cooling flow (not actually called “purge”) rated at 2 percent of the dryer capacity. This is 2 percent over the 4-hour cycle, which is actually 8 percent flow in the 1-hour cooling cycle of the dryer. On a 4000 cfm dryer, this flow consumes 320 cfm, enough to keep a 75-hp compressor running.
The compressed air system at this plant was at the edge of its maximum capacity; therefore, whenever the cooling purge came on, the system pressure dropped. This caused an additional 100-hp compressor — the only remaining unit — to run constantly just to be available to feed the cooling purge so low pressure could be avoided. The dew point controls on this dryer were turned off, causing maximum cooling purge flow, likely due to problems caused by a faulty probe.
Conclusions
Dew point controls can save significant energy costs if they are kept working correctly. It is foolish to rely absolutely on the accuracy of the installed meter; it must be tested and calibrated on a regular basis. An accurate handheld dew point probe is a good troubleshooting tool. Staff should also be trained to look for obvious signs that the dryer may not be working correctly. Not only can failure of the probe negatively affect dryer efficiency, but it can also cause extra compressed air equipment to operate. Probe failure can also lead to the failure of sensitive compressed air powered machinery and/or result in the final finished product being contaminated.
For more information visit the Compressed Air Challenge® website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: ronm@mts.net.
To read more about Compressed Air Measurement, please visit www.airbestpractices.com/technology/air-treatment.



