 Compressed air system refinements have cut operating costs at a Milk Plant located in Winnipeg Manitoba, Canada by 62%, for annual savings of nearly \$30 000. The improvements were made following a compressed air audit that recommended consolidating two compressed air systems into one, installing a variable speed drive compressor, and making a handful of additional basic improvements. The improvement measures followed typical recommendations taught in the Compressed Air Challenge’s Fundamentals of Compressed Air Systems seminars.
Compressed air system refinements have cut operating costs at a Milk Plant located in Winnipeg Manitoba, Canada by 62%, for annual savings of nearly \$30 000. The improvements were made following a compressed air audit that recommended consolidating two compressed air systems into one, installing a variable speed drive compressor, and making a handful of additional basic improvements. The improvement measures followed typical recommendations taught in the Compressed Air Challenge’s Fundamentals of Compressed Air Systems seminars.
 The plant’s Chief Engineer credited the local power utility, Manitoba Hydro a Compressed Air Challenge sponsor, with getting the project underway. “Hydro suggested we start with one of their no-cost, compressed air scoping audits to identify opportunities for improvement. The scoping audit showed promising energy savings, so we authorized a fee-for-service full audit of the system.”
The plant’s Chief Engineer credited the local power utility, Manitoba Hydro a Compressed Air Challenge sponsor, with getting the project underway. “Hydro suggested we start with one of their no-cost, compressed air scoping audits to identify opportunities for improvement. The scoping audit showed promising energy savings, so we authorized a fee-for-service full audit of the system.”
The full audit presented plant management with system improvement options that are now paying for themselves in energy and operational savings. “If not for the timely advice, we’d still be struggling with our old system,” said the Chief Power Engineer.
Consolidation Pays Off
It was once a common design practice to supply compressed air for instrumentation and control devices from a separate air system. Many control devices need a cleaner, drier air supply than earlier vintage main process air systems could provide. Whenever there are two separate compressed air systems using standard screw compressors, there is almost always an efficiency payoff when you combine them into a single, well-designed system. The Milk Plant was a case in point. They were operating two rotary screw compressor systems, each supplied by compressors that were running inefficiently at partial loading.
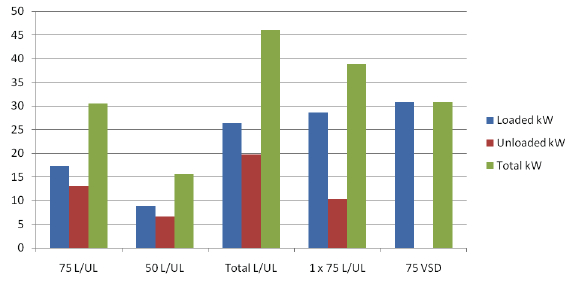
Why two is not better than oneFigure 1 shows the energy implications of running two partially loaded lubricated screw compressors to feed a total load that could be handled by only one compressor. It can be seen that consolidation can save significant energy, with the VSD choice in this case having the lowest average power.
Figure 1: Comparison of average power for different compressor choicesOne of the systems, driven by a 75- horsepower compressor, supplied air for process equipment, such as the machines that form and fill milk cartons and jugs. Because it was operating in modulating mode, the compressor consumed no less than 70% of its full-load energy, even when lightly loaded. The second system, driven by a 50-horsepower compressor in load/unload mode, fed instrumentation and control valves that controlled milk pasteurization. Consolidating both systems into one made it possible to supply all needs from a new 75-horsepower variable speed drive compressor, for major operational savings. A VSD compressor is more efficient at partial loads than an equal sized load/unload or modulating mode compressor; and substantially more efficient than two partly loaded modulating systems. The new system started reducing the plant’s electricity bills the moment it was turned on. A new thermal mass air dryer complements the plant’s VSD compressor for further savings. The customer also added a 660-gallon receiver to stabilize air pressure and reduce the frequency of compressor starts. An old 50-horsepower compressor was retired, and the original 75-horsepower modulating compressor was converted to load/unload and now serves as a backup. |
Extra Savings
The Milk Plant compressors and dryers used chilled water, a readily available cooling medium in the plant engine room to cool and dry the air produced by its two old compressors. The chilled water is produced by the main plant refrigeration system, primarily for process cooling. The audit revealed that the refrigeration system load could be reduced by installing an air compressor and air dryer that used ambient air cooling instead of chilled water. Even though the reduction in cooling load was small, the incremental change was enough to enable the plant to remove a 75-horsepower refrigeration compressor from normal service, for annual savings of \$13 600 or 46% of total project savings.
Chronic Problem Solved
Routine monitoring during the full audit revealed a 30 psi pressure drop that was causing problems on a 2-litre milk carton filling machine, forcing higher than required plant pressures to compensate. Maintenance personnel found that fast-acting exhaust valves in the machine had failed in the open position, causing a large pressure differential in the machine supply lines. Repairs allowed plant pressures to drop to normal and increased the quality of milk carton seals. These are examples of the extra improvements that commonly come from air systems upgrades.. Finding these savings through an air audit makes compressed air projects significantly more attractive. The Milk Plant upgrade saved 625 000 kWh and 87 kW peak, for annual operating savings of \$29 700. With the help of a financial incentive under the Power Smart Performance Optimization Program, the project paid for itself in 1.5 years. “We’re glad we went ahead,” says the Chief Engineer. “We received a financial incentive from Hydro to speed payback, our new system is working perfectly, and we’re set to save a bundle, year after year.”
Cheese and Ice Cream Plant Slashes Energy Costs 56%
Manitoba Hydro also conducted an audit at the Cheese and Ice Cream Plant, across the street from the Milk Plant. A compressor at the Cheese and Ice Cream Plant was configured to run in load/unload mode, but it lacked the storage receiver capacity needed to operate efficiently. Over the years Manitoba Hydro has seen many compressors set to run in load/unload mode to keep costs down, however, most times the full savings never materialize because the compressors cycle excessively. Much more than the traditional 1 gallon of air storage for every cubic-foot-per minute of output is required to enable load/unload control to gain good savings. Without large storage and proper adjustment of the blow down controls, these compressors often consume a lot more energy than the theoretical calculations. In the Cheese plant’s case, higher than normal unloaded power consumption, and insufficient receiver capacity, were wasting money.
The energy efficient solution could have been to adjust the compressor and install a large storage tank, sized at between 5 and 10 gallons per cfm compressor output, to reduce the frequency of compressor cycles. Instead, a VSD compressor and modest air storage was installed, for maximum long-term savings. Much smaller receiver tank capacity is required to gain optimum savings with VSD control. The smaller tank reduced installation costs and saved valuable floor space.
Other improvements included:
• a flow control valve to reduce artificial demand caused by higher than required pressure
• a thermal mass dryer to reduce dryer consumption during low loads
• dual parallel filters to reduce pressure drop by 75 per cent
• airless drains to reduce waste when expelling condensate.

Milk Plant VSD Air Compressor
Going a Step Further
“Our system was suffering a lot of down time,” says the Plant Maintenance Engineer, at the Cheese and Ice Cream Plant. “Improvements were on the drawing board, but Hydro recommended we go a step further by installing a VSD compressor. It was a good idea. We now have a backup compressor, better air pressure, lower costs, and no more down time.” The Cheese and Ice Cream Plant saved 201 000 kWh and 16 kW peak, for annual operating savings of \$8 100 or 56 per cent. The project also qualified for a substantial Power Smart incentive.
For more information visit the Compressed Air Challenge website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read more articles for the Food Industry, visit www.airbestpractices.com/industries/food.



