Sustainability is “Part of Who We Are” at Eastman
[ Read Full Story ]
Industrial Utility Efficiency
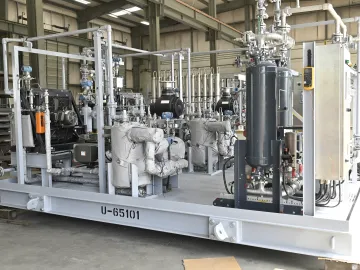
The items included three 550 horsepower (hp), oil-flooded, water-cooled, single-stage air compressors with inlet valve modulation capable of providing 1,540 scfm at 165 psi (11.4 bar), two heatless desiccant, 3,138 cfm, 165 psi (11.4 bar) compressed air dryers, and two nitrogen generators for the main station, as well as two smaller air compressors and heatless desiccant compressed air dryers for each of three smaller facilities. Air compressor packages typically meet API 619, but the customer did not request that in this case. The motors, however, need to meet API 547. Air compressor system piping needed to be carbon steel built to ASME B31.3.


