The CABP Interview: Ring Power Director of Power Systems Brian Cholmondeley and Vice President Roger Adkins
[ Read Full Story ]
Industrial Utility Efficiency
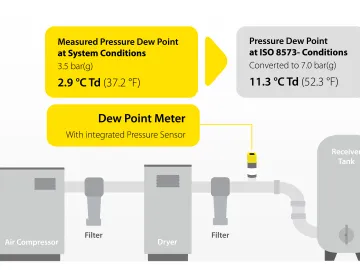
Learn how engineers can safely remove moisture from compressed air systems in hazardous environments by eliminating ignition risks through pneumatic controls. This article explores design considerations, performance characteristics and reliability factors for regenerative desiccant dryers operating in Class I, Division 1 locations.