One of the challenges with compressed air system design is dealing with periodic large flow demands. Food and beverage manufacturers are among those process industries that often face these events. Adding in the compressed air demands of onsite packaging further adds to the task.
Large air systems that have evolved in the same plant as production demands grew over a span of years often struggle to supply steady pressure during peak production. Bag houses, air knives, packaging machinery, bottle blowing, and other heavy air uses can press the limits of an otherwise reliable system. This is especially true in plants with multiple air compressors that have been added over time without appropriate changes to storage, controls, and piping.
Delivering steady pressure throughout the plant sustains smooth production. A lot of modern production and packaging equipment is designed to operate within a narrow pressure band and may not properly function outside that band. To prevent scrap, some equipment monitors incoming pressure and will shut down if pressure is too low or too high for proper operation. Point-of-use regulators can prevent over-pressurization but not low-pressure situations.
Managing high intermittent demand events requires evaluation of multiple aspects of your system:
1) Air compressor controls.
2) System master controls.
3) Piping and air velocity.
4) Storage: wet, dry, and at points of use.
5) Identifying and examining large air users.
6) Designing with flexibility and the future in mind.
Air Compressor Controls
The individual, air compressor controls determine how they regulate their delivery of air, e.g., dual control, modulation, Variable Frequency Drive (VFD) or variable displacement. Modern controls also monitor and report the status of internal components to aid in safe operation, maintenance planning and troubleshooting. They also typically keep historical records with date and time stamps, along with alarms and messages which can be pushed to the user via various means (email, text, etc.).
You may ask, how can the individual control information translate to large air demand events?
From a data analysis standpoint, with a simple Ethernet connection to your network, you can have access to important information at the controls and set up messaging (emails, texts) to alert you to events of your choosing. Most individual controllers available today have many functions to help explain system operation. Examining the air compressor duty cycles can really help you understand system operation, as well as your critical information such as operating temperature, pressure, warnings, and alarms. If you can dial into your system, you can also see the current operation as shown in the Figure 1.
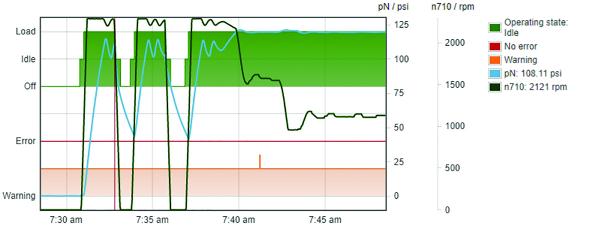
Figure 1.
Check out the loading and unloading pattern, and then flow stabilizes. Looks like it could be a high demand event, or is it?
First off, this is a VFD air compressor, so the duty cycle here should be close to 100%, which is what we see (27,732 load hours verses 28,940 run hours) in Figure 2. We can also see in Figure 2 the wrench icon with an orange light on, signifying maintenance is due on this air compressor. Second, looking at the data itself (Figure 1), starting from the left we see pressure in Blue at zero, while the air compressor is offline. In the graphic, just after 7:30 am we see the air compressor load (green line) and pressure increase.

Figure 2.
There’s a second such load/unload event, until the air compressor runs fully loaded and then starts to ramp down (again, the green line). We may interpret these initial load periods as high-demand events, but not if it’s put it into context. With pressure off before 7:30 am, and with a few fits and starts before staying loaded by ramping down, it’s most likely this event is simply a start-up.
Many industrial users have VFD air compressors like this example. They are a great option to dial in the pressure and provide maximum benefit should the air compressor need to run below full flow for long periods of time, not too low of course. If you hear the VFD ramping up and down constantly, or if you have multiple VFD air compressors ramping up and down constantly, this could be an indication of high intermittent demand events. At the very least, it’s an indication that the system should be reviewed and corrected.
One roadblock to viewing data from your controller directly is that it could be limited, our previous graphic was only about 15 minutes. If you’re pulling this data via Modbus, Ethernet/IP or other, then you might not have such limitations. Either way, many individual controllers store this data and it can be downloaded to paint a bigger picture on how the air compressor (or air compressors) is responding to system demands. This data should be discussed with your compressed air professional.
Calculating Storage for Demand Events – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
System Level Controls
In larger, multi-unit systems, individual air compressor controls adjust to changing demand – but only to a point. Keep in mind they typically are responding to pressure signals at the air compressor discharge, so there is inherent delay in how they can respond to pressure changes hundreds or thousands of feet away. System controls improve response time by taking their cues from pressure signals downstream. By measuring not just the pressure but the rate of change in pressure, smart controls can pick which air compressor(s) to load and unload to maintain steady pressure.
System master controllers make the air compressor work in concert, ensuring the air compressors are optimized, system dynamics are balanced, and pressure is maintained. An additional key aspect of master controllers is the monitoring of the entire compressed air system. That might include dryers, filters, valves, multiple air compressor rooms, as well as remote sensors.
We recently looked at a particular compressed air system that was experiencing multiple service issues, including over-cycling of the air compressors and constant blow-off protection at the dryers. The air compressor station included four, fixed-speed air compressors, two desiccant dryers, along with two wet tanks, and two dry tanks.
When we looked at data from the master controller on the digital display (Figure 3) we found a few periods where demand was low and the compressors were idling (motors on, but not making air). This was immediately followed by a somewhat sharp drop in operating pressure seen at the dry tank. Three of the four air compressors loaded to satisfy this demand event, and then immediately unloaded after pressure was satisfied.

Figure 3. Click here to enlarge.
Master controllers have a wealth of information, from message and alarms for individual air compressors, to message and alarms for the station; all in one place. They also provide data and trend analysis, either limited at the screen, or in some cases years’ worth of data available via a web-browser. Pulling this data can help identify whether the high-demand event is an air compressor control issue or a point-of-use issue. In our case, multiple air compressors were loading and there was only a mild pressure swing in the air compressor room, yet in order to maintain plant pressure, three air compressors loaded almost simultaneously. Reviewing historical data and walking the plant, as well as monitoring additional signals, allowed for a trend analysis and helped identify the issue was outside of the air compressor room, generating from the point of use due to lack of point-of-use storage.
Piping and Air Velocity
One very important point about data, is that it is only a certain point in time and it doesn’t necessarily give us a full picture of how the system is actually installed. Piping can have a significant effect on air compressor operation, especially for systems with high demand events. There’s a good amount of reference information available for pipe selection, sizing, and design, but two major points to focus on is to keep the velocities manageable and the pressure drop low. The narrower the pipe, the faster a given volume must flow through it to feed demand on the other end. This has multiple negative effects.
In the air compressor room, high velocities will reduce contact time within air treatment components and they will not fully dry and filter the air to specification. The impact on your production includes higher scrap and more frequent maintenance to pneumatic equipment. In some cases, severely high velocity can damage air treatment equipment (especially filters). So keep air compressor room velocity to approximately 15 feet per second. There are a number of online tools that will tell you what size pipe you need to achieve this with a given flow rate.
Large air demands pull air through the pipe faster. In the main distribution piping, higher velocities cause higher pressure drop, which translates to production problems as well as higher energy costs. Keep distribution piping velocity to approximately 30 feet per second. If you’re exceeding the velocity recommendations this can lead to condensate moving from one location to another, which could again affect production. Plus, if there is potential rust and scale in your piping, this can easily be moved to the point of use with higher velocities.
Finally, keep the velocity in point-of-use piping to 45 feet per second. Point-of-use equipment can vary widely in recommended air compressed air velocity. Typically, each manufacturer will specify a pressure, flow, and air quality. Further, each manufacturer will select an appropriate connection size to their piece of equipment. Based on that information, the air velocity into the piece of equipment would be dictated. Many production equipment manufacturers may also include point-of-use filtration, dryers, and/or storage to ensure proper air quality is maintained.
In general, a good rule of thumb is to keep the pressure gradient from the air compressor(s) to the furthest point in the distribution piping at 10% or less of air compressor discharge pressure. Considering the bulk of that pressure drop will be through dryers and filters, piping should have very little if any effect on pressure drop. Consider the cost of increasing your plant pipe size, whether this could improve your production by stabilizing operating pressure, and the decrease in energy cost by minimizing plant pressure. So when selecting pipe size, take advantage of the online tools or charts in the Compressed Air and Gas Institute Handbook published by the Compressed Air and Gas Institute (CAGI).
While you are looking at the demand side, seek to eliminate excess demand. First and foremost, examine the largest users to make sure they are well regulated and not using more air than needed. And assess your leaks. Leaks are simply an unintended (and unregulated) source of demand. Find the worst leaks and fix them. Finally, eliminate “artificial” demand resulting from legitimate, but unregulated air users. These efforts will help with maintaining pressure during large demand events elsewhere in the system.
Compressed Air Purification & Piping Monthly e-NewsletterWith a focus on Demand-Side Optimization, compressed air dryers, filters, condensate management, tanks, piping and pneumatic technologies are profiled. How to ensure system reliability, while reducing pressure drop and demand, is explored through System Assessment case studies. |
Data Monitoring
We talked about getting information and data from your individual controller or master controller to help analyze large demand events, but what if that data isn’t available?
Monitoring your existing station is a great way to start. Monitoring pressure, flow, and power for each air compressor as well as operational signals is recommended. However, that’s just on the supply side; the input to your system.
If you’re having issues in the facility, monitoring pressure and flow in the demand side will complete the puzzle. In Figure 4 we see a fairly simple example of some additional pressure measurements to create a pressure profile, as well as a point-of-use flow meter. When measuring high intermittent demand events, make sure your monitoring equipment (flow meters, pressure transducers, and recording devices), have the necessary recording frequency to capture the event, and that the data recording is long enough to get a good trend analysis for the plant.
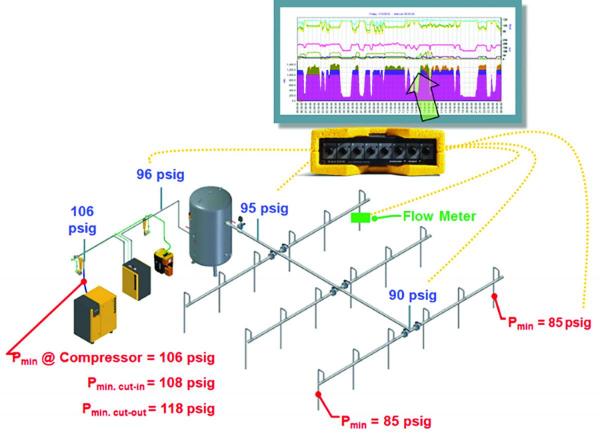
Figure 4.
Storage Considerations
Stored volume in the air compressor room is critical to air compressor operation. A wet tank will prevent over cycling, not only helping to maintain steady pressure but also lower maintenance and repair requirements. A larger dry tank after dryers and filters provides the main system storage and helps reduce velocity through the air treatment. Point-of-use storage can have a huge effect on system reliability. It provides a reservoir of clean, dry air ready to meet the large demand while minimizing the impact of the large flow on other air users.
Piping when amply sized can also provide additional storage in the plant, which can help balance demands. However, it should not usurp storage receivers in the air compressor room, or the point-of-use receivers to specifically address high demand events. At the very least, piping should be sized to avoid excess velocity and pressure drop as discussed above.
An additional tool in the storage category is the flow controller. With the development of more sophisticated air compressor and system controls, this once popular device is not commonly designed into new systems. It’s still a valuable tool, especially in cases where time and budgets prohibit significant changes to the air system, as well as in cases where portions of the plant need significantly lower pressure than other areas or where the bulk of the air demand fluctuates considerably and point-of-use storage just cannot cover.
Design for Flexibility and the Future
Design with flexibility and the future in mind. System dynamics can change from shift to shift and will certainly do so as soon as you add, remove or change production equipment. The system designed based on what the plant was doing a year ago may not perform nearly as well now unless it was purposefully designed for flexibility.
As you have read, there are several considerations to addressing large systems with dynamic demands.
- Controls maintain compressor operation safely, whether individual or master. These controls respond to demand events, and both have a lot of great data and information; take advantage!
- Piping – limit the pressure drop in the system and minimize velocity. Increasing the diameter times two, quadruples the cross-sectional area of the pipe, and reduces the velocity to one fourth of where it was.
- Storage in air compressor room provides a control buffer, helping preserve the longevity of your compressed air system, as well as saving energy allowing your air compressors necessary time to idle and shutdown or ample time to load a trim or back-up air compressor. Storage at point of use eliminates noise back into system and maintains operation at point of use, so production can run smoothly.
Remember be flexible with your air compressor and dryer sizing, bigger is not necessarily better. And, future size. Spending a little more for a larger pipe or multiple smaller air compressors rather than one large one can provide significant longer term compressed air improvement, as well as increase productivity by way of eliminating downtime and unnecessary pressure drop.
If you experience lost productivity or downtime due to large demand events, these are key aspects to look at to tame that tiger.
About the Author
Neil Mehltretter is a Technical Director with Kaeser Compressors, Inc., email: [email protected], tel: 540-898-5500.
About Kaeser Compressors, Inc.
Kaeser Compressors is a leader in reliable, energy efficient compressed air equipment and system design. We offer a complete line of superior quality industrial air compressors as well as dryers, filters, SmartPipe™, master controls, and other system accessories. Kaeser also offers blowers, vacuum pumps, and portable gasoline and diesel screw compressors. Our national service network provides installation, rentals, maintenance, repair, and system audits. Kaeser is an ENERGY STAR Partner. For more information, visit https://us.kaeser.com/. All photos courtesy of Kaeser Compressors, Inc.
To read more Food Industry articles, please visit www.airbestpractices.com/industries/food.



