A major poultry processor and packager spends an estimated \$96,374 annually on energy to operate the compressed air system at its plant located in a southern U.S. state. The current average electric rate, at this plant, is 7 cents per kWh.

In this compressed air audit, a group of projects were identified that — if implemented — could reduce these energy costs by an estimated \$40,667 or 44 percent of the facility’s current use. These projects will also permit plant personnel to operate one air compressor to meet demand – allowing for the return of the rental compressor and saving the \$3,900 per month rental charge. The estimated costs for completing the recommended projects is \$48,700, representing a simple payback period of 14.3 months.
The Current Compressed Air System
The plant’s current compressed air demand is split into two separate compressed air systems, one for main plant operations, and the other for WPL (Weigh, Price and Label). The plant air system operates 8,760 hours and the WPL system operates 6,864 hours per year. The system pressure runs from 94 to 102 psig in the headers during production.
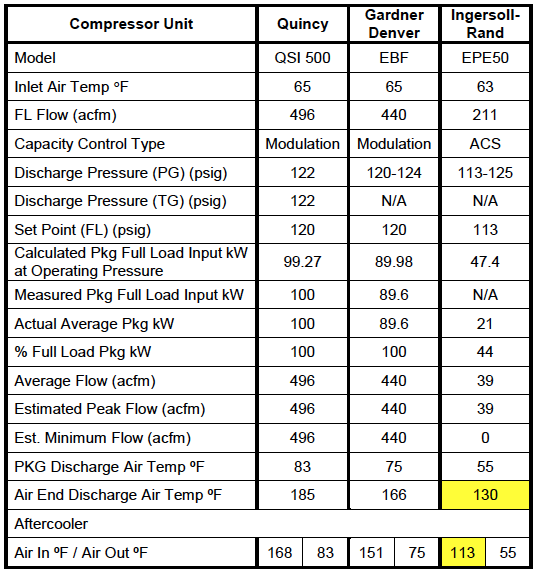
The main plant compressed air system has two 100-hp air-cooled, single-stage, rotary screw air compressors, with a 100-hp rental for emergency backup. Both of the rotary screws are variable displacement machines using inlet valve modulation. One is a Gardner Denver EBP rated for 125 psig, producing 440 acfm and drawing approximately 90 kW at full load. The other is a Quincy QSI 500 rated for 125 psig, producing 496 acfm and drawing around 100 kW at full load. Plant personnel operate both of these air compressors during plant production. The air is dried by a Zeks 1200 HSF cycling refrigerated compressed air dryer. There is also a dedicated Ingersoll-Rand D8501N non-cycling refrigerated dryer located in the Box Room upstairs which supplies the Saddle Pack machines. The dryers are operating correctly although the Zeks unit had a high temperature warning light due to, according to plant personnel, being low on Freon. The plant had placed a large cooling fan to blow cooling air through the dryer to help the condenser perform.
The WPL, (Weight, Price and Label) has a dedicated Ingersoll-Rand EPE50, 50-hp single-stage air-cooled, lubricated rotary screw air compressor. This system is tied into the Main system but is normally valved-out. During the site visit, the inlet valve control was not working properly but plant personnel had an Ingersoll-Rand service technician dispatched for repair. The technician made some adjustments to the controller and it was working properly when he left the site. The WPL system has an Ingersoll-Rand model D3601 air-cooled, non-cycling, refrigerated dryer servicing this system. It appeared to be operating correctly during the site visit.
The water treatment plant has a Quincy 7.5 hp air-cooled, reciprocating compressor that handles the total load. At the time of the site visit it was down and the demand was being handled by the Main plant system. The plan is to repair the pump and close the tie-in valve.
Plant personnel run the air compressors at 120 psig discharge on both systems. The main reason for the higher pressure is to maintain 100 psig to the Saddle Pack processes. According to plant personnel these processes have trouble and shut down when pressure falls below 100 psig. The main plant has a measured 5 psig drop from the compressors to the inlet of the dryer and a 1 to 2 psig drop across the dryer.
Air Power measured a 95 to 99 psig pressure at Saddle Pack Line #7, and Line #5 was 94 to 98 psig. We also measured several other locations around the plant with similar readings.
Comments on “Percent of Load” Gauges
The following are comments on the Quincy QSI compressor “load gauge”. The “Percent of Load” gauge on these units measures the vacuum under the inlet valve. The inlet pressure (psia) falls to more vacuum as the inlet plate valve closes. As the compressor load falls below 30% to 35%, the inlet valve bypass opens and does not allow the vacuum to fall any further to avoid “rotor flutter.”
Even when new and calibrated, this gauge will usually not read much below 30% load regardless of how low the flow is, unless it reaches full unload, times out, and then blows down to full idle. In practice, it will most often not read 100% load due to normal inlet filter losses, etc.
A more accurate method to accurately reflect the “Percent of Load” is to install an accurate pressure gauge (not vacuum) in the air pressure line from the control line regulator to the inlet valve actuator. At 0 psig the regulator is sending no air to the actuator, and when properly adjusted, the inlet valve is wide open (60o angle). As the pressure rises in the system, the regulator opens and allows air into this control line to create pressure to start closing the inlet valve. The pressure in this line will be indirectly proportional to the flow over the regulator operating band. If the full-load to no-load band is 10 psig, then each 1 psig reflects about 10% flow. If the band is 15 psig then each 1 psig is about 6.5% value. These numbers work up and down.
Table 1. Measured Operating Data from the Lubricant-cooled Rotary Screw Air Compressors using Modulation and Two-step Control
Establishing the Baseline of Compressed Air Use
The following actions were taken to establish baseline measures for flow and pressure (Measurements can be seen in Table 1):
- Temperature readings were obtained on all units using an infrared surface pyrometer. These were observed and recorded to correlate to the unit’s performance, load conditions and integrity.
- Critical pressures, including inlet and discharge, were measured with digital calibrated vacuum and pressure test gauges with an extremely high degree of repeatability.
- Trended data was measured with plant/corporate kW meters, and trended data was sent to data loggers set for 30-second data points for two days. It was sent again at 70-second data points for two weeks.
- Two-step controlled compressor operating performance was calculated as a percentage of full load capacity by identifying the total time at full and no load. The percentage of full load in acfm was then calculated to arrive at a very accurate average peak and minimum flow in.
- Modulation-type controls react instantly to sensed system pressure fluctuation to match supply to demand (controls include inlet valve modulation, variable displacement, and variable speed). Average input kW was measured and trended at a measured pressure. This information was located on the DOE/CAC performance curve to give an accurate estimation of average flow.
- The same basic measurement and logging activity was carried out for system pressure, using self-contained pressure transducers and loggers. These units are all calibrated to a single test gauge, and each is set to start logging pressure simultaneously.
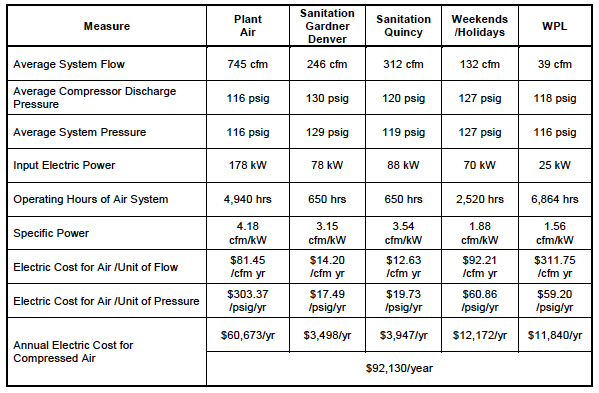
Table 2: Key Air System Characteristics of the Current System
Compressed Air Flow Reduction Projects Deliver 252 cfm in Savings
A compressed air treatment project (replacing timer drains with no air-loss demand-drains) would reduce consumption by 12 cfm. Four demand-side projects were identified, during the audit, with the potential to reduce compressed air consumption by 240 cfm. Collectively, these projects have the potential to save the company \$42,530 annually on electricity costs associated with the compressed air system. The cost to implement these projects was estimated at \$53,700. Due to article-length constraints, we will expand a bit on two of the projects.
1. Repair 14 Identified Compressed Air Leaks – 49 cfm Savings
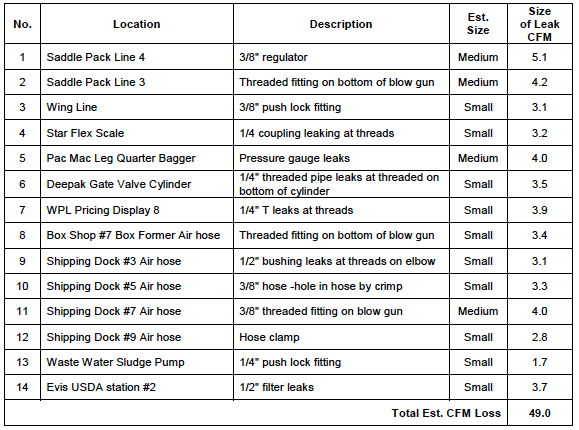
A partial survey of compressed air leaks was conducted at the plant and 14 leaks were identified, quantified, tagged, and logged. Potential savings totaled 49 cfm for the 14 leaks that were identified. An ultrasonic leak detector was used and we recommended the plant purchase one to implement their own continuous leak management program. In continuing the leak management program, plant staff should perform leak detection during non-production hours in order to eliminate some of the high ultrasonic background noise. The cost to purchase an ultrasonic leak detector and repair the 14 leaks was \$4,200. The annual electric cost savings, from repairing the leaks, was \$7,608.
Table 3. Compressed Air Leak List
2. Install AODD Pump Controls – 82 cfm Savings
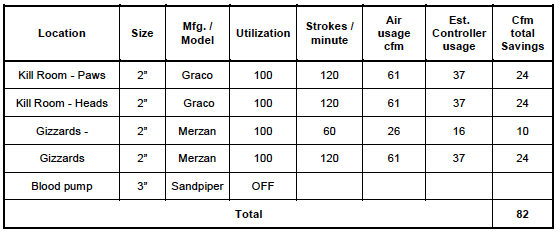
Recently, there have been two microprocessor-based AODD cycle/stroke control systems introduced, which have proven to be very effective. One requires electricity, the “MizAir”, and the other is pneumatically operated, the “Air-Vantage”. We found four 2” AODD pumps (two Graco units and two Merzan units) in the main plant where these controls would reduce compressed air consumption by 82 cfm. The cost to install these controls is \$10,000 and the anticipated annual electricity cost savings, from reduced compressed air use, is \$12,733.
Table 4. AODD Pump Control Projects
The “MizAir” utilizes a special high-volume, high-speed (35 milliseconds to open / 35 milliseconds to close), air-piloted dispensing valve. This air valve is controlled by a microprocessor which analyzes the stroke frequency and throughput flow characteristics to determine the proper and lowest cycle rate to optimize the throughput. Once established, it then shuts off the air supply during the stroke and allows the product flow and pump inertia to complete the stroke without any additional air flow. It then opens the air valve again and the process is repeated. The net results are:
- At the same input air pressure the compressed air usage falls 35 to 50% (stroke and cycle rate falls)
- Product throughput per stroke increases the average product flow per SCFM increases significantly – 50 – 100%.
- The MizAir requires a separate electric power supply.
The “Air-Vantage” microprocessor control operates in a similar manner to the MizAir described earlier, but is completely pneumatically operated and requires no outside electric power supply. Power for the microprocessor comes from a small internal 12V generator. No outside power required. This factor is very convenient, offering significant installation flexibility, and most importantly, is available in a Class 1 / Division 1 Configuration.
Both the MizAir and the Air-Vantage are self-adjusting to most changing conditions (such as throughput viscosity). The microprocessor calculates proper stroke control from feedback delivered by an embedded velocity sensor and restricts the air flow accordingly during a portion of each pump stroke.
The net result is about 35% to 50% reduction in air use at the same inlet pressure with no significant change in product throughput. The product is currently limited to 2” and 3” metallic pumps manufactured by Sandpiper, Versamatic, Wilden, and others.
These examples of utilizing modern microprocessors and modern fast acting control valves instead of “older spring and diaphragm” controls has significant potential positive impact to lower our industrial operating energy costs.
For more information, contact Don van Ormer, Air Power USA, at [email protected] or visit https://apenergy.com.
To read more about Food Industry System Assessments, please visit www.airbestpractices.com/industries/food.



