Chicago Heights Steel, Chicago Heights, Ill., leveraged an advanced data monitoring system and adopted a demand-based compressor air management approach to save 2.5 million kWh and \$215,037 per year in energy costs. With an incentive of \$188, 714 from local utility ComEd, the project delivered a payback of 2.4 months.
The approach also incorporated modifications to the compressed air system, including replacement of poor-performing fixed-drive air compressors with VSD units – among other changes – to precisely match compressed air supply to demand. In all, the project has reduced compressed air use by 70 percent.

Chicago Heights Steel’s operation.
Background
Many industrial companies look to address the high costs to power their compressed air systems. Among them is Chicago Heights Steel, which set out to gain control of the costs – as long as it could implement a highly cost effective approach. Chicago Heights Steel (www.chs.com) is the only specialty steel market mill in the United States that rolls billet and rail steel in addition to supply a range of products to customers.
Chicago Heights Steel President Bradley Corral said his goal was to better understand compressed use in the plant, especially since the company had added air compressors to its operation from time to time over the years to meet drops in system pressure throughout the plant. He also wanted the ability to more closely evaluate electrical usage plant-wide.
“Over the years, we’ve seen our energy usage and the corresponding costs increase. I wanted to know where we’re using all of this electricity,” Corral said. “I also wanted to understand where we’re using all of this compressed air since we added horsepower to meet the need for it.”
Two independent companies performed ComEd air compressor system leak studies that were left unfinished. Needing more answers and a cost-effective approach to address the issue, Chicago Heights Steel consulted with Jan Hoetzel, Executive Board Member of the Compressed Air Challenge http://www.compressedairchallenge.org/executive-committee and Principal of Airleader USA, Grand Rapids, Mich. Airleader (www.airleader.us) is a provider of compressor energy management software and tools to reduce compressed air costs.
Chicago Heights Steel President Bradley Corral (left) displays the incentive check from ComEd for the compressed air system upgrade. Also pictured are Chicago Heights Steel General Electrical Supervisor Jim Stolte (middle) and Airleader USA Principal Jan Hoetzel.
The Importance of Data Collection
Hoetzel immediately knew data collection was the only way to effectively identify the issues driving high compressed air costs and what needed to be done to address them. He also knew the value of historic data over the course of months, not weeks.
“I’m not a big fan of taking on major projects and recommending substantial investments with only two weeks of data,” Hoetzel said. “What is much better is to view up-to-the-minute data, capture months of that same data and compare it month to month. Only then can you make informed decisions.”
Initially, Hoetzel picked up where others left off and completed a complimentary leak study at Chicago Heights Steel, which operates two air compressor rooms. The study showed substantial compressed air leakage, which led to repair of the fixed leaks for a monthly average savings of approximately 40,000 kWh. However, the savings were not captured because the air compressors had been run in modulation.
Yet Hoetzel knew Chicago Heights Steel could achieve greater energy savings if it invested in data collection and a number of yet-to-be determined changes to its compressed air system. The challenge for Hoetzel was to prove the value of investing in data monitoring to controls to Corral. As such, Corral decided to have the Airleader Compressor Master Control and Online Monitoring System installed on the compressed air system to one compressor room on a pilot basis. The baseline snapshot of the system would allow Hoetzel and Corral to make decisions on changes to the system based on data rather than educated guesses or assumptions.
Original Compressed Air System and Initial Data
Chicago Heights Steel originally operated three air compressors in each of its two compressor rooms. Each room operated on two different system pressures.
Compressor Room I
- One 150 hp fixed-speed modulating air compressor
- One 200 hp fixed-speed modulating air compressor
- One 75 hp fixed-speed modulating air compressor
- One desiccant compressed air dryer
Compressor Room II
- One 200 hp fixed-speed modulating air compressor
- One 150 hp fixed-speed modulating air compressor
- One 75 hp fixed-speed modulating air compressor
- One desiccant compressed air dryer
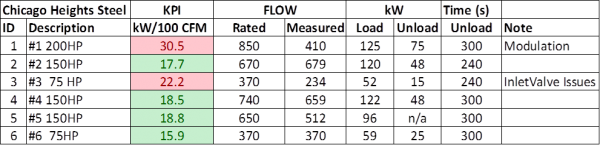
Master controller data gathered on the original air compressors.
Chicago Heights Steel manually controlled the air compressors and normally operated five of the six units in modulation virtually non-stop during production. A two-inch pipe connected the two compressor rooms, although each room operated independently from the other and the pipe was essentially unusable for compressed air control.
Effectively monitoring the compressed air system required the installation of kW meters on each air compressor. Also installed were flow meters and dew point sensors in each compressor room.
 |
 |
Thermal Mass Flow Meter and Dew Point Sensors were installed in each air compressor room. Photo courtesy of CS Instruments.
The master control system gave Hoetzel and Corral the ability to view real-time data at any time from their offices to gain insight into air compressor performance and understand the true cost of the compressed air system, down to the second. Importantly, the controller provided Chicago Heights Steel with the data it needed to make incremental changes to the compressed air system – including the ability to leverage energy savings and an incentive program offered by ComEd to fund improvements.
Incremental System Improvements and Savings
With the master control system, both Hoetzel and Corral were able to establish benchmarks for performance and evaluate a wealth of data including load and idle operation, consumed kWh, air generated and energy costs based on local utility rates, and performance parameters for each air compressor. The system also provides real-time information on overall compressed airflow and dew points.
During the initial four-month period from December to March, data demonstrated no significant savings had been achieved solely by fixing the compressed air leaks. It also showed how the desiccant compressed air dryers resulted in a huge energy drain given the need to purge desiccant. Based on the data and an incentive program offered by ComEd, Corral opted to replace the desiccant dyers with cycling refrigerated compressed air dryers, allowing Chicago Heights Steel to reduce compressed air use by as much as one-third.
The information convinced Corral of the value in compressed air system data measuring and monitoring. That led to the extended use of the master control system for both air compressor rooms.
In addition, the savings combined with the ComEd incentive made it economically feasible to replace the 2-inch pipe connecting the two air compressors rooms with a 4-inch pipe. The new pipe was essential for free airflow and the ability to use the Master Control System to supply the compressed air to the plant from the appropriate air compressors from any compressor room.
Demand-based Compressed Air Approach Implemented
As a next step in the project, Chicago Heights Steel and Airleader set out to optimize the compressed air system to satisfy demand for air at the lowest possible cost.
Optimization started with data. The master control system’s data confirmed that the most effective approach delivering compressed air was for Chicago Heights Steel to end the practice of running its five compressed air units continuously in modulation. That led to the implementation of a demand-side approach to managing its compressed air.
The approach hinges on the use of Variable Speed Drive (VSD) air compressors that operate based on air demand and the use of the master control system to automatically control the operation of the compressors involved. Savings achieved to date also played a key role in the decision to proceed with a new compressed air configuration and additional compressed air storage capacity. The data collected and savings together cleared the path for the air compressor equipment upgrade, the cost of which would be offset by the ComEd incentive of \$177,714. Earlier, ComEd had provided an incentive of \$11,000 for the compressed air system leak repair.
The team analyzed data from the master controller and decided to replace three fixed-drive air compressors with new units based on performance output and the remaining productive life of the existing units. The data also demonstrated further savings potential, which further fueled the decision to proceed with the upgrade. The new compressed air system is as follows:
Compressor Room I
- One 150 hp fixed-speed air compressor (original unit)
- One 200 hp VSD air compressor (new unit)
- One 75 hp VSD air compressor (new unit)
- One cycling refrigerated compressed air dryer (replacing desiccant dryer)
Compressor Room II
- One 150 hp fixed-speed air compressor (new unit)
- One 150 hp fixed-speed air compressor (original unit)
- One 75 hp fixed-speed air compressor (original unit)
- One cycling refrigerated compressed air dryer (replacing desiccant dryer)
Today, the system supplies compressed air throughout the plant typically via the new 200 hp VSD air compressor in combination with the 75 hp VSD unit. The remaining equipment is available as needed and serves as a redundant system.

Chicago Heights Steel President Bradley Corral with a new rotary screw air compressor.
The air compressors, however, do not load and unload as with a sequenced system operating in modulation. Instead, the master control system automatically balances the operation of the VSD units to meet the demand for air. Typically, the larger VSD air compressors run continuously until they begin to approach peak capacity. At that point, the system blends in the small load unload compressor, in turn, reducing the demand on the larger unit to achieve peak operational efficiencies. The smaller unit is only used when the demand is way down on weekends or late at night.
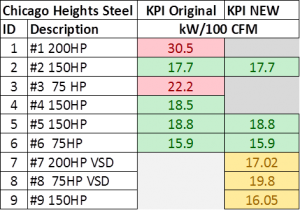
Key Performance Indicator (KPI) data on the upgraded compressed air system. Chart courtesy of Airleader USA.
Results
This project resulted in an overall decrease of 2,582,979 kWh, for an annual savings of \$215,037. The costs for the Master Controller and ongoing monitoring, as well as upgrades to system piping, storage and the three air compressors totaled \$240,139. Including the ComEd incentive of \$188,714, the project achieved a simple payback of 2.4 months.
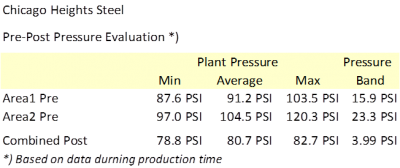
The air compressor system upgrade resulted in a considerable decrease in compressed air plant pressure throughout the plant. Chart courtesy of Airleader USA.
The project was a success given the results, said Hoetzel. In addition, it clearly demonstrates the value of ongoing monitoring of compressed air systems is as an industry best practice by any measure.
“The opportunities for improvements would not have been discovered without permanent monitoring in place,” said Hoetzel. “Data is absolutely essential in order to make a true evaluation of the compressed air system and the steps needed to achieve system efficiencies.”
Corral said he appreciates the ability to see up-to-the-minute data on the compressed air system because it provides critical insights he wouldn’t have had before.
“The monitoring and control system is extremely successful,” he said. “I love the visibility it gives me. Anytime I see a jump in compressed air or electrical usage I can go down to the maintenance department or other areas of the plant and find out why. We can then change behaviors, such as wasting compressed air, or fix something that needs to be fixed.”
Looking ahead, Corral plans to examine other major areas of electrical power usage in the plant and possibly one day connect the other systems to the monitoring and control system.
“Being able to get this kind of information allows us to understand the electrical usage and ultimately lower our costs,” Corral said.
For more information about the Airleader’s compressor master control and monitoring system, contact Jan Hoetzel at [email protected], or 616-828-0716.
For more stories about Compressed Air System Assessments, visit: www.airbestpractices.com/system-assessments.



