Good afternoon, or actually good morning to you. How are things in China?!
Good morning to you! Yes, I am visiting our factory in Shanghai and China continues to amaze me. Did you know that in rural China, approximately 30 million households receive cooking fuel from super-small anaerobic underground digesters? China is just starting to look at industrial biogas upgrading in a serious manner. The market is in its’ infancy but we believe in five years it will be the biggest biogas market in the world. Incineration is not popular as it requires a lot of energy. Here we have many manure-based issues. Soil and water contamination in densely populated areas can lead towards anaerobic digester projects. Today there are very few projects although we are doing one right now in northern China.

Sempra Energy wastewater treatment plant in California using Xebec’s PSA system
Are infrastructure investments in China slowing done? Have they peaked?
I can’t comment on whether they’ve peaked or not. Depending upon the topic, I can tell you the scale of infrastructure investments is still astounding. China currently is building six thousand (6,000) wastewater treatment plants. Yes, six thousand! Compare this to the total of 16,000 wastewater treatment plants in the U.S.
Last week we flew to a city in northern China with 6.5 million inhabitants. We then took a 1 ½ hour train ride to another city with four million people. We had to take the train because they don’t have an airport there. This city is roughly the same size as the greater Montreal metropolitan area and has no airport! China currently has plans to build twenty major airports. We also believe biogas is part of the next investment chapter for China.
Can you define landfill gas and digester gas for us?
Landfill gas (LFG) and Digester Gas (DG), also known as Biogas (BG), are generated by microorganisms metabolizing organic materials in an anaerobic (oxygen-free) environment. The largest components of LFG and DG are methane and carbon dioxide, but smaller amounts of water vapor, hydrogen sulfide (H2S), ammonia (NH3) and volatile organic compounds (VOCs) can also be present in LFG and DG. Oxygen (O2) and Nitrogen (N2) are sometimes found in low levels in LFG if there is in-leakage of air in the gas collection system at the landfill site.
LFG typically contains 45-55% methane (CH4) and 45-55% carbon dioxide (CO2), while DG typically contains 50-60% CH4 and 30-35% CO2.
What kind of anaerobic digesters exist in southeast Asia?
It is clear the market is already here in southeast Asia. Here we have a very different situation with the huge palm oil plantations in countries like Malaysia and Indonesia. Some of these plantations cover hundreds of square kilometers. Palm tree fruit is pressed and the empty fruit pouches will either decompose and release harmful levels of methane and VOCs - or you put them into an anaerobic digester and produce biogas for electricity or fuel.

The Malaysian government passed a law requiring every palm oil plantation to operate a digester by the year 2020.
Xebec has over 200 Biogas installations- how’s the market doing?
Biogas started about 18 years ago primarily in Germany and Scandinavia. It was triggered by a U.N. protocol asking landfills and farms to cover the decomposing materials - as the methane going into the atmosphere is 21x more of a greenhouse gas than CO2. Landfills had flares until someone said, “lets produce electricity.” Initially the projects were almost all biogas to electricity- Germany alone has over 8,000 anaerobic digester on farms. Only two percent are upgrading methane for renewable gas, 98% are producing on-site electricity.
Today there are around 220 to 250 projects for biogas upgrading in North America and Europe. It’s a small, niche market right now with five to eight companies offering equipment and technology. We are seeing more activity in North America due to a growing interest in renewable gas. Electric utility companies have the option to offer renewable-source electricity. Gas utilities are interested in being able to offer a renewable-source gas option. The biogas market has strong tailwinds and growth is accelerating, particularly in Asia.
Can you describe a typical large-scale biogas upgrading system?
Sure. Please keep in mind that there are many different technologies and system designs. I’ll describe a typical six-stage system Xebec gets involved with. Readers can see these visually in an interactive process overview at www.xebecinc.com/biogas-plants.php
Stage 1: Feed Gas Blower Module: Raw landfill and digester gas are typically available at low pressure. A blower is used to draw the raw feed gas from the feed gas pipeline and increase its pressure in preparation for further pretreatment and compression. The feed biogas normally is saturated with moisture. A knock-out drum, located on the low pressure side of the blower, removes entrained moisture. After passing through the blower, the heat of compression is removed in a heat exchanger. As the temperature is reduced, additional entrained moisture is formed. A coalescing filter is used to remove this moisture. The coalescing filter has a special media for the collection of free moisture, while allowing other components of the gas to pass through.
Stage 2: Hydrogen Sulfide Removal Module: In many cases landfill and digester gas contains hydrogen sulfide at levela above acceptable limits in the product gas. Hydrogen sulfide (H2S) is formed by microbial processes, is toic and corrosive and can damage downstream equipment. Therefore it must be removed. There are a number of different technologies available to remove H2S from the feed biogas. One system uses two H2S removal towers containing a media selectively removing H2S to acceptable limits normally in the 2 ppmv range. After passing through the towers, the feed gas passes through a particulate filter to remove any dust carryover from the media beds.
Stage 3: Feed Gas Compression Module: Feed gas compressors compress the feed biogas to 120-165 psia (8-11 bar) for downstream processing. A number of compressor designs can be used. Some compressor types introduce oil into the biogas stream to lubricate the compressor internals and to remove some of the heat of compression from the gas. In this case, the oil droplets are removed by a coalescing filter. The oil is collected and cooled in a heat exchanger. Once cooled, it is returned to the compressor oil-circulating pump and sprayed into the compressor. The compressed feed gas, now at an elevated temperature, passes through a separate heat exchanger to remove the heat of compression and through another coalescing filter to remove any entrained moisture.

Stage 4: Feed Gas Drying Module: In some cases a feed gas drying module, upstream of the PSA drying system, is used to remove additional water vapor. A regenerative twin-tower desiccant dryer is one technology used. This drying step also removes siloxane compounds. Siloxanes are a silica based compound which can be harmful to downstream equipment and must be removed before the product gas can be injected into a natural gas pipeline or used as a vehicle fuel.
Stage 5: PSA CO2 Removal Module: CO2 must be removed from LFG and DG to meet the 1-2% allowable limits for most product gas specifications. CO2 is removed using Xebec’s proprietary pressure swing adsorption (PSA) technology utilizing a 9-vessel system employing a patented rotary valve. The vessels contain a media selectively adsorbing CO2 while allowing the methane to pass through. In some process configurations, there can be separate 1st and 2nd stage PSA modules. Methane purity is controlled by continuously monitoring the product gas using CO2 and specific gravity monitors. If CO2 rises above the allowable limit, the PSA regeneration cycle is adjusted by changing the rotational speed of the rotary valve.
Stage 6: Product Gas Compression Module: In some cases, the pressure of the product gas leaving the PSA module is below the operating pressure of the natural gas pipeline and must be further compressed prior to injection into the pipeline. Product gas flow to the compressor inlet, is compressed and then cooled in a heat exchanger. The product gas is continuously analyzed to ensure it meets the customer’s required quality specification. Off-spec gas is recycled back to the beginning of the process or sent to a thermal oxidizer or enclosed ground flare. The final step is odorization. Pure methane has no odor and odorant is metered into the product gas to serve as a warning in the event of a leak.
Let’s talk about your introduction of membrane technology.
Membrane technologies have made a lot of progress and are becoming better and better gas separators. For smaller flow rates, membranes are perfect as a stand-alone gas separation technology. We use membranes for flows of up to 1500 normal cubic meters and for the upgrading of biogas if there is no nitrogen and oxygen in the feed gas. We are using a special membrane polymer suited to separate CO2 from CH4. We use a PSA system when nitrogen and oxygen are present.
Membranes are a great bulk separator and can be used efficiently. Having both PSA and membrane technology gives us great flexibility in design systems to optimize recovery rates (the amount of methane you can capture). Let’s assume a feed gas of 50% CH4 and 50% CO2, how much methane can we recover? Membranes can recover 99.8% of the feed gas, for PSA systems it’s 96%. There is almost a 3% difference, which over a 20-30 year time-frame can add up.
Membranes require a pre-treatment module and then gas compression to 16-18 bar (235-265 psi). A PSA system requires 6-8 bar (88-118 psi). As far as maintenance goes, PSA’s change adsorbants every 5-10 years. Every 2 ½ years an inspection is recommended. On membranes you look for degradation of performance. Normal membrane life is 7-10 years if you don’t contaminate them.
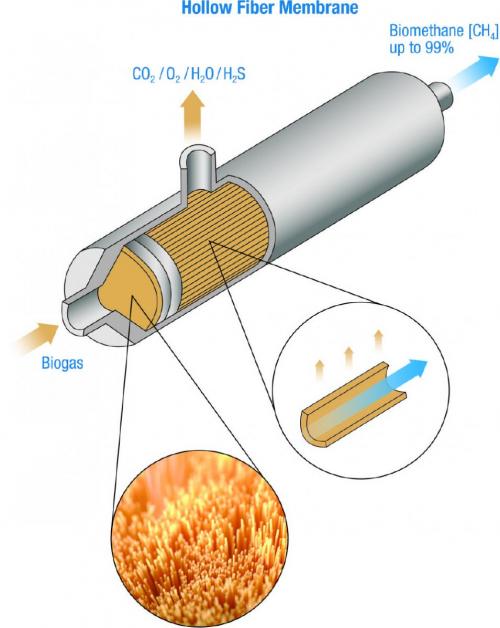
Xebec’s Polymer Membrane provides High Selectivity, delivering pure biomethane with recoveries up to 99.8%
How do you use membranes on hydrogen applications?
We have a great reputation in the hydrogen market. Steam methane reforming (SMR) systems produce hydrogen. SMR systems produce hydrogen quality, however, that is not good enough for applications like fuel cells. The hydrogen needs to be purified to five or six 9’s (99.99999%). We do liquid projects, where our PSA systems purify hydrogen to these levels before it’s liquified.
Recovery rates are very important and impact the size of the liquifier. Hydrogen recovery rates are normally between 75-85%. With membranes, recovery rates can get to 90%. A membrane, however, can’t do it alone so we’ve created hybrid membrane/PSA systems. Membranes are used to pre-separate hydrogen and then it go into a smaller PSA system. The recovery rate can be improved by 7- 12%. Another benefit, of these hybrid systems, is the SMR can be downsized and use less feed gas.
Please review your work with helium.
We’ve been purifying Helium for a long time. For a long time, helium was considered a strategic concern by the U.S. government. There was a gas field with 2-3% gas content. Helium comes out of the ground and is a finite resource. We don’t make it artificially. Helium was cheap because the government made it available at a low price. One year ago the debt (for the gas field) was paid off and the law said the government had to exit the market. Prices spiked and helium rationing began. Congress extended the supply for a couple of years to allow a transition to other helium sources. The helium reserve will be depleted in 10 years. Your party balloons today are probably no longer using helium!
With the higher prices, industries using helium (glass and microchips for example) deploy helium recovery/recycling systems. We have a hybrid membrane/PSA system where we can take a low helium concentration and purify it to five 99.99999% helium purity. We can recover up to 95% of the helium.
Quickly and on a different topic, what’s happening with CNG refueling stations in the U.S. Are the air compressor distributors getting involved?
The waste company, Waste Management Inc., owns 400 landfills in the U.S. They announced they would convert their 19,000 trucks to CNG, so it makes sense for them to use the gas in their landfills. As municipalities seek to change their “footprint” they are also favoring trucking companies who have made the switch to CNG fleets.
The CNG industry forecast was for a little over 200 stations to be built in the U.S. in 2015. The drop in energy prices may cause a reduction in activity, so my number is 160 new stations. More and more air compressor people are getting interested in providing technical service to the now more than 1500 compressors out there. These companies are well suited to do the maintenance – it just requires looking at a new market.
As you know from our article with you in 2013, Xebec has natural gas desiccant dryers in roughly eighty percent (80%) of the CNG refueling stations in North America. We have launched a high-pressure filter line for up to 600 psig for these stations. This year we are launching onboard filters for vehicles. These filters are rated for 3600 psig and that fit right on the engine.
Any other final news?
Yes, Xebec is going back into the business of manufacturing compressed air dryers. We have over 8,000 desiccant air dryers installed in the field and at one time had over 50% market share in Canada. We are re-launching our line of desiccant compressed air dryers because there is no Canadian dryer manufacturer and the 28% depreciation of the Canadian \$ (vs. the U.S. \$) has made things very difficult for customers importing equipment. We are also bringing out a new filter line to accompany the dryers.
Thank you for your time.
For more information on Xebec, visit www.xebecinc.com.
For more articles on Biogas Purification, visit www.airbestpractices.com/industries/oil-gas.



