
As in most industrial categories, compressed air is critical to the operations of a plastics plant whether it is blow molding, injection molding, or other processes. The opportunities to improve supply side (compressor room) efficiency are similar to all industrial compressed air systems, but are even more prevalent in some plastics facilities, especially blow molding. On both the end use and production side of the air system, the plastics industry offers some unique constraints as well as significant efficiency opportunities not found in other industries. In this article, we will explore these efficiency opportunities and attempt to understand why they exist and how we may begin to capture them.
In our work, auditing and designing solutions in the process areas, we insist on measuring and recording the actual flow and pressure inside the production equipment with high speed data loggers so that we can see the actual performance of the compressed air. This provides the opportunity to identify any areas where compressed air problems are creating productivity and/or quality limitations, the improvement of which might lead to lower energy costs and/or increased production rates. Blow molding process analysis offers some of the most striking examples of the opportunities that exist. We will examine one example of the blow molding process in detail, but be aware that most of the opportunities described exist in all high volume, short duration processes at some level.
Blow molding example of opportunities
There are a variety of blow molding processes and all of them require stable compressed air pressure delivered to the molding machine to control quality and maintain productivity. In most blow molding processes, compressed air is used to inflate the parison or “preform”. The parison is a tube-like piece of plastic with a hole in one end through which compressed air can pass. The compressed air also cools the part after inflation to final form, but prior to ejection from the mold.
Figure 1
In PET bottle blowing, high speed rotary machines use 600 psig compressed air to produce bottles at rates greater than 20,000 bottles per hour. In analyzing these systems it is quite difficult to record the actual cavity pressure at high enough resolution to properly map this process, but that is what is required to see the real opportunity. Graph #1 shows the typical pressure map of cavity pressure in blow molding recorded at 0.04 milliseconds sample rate. The green line shows the actual cavity pressure which blows the bottle into the shape of the female mold. The blue dashed line shows the desired pressure. Note that the actual rate of rise does not provide a straight line to terminal pressure because it is a function of the flow capability of the components delivering the air to the cavity. In other words, the blow solenoid, the air hose internal to the machine, and the stretch rod which delivers the air into the parison have a limited flow capability which prevents the immediate rise to terminal pressure. This means the rate of pressure rise becomes dependent upon the pressure differential driving the flow from the air inlet of the machine to the cavity. Obviously, the higher the inlet pressure the faster the rate of pressure rise, so a common way of managing the compressed air system in a blow molding facility is to increase system pressure to maximize productivity and still produce good product. Unfortunately, higher pressure leads to wasteful artificial demand, elevated compressor energy and maintenance costs, and inefficiency in managing the system.
The real costs of higher system pressure
The Compressed Air Challenge (CAC) has published considerable information on the energy costs of higher compressed air system pressure, but a few items bear reviewing in terms of our blow molding example. For example, the desire to inflate the parison, or blow the part, as quickly as possible leads to very high rates of flow in supply components which creates high pressure drop. A blow machine running 16 oz bottles at 24,000 bottles per hour can consume 2,800 to 3,200 scfm depending upon process setup which creates significant pressure drop in the headers and filters delivering the air to the blow machine. We have measured pressure drops from 50 psid to as high as 110 psid (see Graph #2). In order to make acceptable bottles with this level of pressure drop the system has to operate at dramatically higher than necessary pressure.
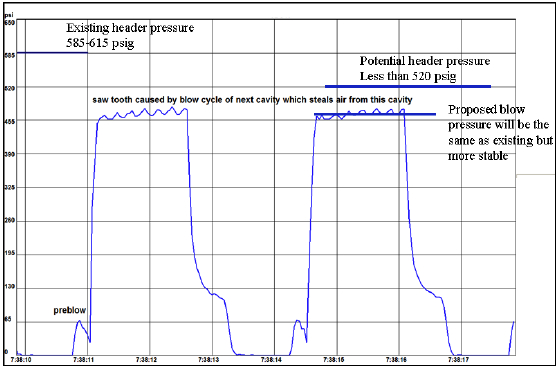
Figure 2
Artificial Demand
This higher than necessary pressure means in this example each bottle requires 8.0 standard cubic feet (scf) of air at a terminal pressure of 530 psig. Because the header pressure is elevated to increase the inflation pressure differential, the blow pressure continues to rise to higher than required pressure after the bottle is fully molded (see Figure 1). For every bar or atmosphere (14.5 psi) of pressure increase above the required blow pressure, the volumetric flow required increases by the volume of the bottle. For example, one bar in excess pressure for a 16oz bottle times the production rate (24,000 BPH) equates to 50 scfm in artificial demand. In this particular study, which had pressure drops from 50-110 psid, the opportunity is 170 to 370 scfm reduction in compressed air demand.
Higher maintenance and energy costs on the compressors
The most common compressor for achieving these pressures is a 3 stage reciprocating machine which uses valves to control the flow of air through the stages. At these higher pressures the temperatures are much higher, which increases the stress and wear on discharge valves and other critical components. Where it was possible to substantially decrease the discharge pressures , it has been documented that maintenance cycles are extended by as much as 25-30%. Power is also reduced at the lower discharge pressures by a ratio of 1% energy reduction for every 5% pressure reduction. A reduction of 100 psi or 16% will mean about a 3% energy reduction at the compressors.
Capturing the efficiency opportunities
The first step in capturing these efficiency opportunities is to minimize the pressure drop within the molding machines, which normally requires removing and/or replacing pneumatic components with those of higher flow capability. The regulators and filters are critical items in this regard and must be examined closely by measuring the pressure drop while the machine is running and blowing bottles. It can be very difficult to determine the pressure drop with gauges. The use of electronic measuring equipment such as transducers with digital readouts to produce reasonable accuracy is recommended. Localized storage receivers can also help minimize pressure drop by supporting the very high rates of flow during each blow cycle with stored air. This storage must be located as close to the point of consumption as possible; for example, it must be tied into the pneumatic circuit after the filter and regulator to be of any value. Note in the schematic (Figure 3) the storage is located as close as possible to the point of use and that the piping and hoses from the tank to the point of use are as large as possible to support the high instantaneous rate of flow. Working with a professional compressed air consultant is advised for this effort to minimize the costs and maximize the results of the effort.
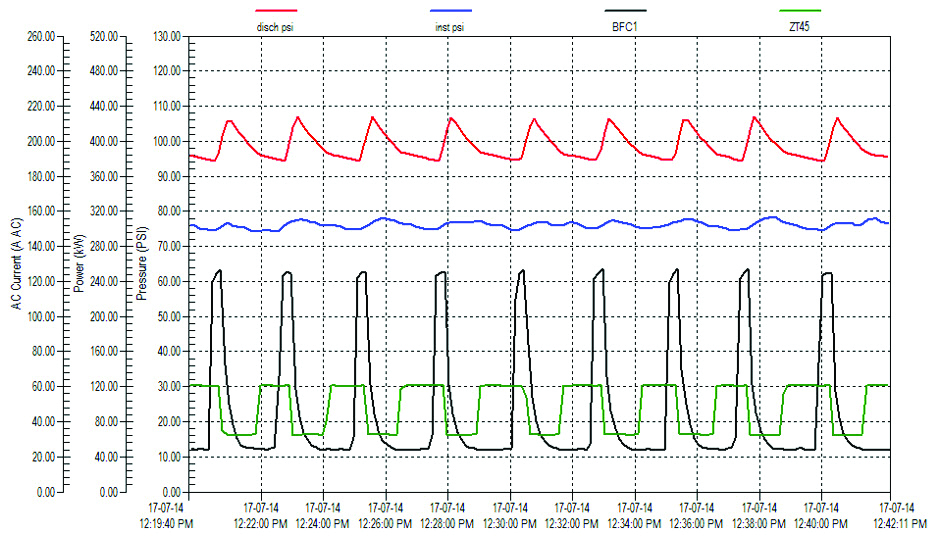
Figure 3
System management
As previously noted, the rates of air flow to blow molding machines are very high, which inherently creates a very unstable main compressed air system condition when the molding machines start and stop. When 3,000 scfm of air demand suddenly starts or stops, the rate of change of pressure in the main system can be as high as 2.5 psi per second, which is faster than the compressors can react. For example, these high pressure compressors will take 15-30 seconds to load from a stopped condition, so pressure can often drop more than 35 psi before a required machine comes online. Often it takes more than one compressor to satisfy the increased air demand causing the pressure to drop even further. Managing this level of pressure change requires several significant modifications in the approach to system management in order to maximize efficiency. A dramatic increase in the amount of storage is obviously required, as is the case with most compressed air systems. Although compressed air storage tanks are expensive, the lack of appropriate storage is even more costly if it makes it necessary for additional compressors to run part loaded to deal with the rates of pressure change which occur.
Additionally, an appropriate automation system which calculates the rate of pressure change and makes intelligent decisions regarding the appropriate supply-side response can make a significant difference in energy costs as well as reduce compressor cycling, wear, and motor starts. Avoiding an unnecessary compressor start due to the rate of change, and the associated time required before it can be turned off, can mean tens of thousands of dollars in energy costs per year.
Other plastics operations
While this in-depth example is specific to blow molding, it also applies to many other plastics operations. Injection molding machines which use compressed air for part ejection and cooling have very similar characteristics in many areas. Many of these machines have stated requirements for pressure from 150 to 250 psig, but pressure drops from 50 to 100 psi have been measured in these systems as well. Similar solutions are appropriate for this equipment, meaning pressure drop must be reduced by installing higher flow components and consider adding storage close to the point of consumption of compressed air.
As we have examined in this article, the key steps in maximizing efficiency for compressed air systems in plastics plants is to measure the actual pressure at the point of use and the pressure drop from the main header to that point. Then, minimize the pressure drop by installing higher-flow components and storage where appropriate. Adding storage to the main air system and the use of automation and pressure flow controllers will allow the supply system to appropriately respond and manage the compressors in these highly volatile air systems will then allow you to maximize the efficiency of the system.
Dean Smith is Principal of iZ Systems and original founder of Air Management and Air Science Engineering; 20 years experience as a consultant in compressed air and gas system analysis; conducting complete audits on over 1,000 plant air systems in a variety of industries defining existing and proposed air demand and electrical power requirements. Audits include designing solutions to problem process applications and defining retrofit requirements to provide a return on investment based on the recommended modifications. The practical experience of implementing hundreds of the audited system recommendations has had a dramatic impact on his audit approach and recommendations.
- Member of the Core Technical Group of the Compressed Air Challenge®
- Founding member of the Compressed Air Efficiency Council created by industry consultants to promote more efficient use of compressed air in industry in cooperation with the Compressed Air Challenge program.
Contact Dean Smith at [email protected], p: 678-355-1192



