Introduction
Resin drying is a critical step in the manufacturing process of injection molding, extrusion molding and stretch blow molding. Compressed air resin dryers are one of the most commonly used dryers in the plastics molding industry. Recent advancements in compressed air membrane-type resin dryers, have reduced the associated energy costs significantly.
 |
||
| Multiple NovaDrier Compressed Air Resin Dryers using Membranes from Novatec |
In plastics manufacturing, plastic resin material must be free of moisture before it is processed to ensure that the end product is defect free. †Many of today’s plastic resins are hygroscopic. If the moisture is not properly removed it will boil off when heated during the molding or extrusion process. This released vapor can cause both structural and cosmetic flaws in the finished product.
Most plastic resins, such as PA (Nylon), PC and PET, are hygroscopic materials. They adsorb moisture from humid ambient air and give moisture back to dry air. Every type of resin can hold a specific amount of moisture between its molecular chains. Additional amounts of moisture can be condensed on the surface of the pellets (surface moisture). Non-hygroscopic resins, such as PE, PP and PVC, do not adsorb any moisture, but they still can have surface moisture.
Adsorbed moisture in hygroscopic resins and surface moisture in non-hygroscopic resins are known to cause defects in molded plastics and they might lead to a complete production stop (source: www.fasti.com).
80% of Problems in PET Manufacturing are Linked to the Drying Process
Wellman Inc. is a leading PET resin manufacturer. Their PermaClearÆ PET packaging resin is used in the manufacture of plastic beverage bottles and other food packaging containers. They claim that 80% of problems in PET manufacturing are linked to the resin drying process. This is due to the fact that PET (polyethylene Teraphthalate) is a very hygroscopic material - meaning it absorbs water into the molecular structure. The moisture absorption occurs through exposure to the environment during transit and storage.
Proper drying means a proper resin. To insure molecular weight retention and optimum properties, it is recommended that PET must be dried to less than .005 % moisture (0y weight %) prior to melting in the extruder. If excessive moisture is present, hydrolysis will occur during the molten state and will reduce molecular weight. This reduction in molecular weight will result in several changes in the PET preforms. The most notable will be greater than normal intrinsic viscosity (IV) losses and the increased rate of crystallization that will reduce clarity and cause haze in the preform.
 |
||
| "A customer had a scrap rate of 10% on the car headlights they were manufacturing due to moisture. We were able to reduce that to 1/4%." - Mark Haynie, Novatech |
Proper resins mean better end products. The primary purpose of the dryer is to conduct hot, dry, air that will allow moisture adsorption from the pellet to eliminate hydrolysis effects during the dryer residence time. Drying properly done will reduce color shifts and minimize the generation of excessive levels of acetaldehyde (AA).\par. Regular measurements should be made of the resin moisture levels as well as Preform IV and AA levels to ensure optimum dryer operations and verify resin has been properly dried. A de-humidifying dryer is required for drying PET resins. and drying of PET resin is achieved through 7 key variables:
- Temperature (Recommended \fs18 \f0 \i 350F)
- Time (Minimum of 4hours)
- Dew point (Minimum of-20F)
- Air Flow rate (Minimum of 1 scfm/ Lb. of PET/hr)
- Desiccant condition (Checked regularly)
- Proper resin flow through dryer (per manufacturers recommendations)
- Proper air flow up though the dryer bed (per manufacturers recommendations)
(Source: wellmanam.com).
Compressed Air Resin Dryers
When you research this, one finds there are many different types of resin dryers on the market from many suppliers. The primary types of resin dryers are “hot air dryers”, desiccant dryers, compressed air dryers, vacuum dryers, and infrared crystallizer/dryers.
This article will focus on compressed air resin dryers. There are two types:
- Compressed air resin dryers
- Compressed air resin dryers plus membrane dryer
Compressed Air Resin Dryers for 0 to -20 F Atmospheric Dewpoints
There are many different types of compressed air resin dryers. Most, however, use the same principle of operation.
- Plant compressed air (at 100 psig) is introduced at the bottom of the dryer (the “hopper” vessel where the resin is).
- The compressed air is expanded to atmospheric pressure. This immediately reduces its’ atmospheric dewpoint by 40 to 50 F.
- The air is then heated to raise its drying capacity.
- The air then passed up through the “resin hopper” and removes the moisture from the resin.
Some compressed air resin dryer manufacturers state that the standard inlet compressed air quality to their resin dryers should be a dew point of 5 _C [41 _F] at a pressure of 7 bar [100 psi]. This equals atmospheric air with a dew point of -20 _C [-4 _F] at sea level. This, obviously, equates to the air quality a refrigerated compressed air dryer can supply.
Other manufacturers, however, simply state that their dryer must be supplied with compressed air with a 40 F atmospheric dewpoint at 100 psi, with a oil content of less than 3 mg/m3. Obviously, the air quality (and ability to remove moisture) of these systems will depend upon the inlet compressed air quality received.
There is a company, Fasti USA, which has designed a package incorporating the air compressor and refrigerated air dryers into the package. Most manufacturers simply source plant air. Their “Fasti L Series” product caught our eye because it claims to reduce or eliminate the electrical heating demand from the heaters by offering optional heat recovery systems recovering waste heat from the air compressors. Depending upon the air compressor type, pre-heating the secondary and process air streams to temperatures between 180 and 360 F can be reached using these heat recovery systems (www.fasti.com/about.php).
Compressed Air Resin Dryers with Membrane Dryers for -40 F Atmospheric Dewpoints
There a number of suppliers of compressed air resin dryers who have incorporated membrane dryers. Novatech, based in Baltimore, launched the NovaDrier product and was first to market in the year 2000. “Most units are used to process 25 to 50 lbs of resin per hour” according to Mark Haynie, the Dryer Product Manager at Novatech.
 |
||
| The new NovaDrier from Novatech Save Energy by Reducing Compressed Air Consumption |
A typical extrusion plant installation might have 10-20 machines. The 25 lbs. unit requires 5 scfm of inlet air while the 50 lbs. unit requires 12 scfm of compressed air at 100 psig. This means that if the average extrusion plant has 15 machines processing 50 lbs. of resin each, the compressed air requirement is 180 scfm for the drying process.
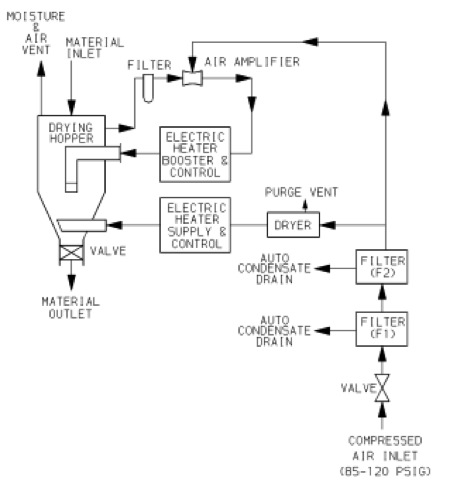
The method of operation of the membrane-type compressed air resin dryer is as follows:
- Saturated (untreated) plant compressed air (at 80-125 psig) is introduced into two coalescing filters and then into the membrane dryer where a -40 F atmospheric dewpoint is achieved
- The air is heated to process temperature
- The heated air is introduced into the bottom of the resin hopper to remove moisture from the resin at the bottom of the dryer (the “hopper” vessel where the resin is).
- The compressed air is expanded to atmospheric pressure. This immediately reduces its’ atmospheric dewpoint by 40 to 50 F.
- The air is then heated to raise its drying capacity.
- The air then passed up through the “resin hopper” and removes the moisture from the resin.
An advantage to this design is the higher potential air quality and the lack of moving parts compared to other technologies. A disadvantage can be the use of higher amounts of compressed air as purge through the membrane dryer.
|
||
| "The new generation uses on average \$30,000 per year less in energy than other membrane-type resin dryers." - Mark Haynie, Novatech |
Enter new technology. The newly patented second generation NovaDrier from Novatec has found a way to reduce the compressed air consumption of the membrane air dryers. “The new generation uses on average \$30,000 per year less in energy than other membrane-type resin dryers”, says Mr. Haynie.
The new generation technology uses the same process as described above but also takes a part of the air stream to pre-dry the resin in the upper part of the hopper. According to Mr. Haynie, the patented recirculation loop is what keeps the compressed air consumption to 1/3 that of traditional membrane resin dryers.
 |
||
| Patented NovaDrier Recirculation Loop Reduces Compressed Air Consumption |
Conclusion
Resin drying is a vital part of plastic molding processes. Without reliable drying, scrap rates of end products can be business-threatening events. Mr. Haynie from Novatech commented, “A customer had a scrap rate of 10% on the car headlights they were manufacturing due to moisture. We were able to reduce that to one quarter of a percent”.
Compressed air resin dryers are an important part of the resin drying market. Recent technological advancements reducing membrane purge air requirements, have made the technology more energy efficient and a much more attractive resin drying option than before.
For more information contact Rod Smith
To read more articles about Compressed Air Treatment Techology please visit www.airbestpractices.com/technology/air-treatment



