The use of high performance boosters to raise low pressure air (100 psig) to high pressure air (500-600 psig) for blow molders is very power efficient and offers good operating performance and reliability when well applied.
Selecting A Booster
How many stages? From a durability standpoint, the booster should be selected to handle the required volume of air (scfm) and raise it to the final discharge pressure (nominal 550 psig) from the nominal inlet pressure (115 psig) with reasonable compression ratios per stage (2.5 to 3.5 ratios per stage).
With the above example the CR (compression ratios) would be:
- Final pressure (550 psia +14.5 psia) = 564.5 psia ÷ Inlet pressure (115 psia + 14.5 psia) = 129.5 psia or 4.36 compression ratio, which is somewhat high using a single stage unit for continuous industrial duty.
- This is about 2.09 compression ratios each in a 2-stage booster (square root of 4.36) and is very conservative and well applied.
Other Considerations: There are other considerations that the booster manufacturer will consider in recommending a unit for this application such as: - Rod load acceptability - Proper valve action and operation - Cooling capability.
What Size Booster-What Basic Layout?
The size selection is dependent on the basic demand profile. For example, apply one primary air compressor for each booster and separate low pressure air compressors to serve the low pressure system -or- put all the low pressure air into one central low pressure supply (headers and receivers) and allow the boosters to pull the air as needed with the remainder of the low pressure air serving the low pressure system.
Dedicated primary air compressors for each booster offers a very safe design as the low pressure air supply will always be there for the booster or both will be off. The booster has very little chance of receiving too low entry pressure entry air with potential damaging results. It probably will not have optimum power efficiency.
Properly installed, a well designed central low pressure compressed air supply collected together offers a great deal of flexibility and ability to optimize both low and high pressure electrical energy operating costs.
Primary low pressure can be selected for performance and suitability rather than have the size limited by the booster inlet capacity. Larger horsepower well applied 3-stage centrifugals will generally be more power efficient than smaller units.
During emergencies, low pressure rental compressors can be tied in without affecting the high pressure air input. Efficient low pressure air supply will also improve the operating efficiency of the low pressure system.
Boosters can be selected on operating performance rather than convenient sizing. The most commonly used boosters for these applications would be 2-stage double-acting, horizontal balance opposed, water-cooled reciprocating compressors.
Booster Size and Efficiency
Usually a larger unit will be more power efficient. For example:
- A typical 150-hp class, 2-stage, 7" & 4" x 74 unit at about 485 rpm will deliver about 648 scfm (.82VE) at 143 BHP, at 600 psig (5.74 scfm/kw).
- A typical 300-hp class, 2-stage, 9" & 6" x 9" unit at 429 rpm will deliver about 1884 scfm at (.90VE) 291 BHP at 600 psig (8.202 scfm/kw).
The larger reciprocating unit has a better VE (Volumetric Ef ciency) and overall is 30% more power ef cient (5.74 scfm/kW ÷ 8.202 scfm/kW). With the exibility of a central low pressure supply the proper booster selection can have a very positive impact.
A single central low pressure supply system requires careful piping and storage design. Be sure there is plenty of supply for both the low and high pressure requirements. All boosters should be equipped with low inlet pressure safety controls.
The table shows the relative efficiency of a 3-stage low pressure centrifugal primary combined with 9" & 6" x 9" booster compared to traditional 4-stage centrifugal and 4-stage double-acting reciprocating unit.
Table 1. Comparison of Primary to Booster and High Pressure Compressor Ratings
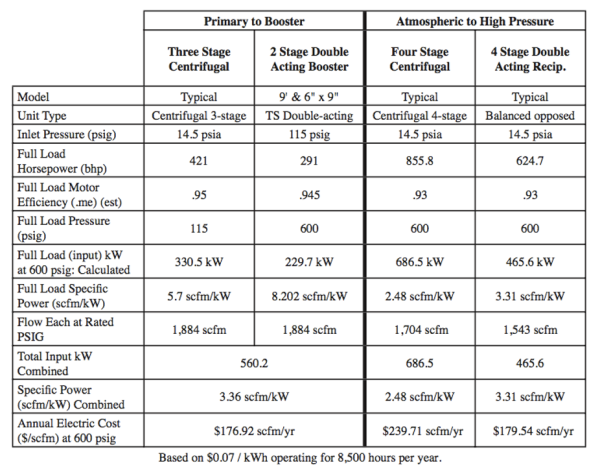
Table 1. Comparison of Primary to Booster and High Pressure Compressor Ratings.
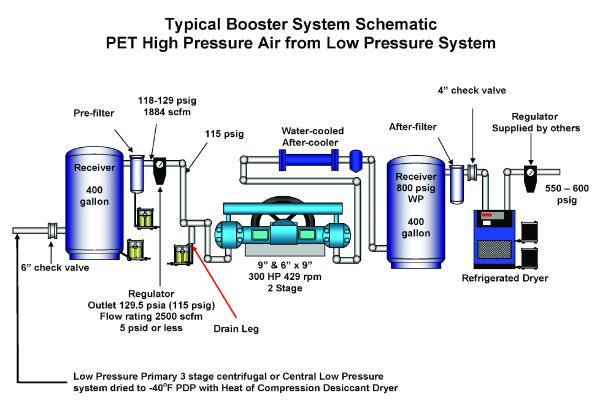
Figure 1. Installation Guidelines for Booster Applications.
Summary
Well applied primary compressor and boosters deliver about the same operational efficiencies ($176.92 scfm/yr) as the 4-stage double acting reciprocating high pressure unit (179.54 scfm/yr). The 4-stage reciprocating unit use 2.55 ratios per stage compared to the 2.09 CR per stage of the booster. Properly applied, both are well within limits. Either of theses units are about 25% more power efficient than a typical 4-stage high pressure centrifugal under the same conditions. The centrifugal offers some other significant benefits in initial cost, projected maintenance cost, and installation cost.
Qualifying this part of the application requires significant investigation. However, a properly selected and applied booster can be an excellent choice as would any of the other options, depending on the installation and maintenance situation.
Installation Guidelines for Booster Applications
Check Valves: A high quality check valve should be installed on the inlet to and the discharge from the booster compressor.
The inlet check valve, which would be installed up stream of a pulsation tank, or receiver tank on the inlet line to the booster, will stop the pulses from entering the main distribution line from the centrifugals and having a negative effect on the controls. It will also protect the main air system from any high pressure “back feed” if there are inlet valve problems with the booster.
The discharge check valve, which should be installed down stream of a pulsation tank or receiver tank, will stop any high pressure air from bleeding back into the booster when the machine unloads. This is an extra precaution, in case of a leaking discharge valve on the booster.
With the inlet check valve upstream of a receiver and the discharge check valve downstream of a receiver, correctly selected valves should not cause any abnormal maintenance problems. The receivers will dampen most of the pulsations going to and coming from the booster compressor.
Inlet (low pressure) check valves (be sure to check with vendor):
- May be designed for 2 psid on 2000 scfm of air at 134.5 psia of pulsating flow
- Discharge (high pressure) check valve
- May be designed for 2.1 psid on 2000 scfm of air at 614.7 psia of pulsating flow
- Materials – as recommended by vendors.
Pulsation Tanks (Receiver Tanks)
The receiver tanks will slow down the air and dampen the pulses of the booster compressor. On a reciprocating compressor, there is about a 10% change in pressure on the inlet and discharge of the unit. This is caused by the inlet air filling the cylinder and by the discharge air leaving the compressor.
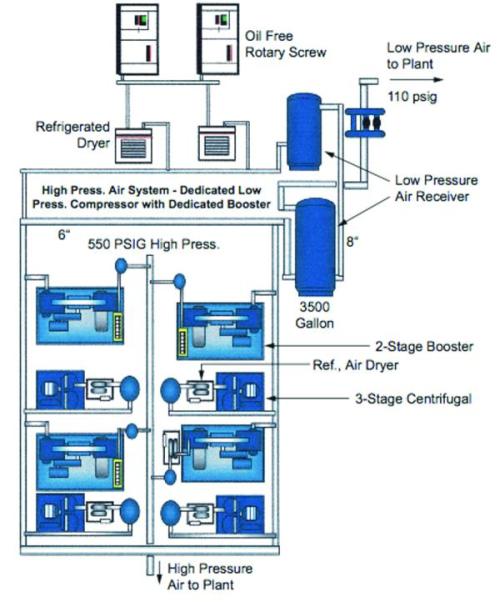
Figure 2. Typical High Pressure System with Dedicated Primary â¨High Pressure Compressor and Separate Compressor for Low.
The receivers allow the pressure changes to occur in them instead of the piping. This is critical on the inlet to the booster, to not allow the pulses to possibly back pressure the centrifugal and cause it to surge. The discharge receiver will allow the regulator to receive a relatively stable flow of air with minimal fluctuations in pressure.
Air Receivers Example
- Inlet (low pressure) – 400-gallon vertical receiver with a 200 psi MWP with a 200 psig rated safety valve – gauge and automatic condensate drain.
- Note: 200 psig is standard in the 400-gallon class receiver and is recommended in case of a back pressure problem.
Discharge (high pressure) – 400-gallon vertical receiver with a 800 psi MWP, with a 800 psi rated safety valve, gauge and appropriate automatic condensate drain â¨(high pressure).
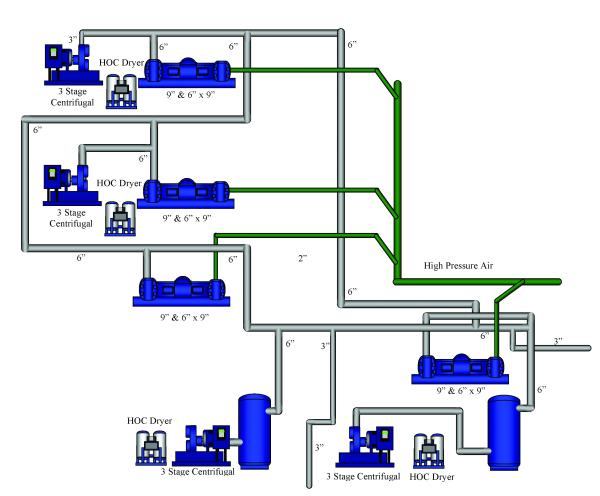
Figure 3. Typical Single Low Pressure Collector Header to Supply the High Pressure Boosters and the Low Pressure Air Demand.
Final Specification
There should be an inlet and discharge regulator installed in the booster system.
The inlet regulator is there to provide a consistent pressure to the booster. If the pressure is too low, it will create too many compression ratios and potentially cause damage. If the inlet pressure is too high, it may cause internal damage to the unit and excessive heat.
This also allows the piping and receivers to create effective storage to handle random spike demands caused by the many pulses per minute in both directions.
The discharge regulator is there to provide a constant pressure to the process. The constant pressure will allow the process to operate more effectively with the regulator in place operation personnel can effectively “dial in” the best pressure in which to operate without changing the settings on the compressor. This regulator may also be installed at or near the process or blow molder rather than near the discharge of the receiver or check valve.
The inlet regulator should be pilot operated. This gives a much finer response time over other types. It may be a rotary vee-notch valve with pilot operated actuator.
Inlet air to the booster should be dry and clean. With centrifugal or oil free rotary screws we usually recommend heat of compression from descent twin tower dryers which will dry the incoming air enough to not require any further drying or cooling of the air delivered to the high pressure systems.
The schematic shows two different high pressure booster installations.
The heat of compression dryer will deliver very dry air (to -40 ÌF PDP) with little or no significant electrical energy use.
NOTE: These schematics are taken from actual compressed air audits performed by Air Power USA. They are not to be construed as recommending particular pipe sizing, receiver sizing and location, etc.
For more information contact Hank van Ormer, Technical Director, or Don van Ormer, Senior Auditor, AP Energy (formerly Air Power USA) at tel: 740.862.4112, Visit https://apenergy.com.
To read similar articles on Plastics Industry please visit https://www.airbestpractices.com/industries/plastics.
Visit our Webinar Archives to listen to expert presentations on Air Compressor Technology at https://www.airbestpractices.com/webinars.



