An experienced compressed air system auditor can suggest a more efficient system configuration
A compressed air system assessment was conducted at a plastics product manufacturing company in Manitoba, Canada, with surprising results. The plant produces 10-foot-wide extruded plastic sheets used in food packaging. The purpose of the assessment was to determine the efficiency of the compressed air production system and look for ways to improve it.
The compressed air production system consisted of three independently controlled air-cooled, lubricated, rotary screw air compressors. It had two 50-horsepower (hp), fixed speed air compressors and one 50-hp, variable speed drive (VSD) air compressor. Together, they had a total rated output of about 580 cfm at 125 psi (8.6 bar). The air compressors operated in a less efficient cascaded pressure band arrangement, causing wide variation in plant pressure. The compressed air was dried and cleaned using heatless desiccant compressed air dryers with dewpoint control and parallel coalescing filters, one set of filters and one dryer per compressor. The desiccant dryers control their purge with a freeze mode that turns off the purge when the associated air compressor is unloaded.
Total effective system storage volume, including piping, was determined to be about 1,600 gallons, a good capacity for a system of this size. Compressed air systems with VSD control do not need huge storage. The plant’s compressed air piping system was a well-sized three-inch loop with little pressure loss.
Non-Traditional VSD Air Compressor Use
The assessment used cellular connected data loggers (Figure 1) to measure and track air compressor power (calculated from amps), plant pressure, compressed air flow and dew point for a period of four weeks.

Figure 1: The data trace showed the VSD air compressor was low on capacity and not running in the traditional lead position. Click to enlarge.
Readings showed the compressed air system ran at fair efficiency (specific power of 28 kW/100 cfm, including dryer purge) during this measurement period. Optimal specific power for compressed air systems of this size running at about 100 psi (7 bar) would be about 18 kW/100 cfm or lower, including optimized compressed air dryers, suggesting an approximate 36% improvement could be gained if air compressor control and efficiency were improved.
Air compressor control was run in a fixed order of preference based on a cascaded pressure switch settings scheme. The VSD air compressor ran as a trim unit in a non-traditional way. The VSD never ran in its variable range, where it is most efficient, but simply loaded and unloaded at minimum speed. Its capacity was found to be much less than rated due to incorrect adjustment (the air compressor should have been running at 88 Hz at full load but was incorrectly limited to 60 Hz). This mismatch in capacity would have created a control gap if traditional control was used, where typically the VSD air compressor was always the lead unit.
Traditionally, VSD air compressor control has the VSD air compressor nested within the pressure bands of the base-loaded, fixed speed air compressors. This ensures the VSD is always the lead unit and never runs unloaded, and the base load stays fully loaded if more than one air compressor is required to satisfy the plant flow. In this case, however, the VSD air compressor was set with its pressure band in the lower position of a traditional cascaded control strategy, which allowed the fixed speed air compressor to load and unload inefficiently during times where only one air compressor was required to satisfy the flow. Due to this incorrect strategy, the VSD air compressor had many hours of unloaded run time when it ran and consumed power, but produced no air.
Data logging showed low air compressor system efficiency due to the undesirable VSD air compressor placement and the use of old, less efficient air compressors as base units (Figure 2 and Figure 3). Measurements also showed the total combined capacity of the existing air compressors was not enough to hold adequate plant pressure during peak demands of 510 cfm if one compressor was out of service, resulting in low pressure.
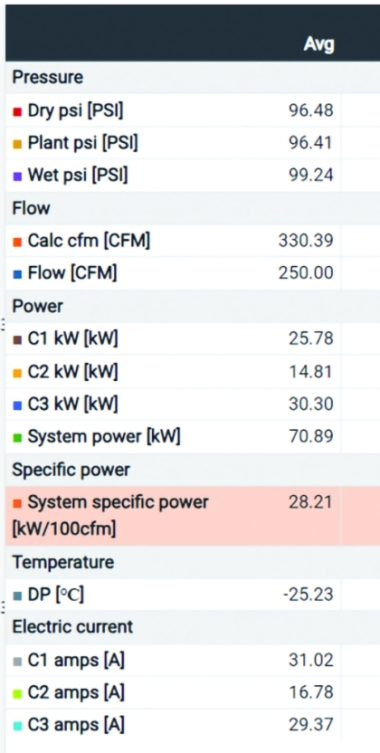
Figure 2: The data logger software tracked key parameters. The air compressors produced a flow of 330 cfm, however the actual measured demand was 250 cfm. The difference led to excessive compressed air dryer purge.
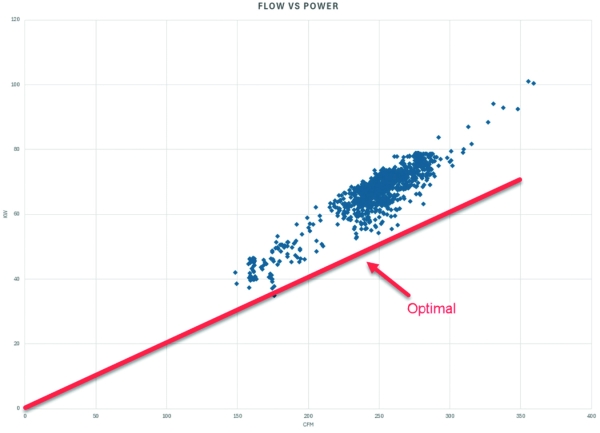
Figure 3: A flow vs power plot showed good power turndown, but operation was less than optimal due to older, less efficient air compressors and an incorrect control strategy. Click to enlarge.
Improvements to supply side system efficiency and lower compressed air operating costs can be achieved if a more efficient and properly sized VSD air compressor is installed to replace the existing VSD. Calculations show a properly sized VSD air compressor could eliminate the control gap and run alone 98% of the time.
Desiccant Dryer Issues and Inappropriate Uses
The dewpoint-controlled heatless desiccant compressed air dryers halted purge operations whenever their associated air compressors were off. There appeared to be higher than normal purge flow and poor dewpoint (Figure 4) produced by one of the desiccant dryers. This desiccant dryer was found to have a leak between towers, allowing wet air to enter the side being purged. A second desiccant dryer produced poor dewpoint when first turned on because of the way it was controlled during peak demands (it purged for only a few minutes when a third air compressor loaded).
Savings can be gained if the desiccant compressed air dryers are replaced with a properly sized cycling refrigerated compressed air dryer. A similar plastics line at the plant uses this type of compressed air dryer.
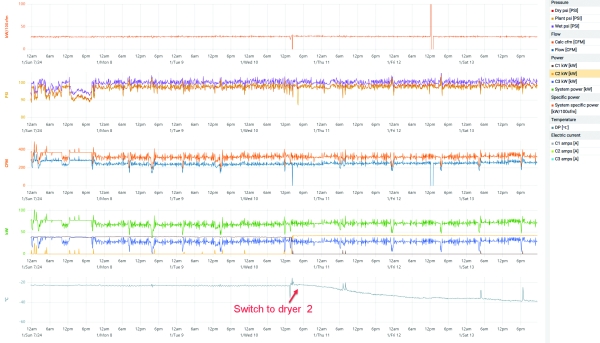
Figure 4: The main desiccant compressed air dryer had a leak between its towers resulting in poor dewpoint. This reading shows the drop in dewpoint when the healthy dryer started up. Click to enlarge.
Inappropriate uses were found that should be reduced or converted to more efficient energy sources:
- A compressed air demand called “pinning” uses 14 psi (1 bar) compressed air that is regulated down from 100 psi (7 bar). However, other lines at the plant perform the same work with no compressed air.
- Vacuum pumps in the plant use compressed air pulse cleaning for their inlet filters. This cleaning is uncontrolled and operates even when the vacuum pumps aren’t running.
- A small number of leaks were detected (Figure 5).

Figure 5: An acoustical imager uncovered leaks, such as this one in the compressed air dryer enclosure.
Estimates based on the captured data show 567,000 kWh costing \$23,375 per year, while feeding an average of 240 cfm to the plant. (All monetary figures converted to USD using the current exchange rate at the time of publishing.)
Estimated savings for upgrading the VSD air compressor to higher efficiency and higher capacity, converting failing desiccant compressed air dryers to cycling refrigerated compressed air dryers and reducing wasted demand total \$9,160 per year, resulting in 39% lower energy use.
|
About the Author Ron Marshall is a seasoned compressed air expert and the Chief Auditor at Marshall Compressed Air Consulting. With extensive experience conducting air system assessments, Marshall specializes in optimizing air compressor efficiency and reducing energy consumption. He is a Certified Engineering Technologist (C.E.T.), Certified Industrial Manager (C.I.M.) and Certified Compressed Air System Specialist, contributing valuable insights through his training sessions and writings on compressed air topics. His expertise and practical solutions have made him a trusted authority in the field of industrial compressed air systems. For more information, visit https://www.compressedairaudit.com. |
 |
To read articles on Compressed Air System Assessments, visit https://www.airbestpractices.com/system-assessments.
For expert presentations, visit our Webinar Archive Section dedicated to Air Compressor Technology at https://www.airbestpractices.com/webinars.



