As many well know, system measurement is essential to ensuring a compressed air system is running efficiently and effectively, with good air quality and adequate pressure. This is also well understood by a multi-national food company (name has been withheld to protect the innocent) who started a focused effort to measure and improve their compressed air systems in their many processing plants worldwide.
Typically the savings potential in studying compressed air systems falls in the 10 to 30 percent range, but every once and a while some higher percentage potential savings are seen on systems that are extremely inefficient due to unique problems. This article focuses on one such system audit, initiated as a result of this worldwide effort, that had very poor efficiency due to compressor control problems, lack of storage and high leakage waste.
Background
The facility studied was a small food processing and packaging plant. The air compressor capacity consists of two 25 hp air-cooled lubricated screw compressors with dedicated refrigerated air dryers. Storage capacity was 80 gallons in the compressor room, with 80 gallons located at the far end of the system in the plant (ineffectively installed with small tubing connection). A system of eight oversized parallel filters acts to remove the compressor lubricant from the compressed air before it enters the plant.
Initial observation was that the system was intended to have one main compressor and one fully redundant back-up, however, it appeared that both compressors were running the majority of the time. The following table shows the operating hours of both units, both at the time of initial site inspection and two weeks later:

Table 1: Operating Profile looked suspect based on percent load.
Both the lifetime operating hours, and the hour differential between the two observations, showed that the compressors were spending significant hours running unloaded, in particular unit 1 with only 1 percent loaded hours. These readings suggested there could be significant wasted unloaded power consumption, so further work was done to measure a baseline.
Measuring instruments were installed to measure pressure at the compressor discharge, after the filters and dryers, and in the plant production area. Power meters were installed on each compressor. Air dryers were measured with a hand held power meter and it was found they had a constant load, showing they were non-cycling units, consuming power even when the associated air compressor was off.
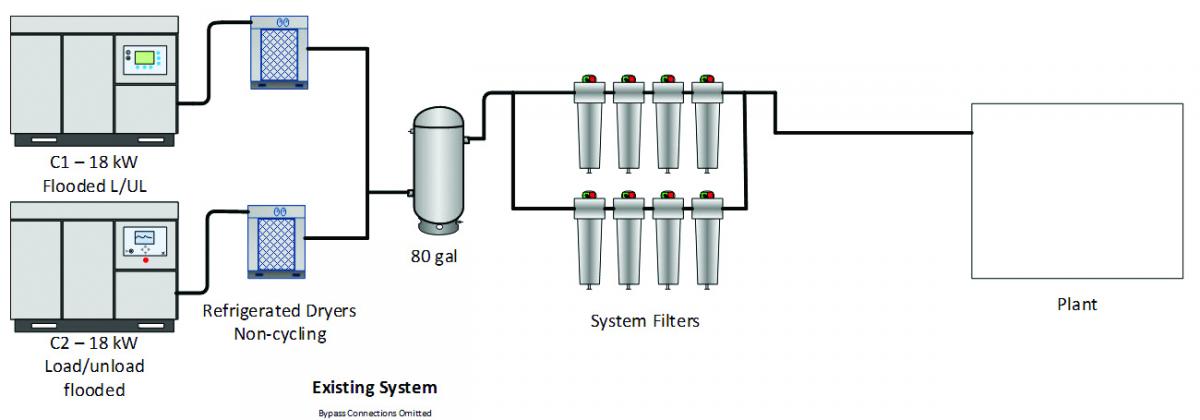
Figure 1: System configuration set up with one main and one standby intended.
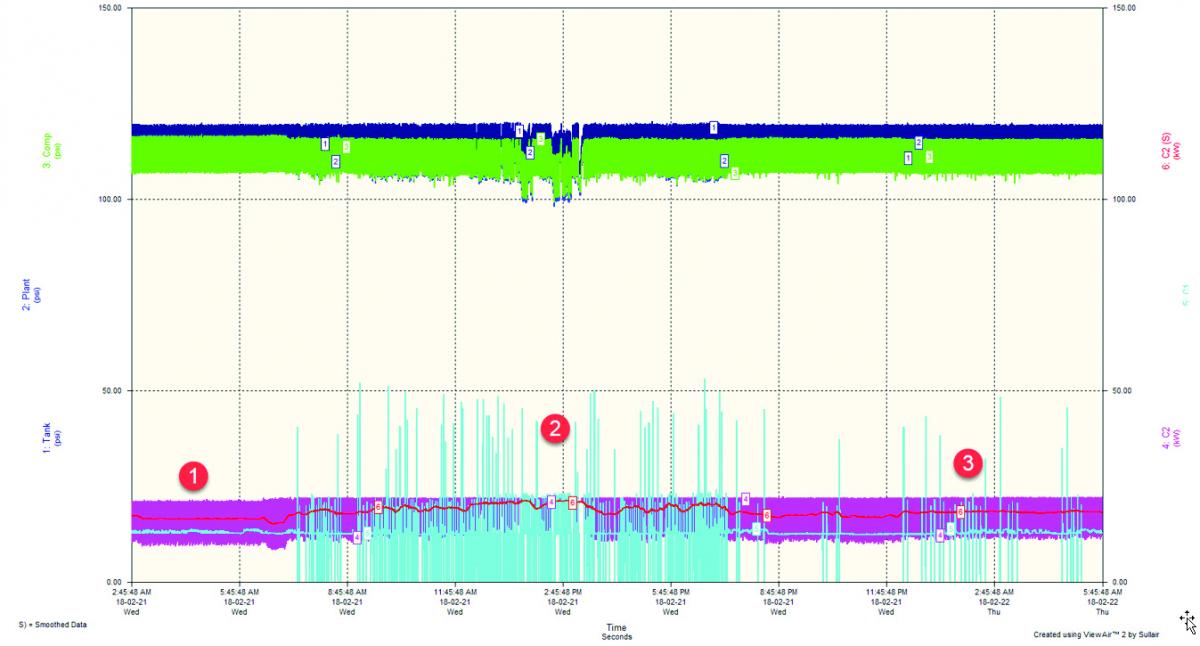
Figure 2: Typical daily profile shows problems with compressor control. Click here to enlarge.
Figure 2 shows a typical daily operating profile captured by the data loggers. At point 1 we can see that during nighttime non-production hours both compressors are running constantly with only one loaded. Point 2 shows, during production hours, the loading on the main compressor reaches near 100 percent at times, with the second compressor starting and stopping, never staying loaded for more than a few seconds. Closer analysis of the standby compressor duty (Figure 3) shows that the second compressor loads only for very brief periods during this time span, and that the compressors are fighting for control within this period, this shows poor pressure settings coordination and reveals the problems brought on by lack of adequate control storage receiver volume.
Figure 3: Compressor profile during production shift showed the compressors fighting for control. Click here to enlarge.
The data also showed that the unloaded power consumption of the compressors was much higher than the rated 25 percent, with actual consumption at 54% and 42% respectively for the two units. This meant that the wasteful unloaded hours consumed quite bit of extra power.
The data showed that the peak production demand was slightly more than one compressor could handle, requiring a second compressor to maintain pressure. This was at odds with the desire to have 100% redundant back-up capacity.
The system was found to have the following baseline readings:
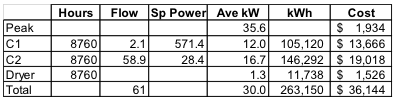
Table 2: Baseline readings.
As can be seen, the specific power of unit 1 was an eyepopping 571 kW/100 cfm, extremely poor compared to an optimum value of about 22 kW/100 cfm for an efficiently running compressor.
The general assessment of the system was that there was poor efficiency in the production of compressed air due to the lag compressor (C1) running unloaded most of the time. This unloaded run time was caused by a lack of storage receiver capacity in the compressor room, causing an internal control algorithm to keep the lag compressor running unnecessarily. The compressors run in load/unload mode which limits the efficiency of the compressors at lighter loads compared to more efficient VSD or start/stop operation.
Safe Quality Food Standard: 5 Compressed Air Criteria - Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Lack of Storage Affects Efficiency
The existing compressors have only 160 gallons of storage receiver capacity with which to work. Only 80 gallons of capacity is located in the compressor room, on the dry side of the air dryers. This deficit causes the compressors to cycle at a high frequency, about one cycle every 40 seconds. The effectiveness of this receiver capacity is limited by a 4 psi pressure differential across the air dryers and about 2 psi pressure differential across the system filters. This means the compressors are operating “as if” only 120 gallons are attached to the unit. Typical recommended effective storage volumes for compressors with 105 cfm output would be between 500 and 1,000 gallons, this would give compressor cycle times of about 240 seconds (4 minutes), which would reduce the compressor power consumption substantially and better stabilize pressure during peak demands.
This lack of storage capacity also causes another problem with the rotary screw air compressors due to an internal algorithm that tracks the slope of the pressure decay during the compressor cycles. If the decay is fast, the compressor control will start the compressor in anticipation that it will be needed by the time the pressure reaches the unload pressure setting. Reduced storage capacity allows a fast slope even in normal load/unload operation, tricking the compressor into starting, even though a second running compressor is not necessary. For this reason compressor 1 runs most of the time unloaded (93 percent of the time through the measurement period, only 2 percent loaded). And since C1 has higher than normal unloaded power consumption (54% of full load) the unloaded run time wastes considerable power. If substantial storage is added, and the compressor pressure bands coordinated, an excellent saving could be gained using the existing compressors (with adjusted unload kW). This measure will reduce the operating hours of the second compressor to almost zero, saving maintenance costs.
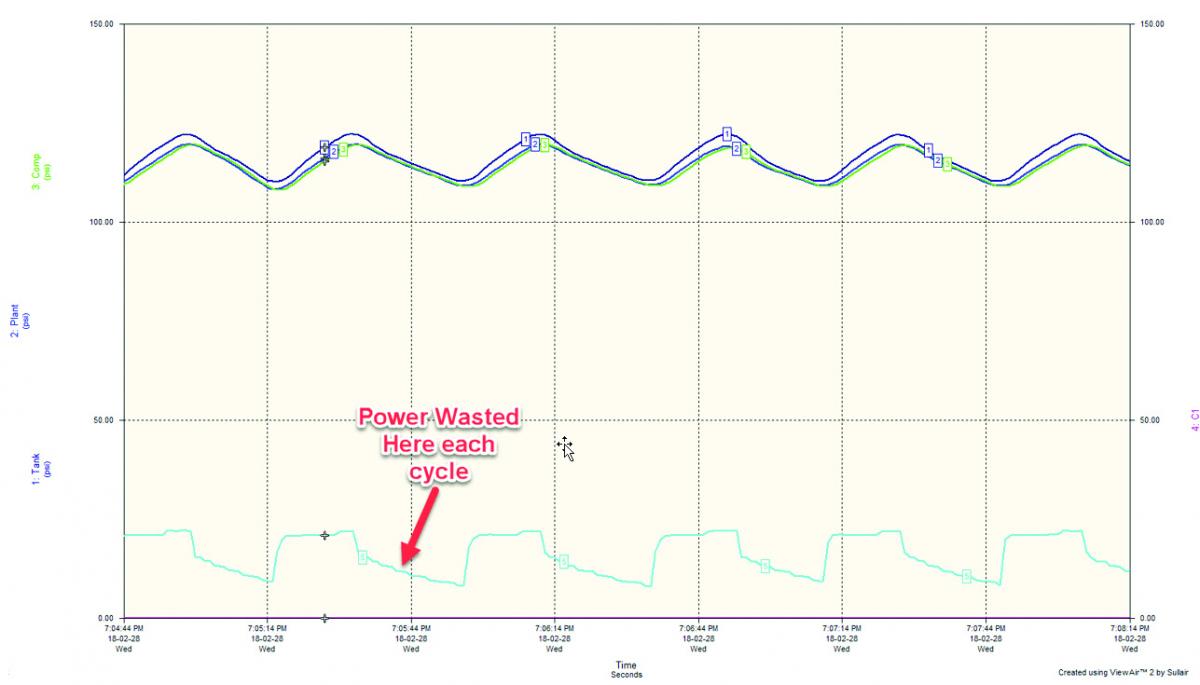
Figure 4: Compressor power profile shows slow unloading periods. Click here to enlarge.
Figure 4 shows the power profile of C2 when it is operating alone (C1 turned off). As can be seen, when the compressor unloads it takes a significant amount of time for the power to fall to a minimum level. The more cycles per minute, the more power waste. Adding storage, and setting the system up so the second compressor will not normally run, will save power.
Leakage Testing
Leakage testing with an ultrasonic detector was done and 20 significant leaks were identified consuming about 38 cfm. Based on the compressor duty cycles, the leakage calculates to about 62 percent of average compressed air production. The majority of the leakage locations were found to be on push lock fittings on pneumatic tubing connections and on leaky filter drains.
Based on the observations it appears about 20 cfm or so of the leaks could easily be repaired. Reducing the leakage would bring peak plant flow down to within the capacity of one compressor, giving redundant back-up. This plant had no leakage repair program and no way to easily measure leakage. The auditor has recommended installing an inexpensive thermal mass flow meter for use in determining non-productive load. It is recommended the plant choose a maximum allowable leakage rate, with leakage detection and repair initiated any time the leaks exceed the desired level.
Inappropriate End Uses
While doing the leakage survey some potentially inappropriate end uses were found:
- Compressed air was being used to provide a slight positive pressure of about 20 psi on a seal in a production machine.
- Large compressed air operated diaphragm pumps had been installed in a sewage treatment area. These pumps had the capacity to consume 60 percent of the capacity of one 25 hp compressor when they run (normally off).
- Air agitation was installed to help mix sewage sludge in a vessel. Each of these agitation nozzles, if allowed to operate at full flow, has the potential to consume most of the output of one compressor.

Figure 5: Air agitation of a sewage treatment vessel is a potentially inappropriate end use.
Compressor Cooling Issues
During site observations thermal readings were taken in the compressor room. These readings were done during times when the ambient cooling air was near 70 degrees F, yet the compressed air produced by the compressors was at or near 100 F, even at light loading. The cooling air was being heated by incomplete ducting above each compressor. Hot air spilled out of a gap in the ducting and was sucked in the cooling air intake of both the compressors and dryers, causing excessively hot discharge air. This air heavily loaded the air dryers causing higher than desired compressed air dew point. It should be noted that both compressors had internal air dryers, but these had failed in the past, perhaps due to excessive cooling air temperatures.

Figure 6: The lack of continuous ducting (left) allows hot air to spill into the cooling intake of both the compressors (thermograph right) and dryers causing overheating. This becomes obvious when looked at with a thermal camera.
Recommended Efficiency Measures
Based on the compressor profile a projected base case was calculated for various efficiency options. This is done by using compressor CAGI data. Four optional compressor types are summarized below:
- Use the existing compressors, add storage capacity, repair unloading circuitry, estimated savings 37%,
- Install new VSD compressor and some smaller additional storage, savings 54%
- Install VSD oil free compressor and some smaller storage, savings 41%,
- Install water lubricated compressor and small storage. Savings 54%.
Some additional recommendations would save more power:
- Reduce the compressor discharge pressure to an average of 100 psi, about 2 percent savings,
- Modify compressor ventilation, gaining improved reliability and air quality,
- Install airless drains instead of timer drains, about 1% savings,
- Repair 20 cfm in leakage, about 10 percent savings,
- Install cycling dryers so the dryer consumes minimum power when the associated compressor is off, about 4 percent savings.
Based on the various options the potential savings for this project, depending on the items chosen, would save between 37% and 74%. The potential financial savings gained could be up to \$27,000 per year in reduced power costs.
Part of the costs for this study were funding by the local power utility. Further to this, the utility is prepared to fund the project as high as \$19,000 to pay for new equipment.
Conclusion
The results of this study show that this system was extremely inefficient and that there were high levels of waste. The plant personnel had no idea that their system was running so poorly until someone measured it. It should be noted that a sharp eyed service technician could have noticed the system was running poorly simply by calculating the loaded versus run time ratio when they did the regular maintenance on the units. Unfortunately, these service technicians were not sharped eyed and simply did their normal maintenance on a compressor that was running unnecessarily without consideration of the cost to the customer.
The plant is currently considering their options for system upgrade, starting with leakage reduction. Time will tell if they will be able to get their compressors under control.
For more information contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read more System Assessment articles please visit www.airbestpractices.com/system-assessments.



