At the beginning of the 20th century, biological wastewater treatment — more specifically, the activated sludge process — was developed and became widely accepted as the treatment method for municipal wastewater, helping to protect our lakes and rivers from pollutants and support public health. In 1947, the Committee on Development of Uniform Standards for Sewage Works was created by the group known as the Great Lakes – Upper Mississippi River Board of State and Provincial Public Health and Environment Managers. This committee prepared wastewater treatment facility design standards which were first published in 1951.
These standards were intended (1) to define parameters for reviewing authorities to use in evaluations of wastewater treatment facility plans and specifications and (2) to reasonably establish uniformity among the Great Lakes – Upper Mississippi River Board’s members, which included U.S. states and Canadian provinces. Over the years, additional U.S. states have adopted guidelines based on these original standards.
Throughout the following decades, the standards — commonly referred to as Ten State Standards —were revised and updated with conventional municipal wastewater treatment facilities in mind.
Figure 1: Ten State Standards.
The Ten State Standards cover a wide range of topics, from wastewater treatment facility engineering reports and facility plans to actual wastewater treatment processes such as flow equalization, activated sludge, and sludge storage. They also define criteria for aeration or mixing equipment for these processes.
Ten State Standards Limitations
Since reviewing authorities have adopted Ten State Standards or similar standards as the basis for evaluating or approving wastewater treatment facility plans and specifications, consulting engineers typically develop equipment designs around the same standards to minimize rejection of their plans and specifications.
As an example, standard design criteria for flow equalization basins states that aeration or mechanical equipment should be provided to maintain adequate mixing. Aeration equipment should be sufficient to maintain a minimum of 1 mg/l of dissolved oxygen in the basin’s contents, and air supply rates should be a minimum of 1.25 cfm per 1000 gallons of storage capacity. This equates to approximately 0.5 horsepower per 1000 ft3 of tank volume.
In another example, standard design criteria states that mixing equipment should be designed to provide vigorous agitation within the tank, maintain solids in suspension, and provide a homogeneous mixture. Mixing may be accomplished either by diffused air or mechanical mixers. If diffused aeration is used, an air supply of 30 cfm per 1000 ft3 of mixing tank volume should be provided, requiring an energy input of approximately 1.5 horsepower per 1000 ft3 of tank volume.
In both examples, broad generalizations are made regarding the process and equipment design requirements. Moreover, the focus is on one type of technology, diffused aeration, without any reference to alternative technologies. Seemingly, the standards dictate that all applications should be treated the same regardless of site-specific requirements. This limited perspective leads design engineers to follow the guidelines without consideration of alternative technologies that may be more energy efficient, lower maintenance, or generally in the best interest of the end user.
The Ten State Standards’ board acknowledges that it is not possible to cover innovative processes and equipment in the design criteria. However, their policy is to encourage, rather than obstruct, the development of new processes and equipment.
Diffused Aeration
Aeration represents one of the most energy intensive operations in municipal wastewater treatment, accounting for 50-90% of a treatment facility’s total energy costs. In a typical diffused aeration application, air is delivered by aeration blowers (positive displacement or multistage centrifugal) through a diffused aeration system (fine or coarse bubble) which shears the air into relatively small bubbles. The small bubbles provide both the transfer of oxygen needed for treatment and complete mixing of the tank’s contents, keeping the microorganisms or solids suspended.
The primary uses of aeration in wastewater treatment are in pre-aeration tanks, activated sludge bioreactors, aerobic digestors, and post-aeration tanks, where the function of the diffused aeration system is to satisfy the oxygen demand for biological treatment. In some instances, the application is mixing limited, whereby the air serves as a gas for mixing processes in, for example, flow equalization basins or sludge holding tanks.
Utilizing diffused aeration to transfer oxygen capitalizes on the strength of the technology — this is what the technology does best. Though diffused aeration can also mix effectively, it does so at relatively high energy cost and is therefore not the best technology for a mixing limited application. When using diffused aeration, a mixing limited application design generally results in the following issues:
- Excess aeration, resulting in high energy consumption.
- Diffuser fouling and plugging, resulting in high maintenance costs and downtime.
- Hair accumulation and ragging, resulting in labor costs and manpower.
- High air volume, resulting in high air handling requirements for odor control.
A Different Approach
We have all heard the phrase, “Use the right tool for the job.” In the case of mixing limited applications, engineers should not blindly follow criteria standards that treat all applications the same. Thoughtful project designers will ask themselves: Why would you aerate when mixing is the goal? The engineers at EnviroMix have answered that question with the BioMix Compressed Gas Mixing System.
Compressed gas mixing (CGM) provides uniform mixing of tank contents by firing programmed, short-duration bursts of compressed air through engineered nozzles located near the tank floor. The mixing parameters may be adjusted to optimize mixing and power utilization, either through operator input or automated process feedback.
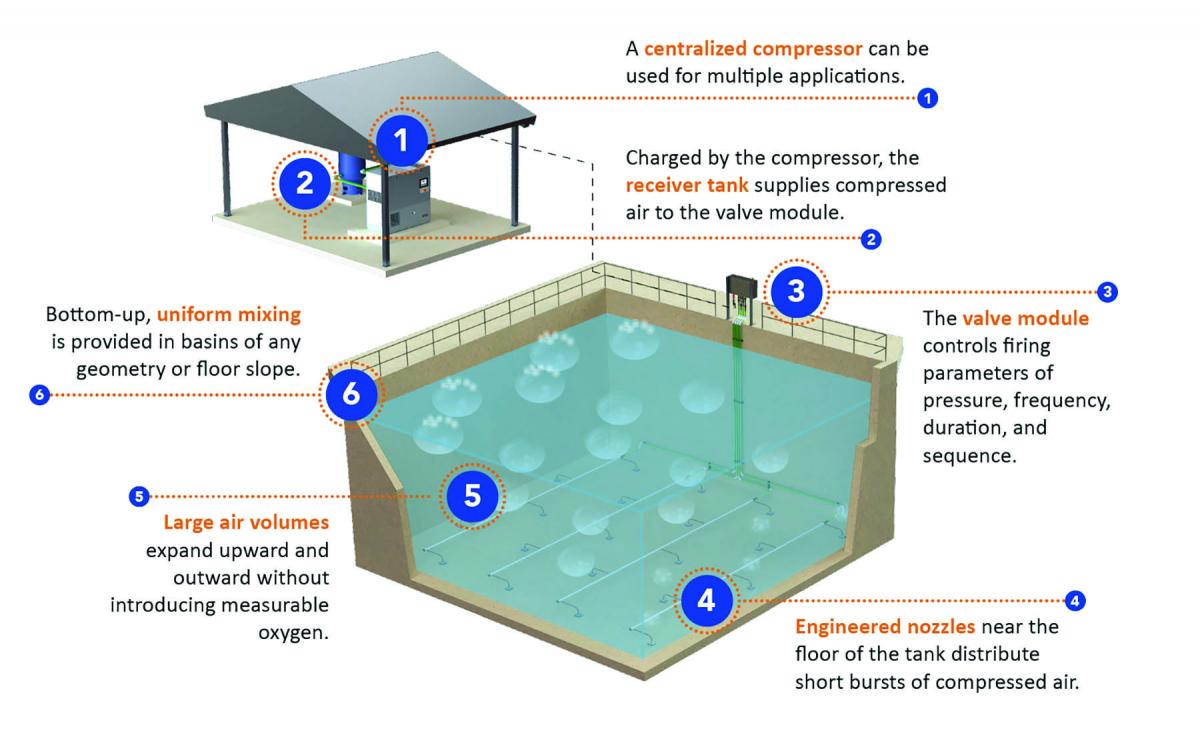
Figure 2: How compressed gas mixing works.
All in-tank components of a CGM system are maintenance free, non-clogging, and self-cleaning. Systems require minimal maintenance of out-of-tank components (compressors, receivers, and air control valves) in controlled environments. Electrical requirements are limited to the power needed to operate the air compressor and the valve modules.
The adjustable firing parameters (pressure, sequence, duration, and frequency) enable ideal mixed conditions without deposition. The system provides complete mixing with proven negligible oxygen transfer. CGM easily integrates with aeration equipment for swing zone applications, and the technology is able to operate concurrent with or independent from aeration for optimized process conditions.
CGM systems provide significant power savings compared to mechanical mixers by uniformly distributing mixing energy across the basin floor rather than directing it outward from a localized point in the tank. Multiple studies have documented a 60% or greater reduction in power usage versus mechanical mixers and even more versus diffused air mixing. Mechanical mixers require at least one unit per basin, while one BioMix compressor may be used to mix dozens of tanks.
Leveraging common compressors and controls, CGM systems are able to accommodate multiple applications. The system is able to mix through a range of operating depths. CGM nozzles and headers are compatible with any tank geometry or configuration, and circular headers conform to the slope of the tank floor, eliminating “dead spots.” The technology is able to uniformly mix sludge at concentrations up to 8% solids.
While conventional solutions require diffusers, blowers, motive pumps, impellers, and more, CGM utilizes a centralized compressor system that minimizes maintenance and maximizes energy efficiency.
Case Study: Manatee County, FL
Just south of Tampa, Manatee County is located on the western coast of Florida and is part of the North Port-Sarasota-Bradenton metropolitan area. The county operates three regional wastewater treatment plants that offer reclaimed water for irrigation to farms, golf courses, and private residences in the region.
In 2017, the county upgraded the 7.5 million gallon per day North Regional Water Reclamation Facility (NRWRF) located in Palmetto, Florida. Utilizing a BioMix CGM system, treatment was improved through the construction of three 1-million-gallon influent flow equalization tanks.
In the equalization tank system, return activated sludge is introduced to provide odor control and to facilitate anaerobic selector operation, thereby enhancing biological phosphorus removal. The BioMix system provides efficient mixing without the introduction of measurable oxygen, ensuring optimal anaerobic conditions for biological nutrient removal (BNR). Equalization of flow and loading to the treatment process ensures consistent and efficient nutrient removal, and it guarantees the supply of reclaimed water for reuse.

Figure 3: Short-duration bursts of compressed air mix an area of the tank 2-3 times per minute.
In any treatment process, consistency of flow and loading provide the optimal conditions for treatment efficiency. Through the implementation of the flow equalization tanks and CGM system, NRWRF is able to process wastewater more efficiently and at a higher quality.
The system utilizes two 30 horsepower compressors (one duty and one standby) to provide the mixing energy for all three equalization tanks. This is an energy consumption of 0.07 hp per 1000 ft3 of tank volume. A traditional diffused aeration mixing system would require ten times the horsepower to provide equivalent mixing, or 300 horsepower blowers.

Figure 4: Compressors under a canopy meet the process mixing air demands of the BioMix system for all three equalization tanks.
A local control panel at each tank controls the mixing air from the compressor system and distributes it uniformly to each tank as necessary. Optimal mixing energy for each tank is automatically adjusted for the range of depth operation, ranging from a few feet of liquid depth to a maximum of 23 feet.

Figure 5: Local control panels distribute the optimal mixing energy.
Manatee County selected CGM based on its lowest total cost of ownership versus mechanical and diffused air mixing technologies. Use of the CGM system in lieu of conventional diffused air mixing has resulted in annual energy cost savings of over \$150,000 for NRWRF. The system also eases the maintenance burden for the facility and offers a high level of flexibility. Thanks to the efficiency of the CGM system, the facility’s O&M costs will be reduced by 90% versus conventional diffused air mixing. BioMix will save Manatee County millions of dollars over the life the system.
Case Study: Broomfield, CO
Broomfield is a consolidated city and county located approximately 20 miles northwest of Denver, Colorado. Broomfield provides services to an estimated population of 70,000, including the treatment of wastewater which is discharged to Big Dry Creek or diverted to the reclaimed treatment process, making it suitable for reuse in irrigation.
As part of the treatment process, the 12 million gallon per day Broomfield Wastewater Reclamation Facility (WRF) thickens waste activated sludge (WAS) and primary sludge to 6% prior to anaerobic digestion. Before being sent to centrifuges for dewatering and recycling of the biosolids through land application, the thickened anaerobically digested sludge is transferred to two concrete sludge holding tanks. Both round tanks were originally constructed in the 1950s as primary clarifiers, converted to sludge holding tanks in the 1980s, and retrofit with diffused air mixing in the late 2000s.
Focused on the goals of reducing energy consumption, improving mixing, and reducing maintenance, the plant upgraded the mixing equipment in the thickened sludge holding tanks in 2020. The plant selected EnviroMix’s BioMix CGM system for the project, enabling them to meet all three goals. With zero in-tank maintenance, the system provides homogenous, energy efficient mixing while saving the plant approximately \$10,000 annually.
The previously used coarse bubble aeration system relied on positive displacement aeration blowers. The new CGM system consists of two 20 horsepower rotary screw compressors (one duty and one standby), an automated valve control panel, and concentric rings of nozzle headers. The total power required for BioMix to achieve homogenous mixing of 6% sludge in this application is approximately 15 horsepower, representing energy savings of more than 50%.

Figure 6: Low-maintenance compressor system matches mixing air demand with duty and standby configuration.
The amount of hair, rags, and other stringy material that winds up in the sludge fouled the previous aerated mixing system, resulting in high maintenance requirements and poor mixing effectiveness. The tanks are also covered, resulting in confined space safety requirements to perform maintenance. The BioMix system has only non-clogging, self-cleaning components in tank. With no mechanical or electrical components in the sludge, maintenance demands are minimized.
Additionally, the Broomfield tanks have sloped floors and a cone bottom. The previous aeration system was unable to suspend solids at the bottom of the tank due to the significant dead space beneath the aeration system. The circular headers of the BioMix system easily conform to the slope of the floor, eliminating “dead spots.”

Figure 7: Concentric rings of nozzle headers uniformly mix the basin contents from the bottom up.
A New, Innovative Standard
The Ten State Standards provides essential guidelines that enable uniformity in wastewater treatment across the country, protecting the environment and public health. But as innovative technologies are developed, engineers in the industry will naturally gravitate toward using the right tool for the job.
Selecting the right technology for mixing limited applications can save significant amounts of time and money, while ensuring process performance is met. Upgrading from diffused air mixing to an innovative technology like EnviroMix’s BioMix CGM system allows plants to experience:
- Energy efficiency – typical energy savings of 60% or more versus diffused air mixing.
- Straightforward operation – zero in-tank moving parts requiring maintenance.
- Process optimization – efficient mixing without the introduction of measurable oxygen and the ability to mix thickened sludge without plugging.
- Unparalleled flexibility – variable mixing intensity based on operating depth and ability to mix at any liquid depth.
About the Author
David Lauer, P.E., is Vice President of Marketing and Business Development for EnviroMix. He is an accomplished sales manager with more than 30 years of technical product sales experience in the wastewater treatment equipment market. David received an M.B.A. from Marquette University and a B.S. in environmental engineering from Michigan Technological University, and he is a Registered Professional Engineer in the State of Wisconsin.
About EnviroMix
Headquartered in Charleston, South Carolina, EnviroMix designs and manufactures treatment systems for municipalities and industrial facilities to dramatically reduce energy costs and help meet nutrient removal limits. Utilizing patented and proprietary technology, EnviroMix provides complete mixing systems, process controls, and energy management solutions to enhance plant performance in the water and wastewater markets. For additional information please visit www.enviro-mix.com.
To read similar Wastewater Industry articles visit www.airbestpractices.com/industries/wastewater or https://www.blowervacuumbestpractices.com/industries/wastewater.
Visit our Webinar Archives to listen to expert presentations on Aeration Systems at https://www.blowervacuumbestpractices.com/magazine/webinars.



