
Attendance at Compressed Air Challenge’s Fundamentals of Compressed Air Systems seminar sponsored by SaskPower, the provincial owned power utility in Saskatchewan, proved fruitful for Jayson Koroll, the Senior Engineer at Mitsubishi Hitachi Power Systems Canada Ltd (MHPSC), located in the City of Saskatoon. The information presented at the seminar provided enough inspiration and guidance to allow MHPSC to gain significant savings in combining two separate compressed air systems into one. In addition to this, the measurements he took identified a VSD controlled compressor that was incorrectly adjusted, previously unknown, causing very inefficient compressor operation.

Figure 1: The MHPSC facility specializes in handling large pieces for the power generation industry.
Background
MHPSC Canada is a large facility specializing in machining and manufacturing large pieces for power generation (gas turbines, large hydro, wind) and deep sea oil and gas operations. Smaller machining and manufacturing are also done in the facility, as well as welding and piping fabrication.
The facility runs with 740 hp of total compressor capacity arranged in five separate systems:
- Small Machine Shop Supply : 100hp VFD
- Large Machine Shop Supply: 40 hp
- Large Welding Shop Supply: 100hp VFD
- Blast Booth Supply (2 x No 8 nozzles): 150hp
- Cone Blast Supply (4 x No 8 nozzles): 350 hp
After attending the CAC session, MHPSC purchased flow meters for two systems, the Large and Small Machine Shops, to measure the total compressed air production. Since the two systems have piping that is physically close together, it was felt that there was an opportunity to tie the two systems together to save energy. The readings showed that the compressed air demand was indeed low enough in the two systems to enable a 100 hp VFD compressor to feed the combined systems.
Before this could take place some piping modifications were required. Budget shortfalls were delaying the project until the compressor in the Small Machine Shop unexpectedly failed and was taken out of service. On an emergency basis some temporary piping was run to connect the two systems. This piping has not yet been removed and the systems continue to run successfully as a combined system fed by one compressor. Power meters were installed on the Large Machine Shop compressor both before and after the change and confirmed that combining the two systems saved over \$14,400 per year in energy costs. These savings were largely due to lower pressure operation and reduction in unloaded run time for a 40 hp fixed speed compressor. Adding load to the VFD compressor cause the unit to run in a more efficient part of its curve, saving additional power.
During the power measurement the power versus flow curve was plotted by the Senior Engineer and compared to the CAGI curves for the VFD compressor. The baseline readings showed that the compressor was operating inefficiently due to an internal adjustment problem. Some internal adjustments were allowing the compressor to run in modulation at low loads, rather than running the unit in more efficient start/stop mode at loads below minimum speed. This mis-adjustment meant that the compressor was producing air at a specific power of as high as 60 kW per 100 cfm where normal is about 24 cfm per 100. It should be noted that the testing was done at site, based on test metering and operating conditions not conforming to CAGI test standards so some differences from specified values should be expected.
The compressor supplier was contacted and they offered to adjust the compressor so that normal operation could be gained. It is felt that these adjustment will bring the unit more in line with the original specifications, saving even more power costs.
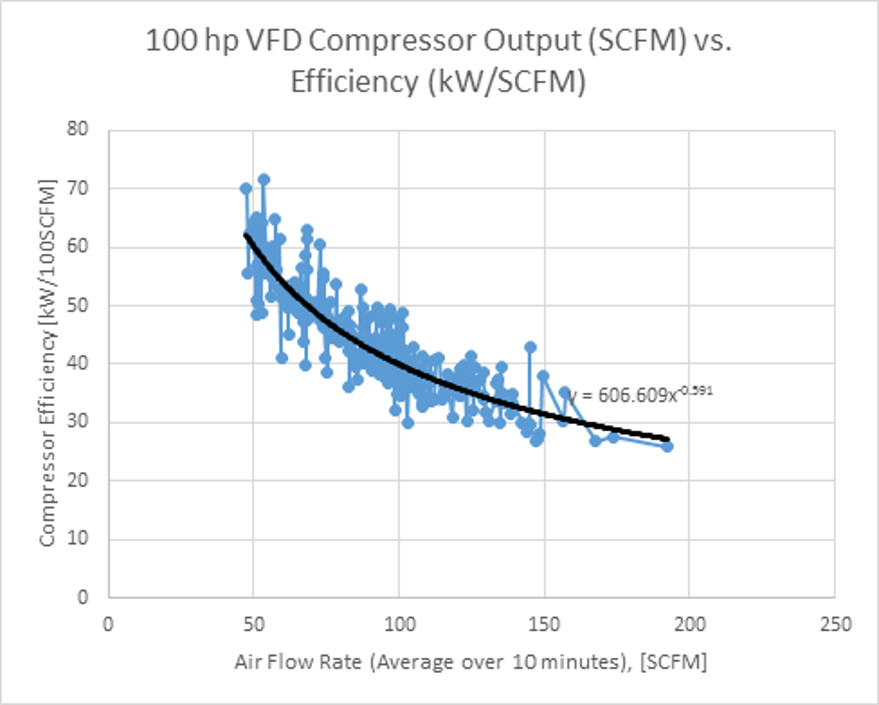
Figure 2: Internal adjustment problems caused this VFD controlled compressor to run inefficiently until adjustments were made.
The following are interview questions answered by Jayson Koroll, from Mitsubishi Hitachi Power Systems Canada Ltd (MHPSC):
Q: What is your position and responsibility at your company?
A: Interim Maintenance Manager and Senior Engineer Production Technology
Q: Can you provide a general description of what your company does at your facility and some general facts to describe?
A: Various functions:
- Large Machining: Gas Turbine Casings, Large Hydro Parts, Large Valves and Valve Rings, Deep Sea Oil and Gas Drilling Components.
- Small Machining and Manufacturing: Gas and Steam Turbine Replacement Parts, Oil and Gas Parts.
- Fabrication and Welding: Wind Towers, Penstock Pipe, Pressure Vessels, Process Piping
- Power Division/Site Service: Planned and Unplanned Maintenance of Gas and Steam Turbines.
Q: What was your basic knowledge about compressed air efficiency before the training?
A: As a Mechanical Engineer I had a good understanding of the flow of air in piping networks, compressibility of air, and varying energy required to compress air using different methods of compression, including inter-stage cooling to reduce the energy required to compress air.
I had done an energy audit of one of our shops and determined that compressed air used 75% of the energy consumed by the shop. The shop had other large equipment beside the 350 hp of compressors in it including bending rolls that can bend 3” thick material, two submerged arc welders operating at 700A, a plasma cutting table.
Q: Were there any big surprises for you in the material presented?
A: These were the big ones:
- The ratio of energy output by an air tool to the energy required to compress air is 15%. In a blasting application, the ratio drops to 2%.
- The amount of energy used by a compressor on an annual basis. This represents approximately 1/3-1/2 of our annual power consumption at our facility which has approximately 700hp of air compressors.
- The electricity is over 80 % of the cost of running a compressor during it’s lifetime.
- Every 2psi drop in shop pressure represents a 1% drop in energy cost.
Q: What did you learn that helped you with your system?
A: Don’t power tools with compressed air unless you have to. We bought a 1hp spinning head tool for cleaning pipe and one option was to have the motor air driven. As per my instruction we purchased the electric motor. Shops are trying some electric grinding equipment to replace air grinders from the shop.
One SCFM of air is \$100/year in energy.
I bought flow meters for 2 shops and monitored the air flow when the shop wasn’t running. This indicated that 50 SCFM was being used when nobody was in the shop. We also used the flow meters to ensure that running both shops on one compressor would be large enough.
Q: What did you do to reduce your energy consumption?
A: We turned down compressor discharge pressure from 135pis to 115psi and turned the shop pressure down from 120psi to 110psi. We combined the compressed air supply of two shops so that only one compressor and one dryer were running.
Q: What were the benefits in upgrading your system?
A: Theoretically:
- 50 SCFM leaks were reduced by 8% = \$400 / year saving
- 20 psi compressor pressure equates to a 10% energy savings. As per energy audit this equates to an annual saving of \$4,400/year.
Actual:
- Energy audit using a 3 phase power meter on both the 100hp and 40hp compressors shows a net Electricity Cost savings of \$9,600/year. This does not include the cost of maintenance of the 40 hp compressor or the Electricity Cost for the 2nd dryer.
- Total Savings = \$14,400/year.
Q: Do you have any advice to others in your situation?
A: Here is my advice:
- Find your leaks. In our situation leaks accounted for 20% of the demand.
- Turn compressors off. Shops like ours tend to leave compressors on 24/7/365. New compressors have controllers and software that allow you to run compressors on a schedule. Turn them off and put in an isolation valve between your shop line and storage tank so your storage tank isn’t depleted by your shop leaks. This will allow your system to become pressurized quickly when production starts back up.
- Don’t buy a non-cycling refrigerant dryer, buy a cycling refrigerant dryer. There is minimal capital cost savings (10%) and it will use a constant amount of energy for the rest of its life regardless of how much air goes through it.
- Size your air receiver properly. Don’t trust the general rule 10gal per SCFM of the compressor output. Size it so that you can shut your compressor off for a reasonably long duration, 10-15 minutes of off time per cycle.
- VFD Compressors are very inefficient below 50 % of their maximum capacity. See below the information that I calculated that isn’t on the CAGI sheet for our 100hp compressor. Perhaps CAGI should require VFD efficiency be shown down to 10% of rated output
- Size your compressor right. Regardless of the type of compressor you buy load/unload or VFD if it is sized too big you will pay for the capital and the power for the rest of it’s life. The most efficient way to compress air is to size the compressor at 80% of your average working time demand and get a large enough air receiver to cover the spikes in demand.
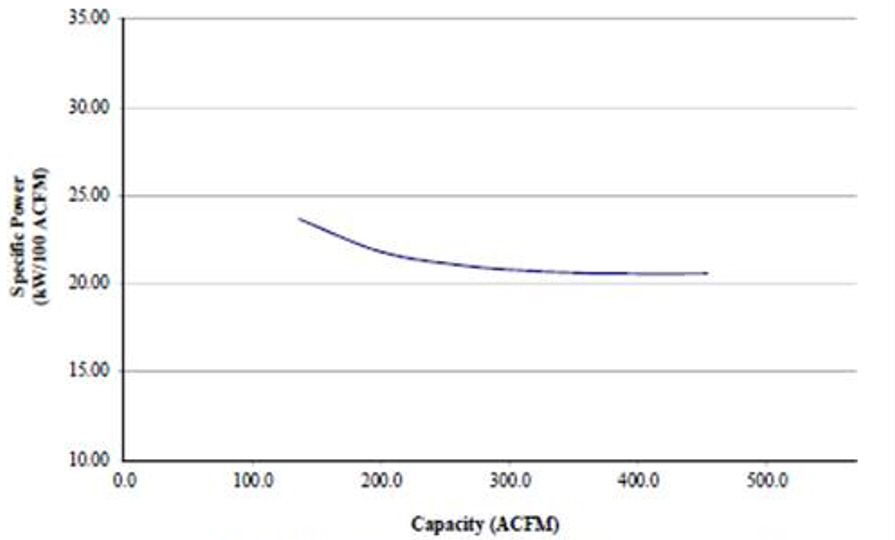
Figure 3: Baseline measurements identified efficiency problems with one of the compressors.
The results of the small energy efficiency project and Jayson Koroll’s interview questions shows the power of new found knowledge in helping make significant improvements to industrial compressed air systems. This effect has been proven time and time again by the actions of attendees of CAC’s seminars.
Jayson followed the recommended steps outlined in CAC’s Fundamentals of Compressed Air Systems seminar to investigate two of his systems and produce a baseline. These measurement showed that there was significant potential for improvements. It took good initiative on the part of Jayson to convert this knowledge into action, a necessary step in all improvements.
For more information visit the Compressed Air Challenge® website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read more Air Compressor Controls System Assessment articles, please visit www.airbestpractices.com/system-assessments/compressor-controls.



