Introduction
The primary objective of this case study is to illustrate the process in which industrial facilities can qualify for energy incentives on projects that reduce the energy usage of their compressed air system. In this case Alonzo Printing, a printing facility in San Francisco, followed the process and reduced their compressed air system energy costs by 50%. Ecos Air, the contractor hired by the California utility company Pacific Gas and Electric (PG&E), managed the incentive process for both Alonzo Printing and PG&E.
Alonzo Printing
Compressed air is used both in the production and clean-up processes at Alonzo Printing. Alonzo President Jim Duffy commented the following for his facility’s use of compressed air, “Alonzo uses house air to run the hydraulics and pneumatics on our presses, plate maker, automated paper splicer, and bindery equipment. It is essential to the operation and productivity of our manufacturing processes. Our new system has increased our efficiency and reduced our cost of operation.”
Alonzo has 40 employees working together in a productive union environment. It is an \$8 million per year commercial printer facility offering sheet fed, open web & digital print with complete bindery, direct mail & fulfillment. They have 21 years of “green” history and a sincere commitment to maintaining a sustainable environment. Alonzo educates employees, customers, and their industry on the benefits of sustainable print solutions. The Company works with vendors and manufacturers to supply products and materials that are cost effective and sustainable. Alonzo focuses on implementing programs and systems that reduce waste, save time and energy while increasing productivity. Alonzo is the San Francisco Bay Area's 1st "Green Certified" Color Printing Specialist and the winner of American Printer Magazines' 2008 Gold Award for Environmental Excellence.
Executive Summary
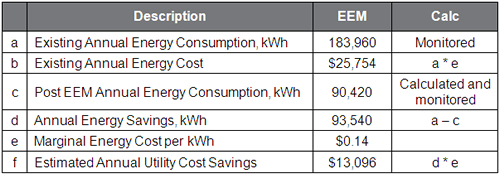
The energy cost to operate the existing compressed air system at Alonzo Printing was \$25,754 (based on \$0.14 per kWh) per year. As discovered during a system analysis, an opportunity existed to reduce the annual energy consumption of the compressed air system by 51% from 183,960 kWh to 90,420 kWh which was verified during post monitoring. This improvement has translated into annual energy savings of \$13,096 per year. With the energy incentive provided, the project’s simple ROI was 1.5 years.
System Measurement Methodology
Ecos Air worked with auditor Ed Williamson to perform the data logging and the energy assessment report. The energy assessment sought opportunities for energy savings by investigating system controls, and supply side equipment and storage. Options were explored to increase overall part load efficiency, decrease system operating pressure and reduce pressure drop. The analysis was careful to avoid impairing plant operations in any way that would be detrimental to the profitability of the company.
 |
Ecos Air Ecos Air is an innovative program that works with commercial and industrial manufacturing plants to audit their entire compressed air system, identify inefficiencies and implement system solutions. Ecos Air works with customers in a utility’s service region to provide financial incentives – based on energy savings – which can pay for up to 70 percent of a project’s cost. For PG&E, the Ecos Air program is funded by California utility ratepayers under the auspices of the California Public Utilities Commission. While there are many utilities that provide kWh reduction incentives for customers that implement efficiency measures, the process is normally administered by either the customer themselves or the equipment vendor. Alternatively, the Ecos Air program has been developed for utilities willing to fund a vendor neutral third party contractor to implement an efficiency incentive program for industrial system compressed air users. In this case, the utility simply establishes a financial budget and leaves program execution to Ecos Air. Ecos Air actively searches for users of compressed air, coordinates walkthroughs and site audits, manages all applications and forms, establishes flow and kW baseline parameters, develops a financial summary with payback, and verifies final conditions to ensure that the savings claimed by the utility are genuine and verifiable when reporting to utility commissions.  |
Additionally, the focus of this study was on the Supply Side of the compressed air system. As such, the distribution (demand side) is not addressed in detail in this article. Consideration of demand side problems and solutions took place through informal discussions.
During the measurement period, power, pressure and flow were measured and/or calculated to determine an accurate baseline profile for the system. Compressor power and system pressure data were collected via DENT data loggers and data storage equipment. Power and compressor performance were then used to calculate compressor output for each 3-second time interval. These values were averaged to 60-second intervals for graphing purposes. All the data logging results were entered into DOE Air Master Plus software which analyzed Alonzo’s usage. Energy savings solutions were investigated and the minimum energy cost to produce the calculated air demand was determined.
|
Air Dale The customer chose to use Air Dale Compressors, Inc. as their new compressed air system vendor. Air Dale Compressors, Inc. was established in 1992. They have been at their San Francisco, CA location from the start of business, servicing all brands of air compressors and accessories. They represent CompAir/LeRoi compressors as their primary line of industrial electric, motor-driven compressors and have been the major west coast distributor representing this company for sales, service and rentals since 1992. |
Baseline Conditions
The baseline compressed air system consisted of two 50 horsepower (hp) oil-flooded, fixed-speed rotary vane air compressors manually alternated on a daily basis. The two compressors in the main compressor room were each controlled by a local “hand-off-auto control” switch. One compressor was in off, and the other was in hand, otherwise known as continuous run control. The compressed air is then sent through a refrigerated dryer and a 120 gallon storage tank for moisture removal and storage respectively.
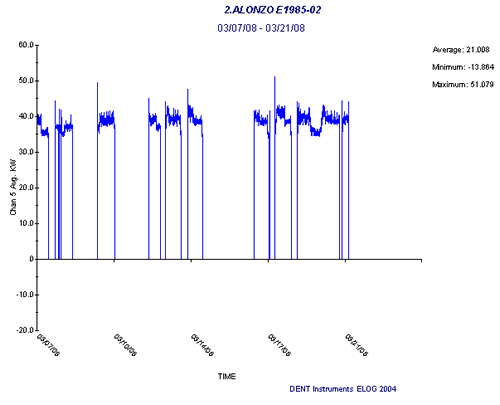
Baseline data collection took place over the course of a 14-day period during typical plant operating conditions. Estimated annual energy consumption and savings were extrapolated from the study period to a full year. Each weekday production day and weekend has a similar demand profile. Since the average kW value for a 14-day monitoring period was used, the number of annual hours of operation used for all calculations was 8,760. The plant itself does not typically run every weekend or operate a third shift; however there are extended second shifts and some weekend production schedules during the year.
Alonzo Printing is currently paying PG&E \$0.14 per kWh as part of the E-20P rate schedule. Demand savings were not calculated in this analysis because, at some point during a month, the maximum demand may still exist.
Each day, one of the two existing 50 hp modulating air compressors was manually started to provide compressed air to the system at approximately 125 psig. Data logging shows that the average power used over the 14 day period was 21 kW.
Existing Power Calculation
21 kW X 8,760 hours = 183,960 kWh
The New System
The auditor concluded that one of the existing fixed-speed 50 hp air compressors should be replaced with a new switched reluctance 50 hp air compressor which was determined to be the best alternative for saving power when compared to other options. A smaller compressor was not recommended due to instances of peak demand that would have necessitated the back-up compressor to initiate. Considerations were made for choosing an efficient air end, ensuring that the average load corresponded to the most efficient part of the new compressor’s power curve, and for minimization of excess starts which would cause the compressor to run unloaded instead of stopping.
Many utility incentive programs do not require post monitoring to prove savings. However, the Ecos Air program requires post monitoring to validate each efficiency project’s savings. Once the post system data and calculations were approved, the customer was presented an incentive amount that covered approximately 1/3 of the cost of the equipment.
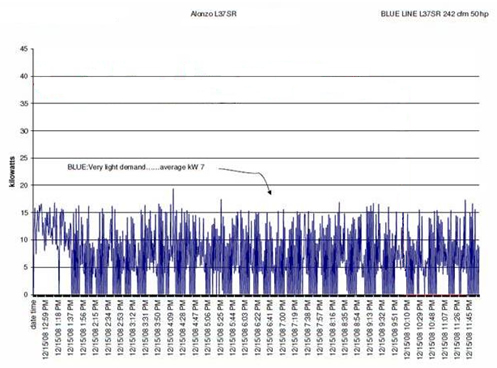
The results of data logging performed after the installation which validate the savings of the new system are shown below in a representative plot of the new compressor’s power. The average power for the entire data set was 10.3 kW. Additionally, system pressure has been decreased to 100 psig.
New Compressor Calculation
10.3 kW X 8,760 hours = 90,420 kWh
Energy Savings Summary Calculation
183,960 kWh – 90,420 kWh = 93,540 kWh
New System Design Diagram
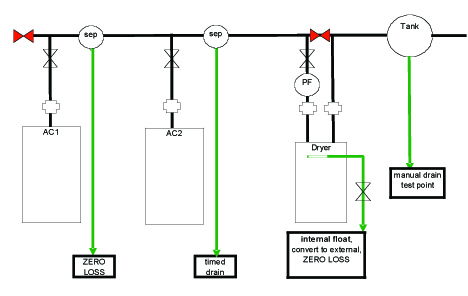
NOTE: AC1 is new switched-reluctance controlled air compressor and AC2 is the existing fixed speed compressor.
Steps Required to Qualify for a PG&E Energy Incentive
PG&E provides incentives to customers ranging from \$1,000 to \$1,000,000 based on final measurement and verification (M&V) or commissioning tests that verify final kWh savings. In order to qualify for the incentive the customer must follow certain requirements which include allowing the baseline system to be monitored, implementing the specific recommendations developed by the Ecos Air Auditor, accepting the terms of a Money Reservation Form, and allowing the post system to be monitored. Ecos Air manages this process closely to ensure that all savings are verifiable for reporting purposes.
|
"PG&E provides incentives to customers ranging from \$1,000 to \$1,000,000 based on final measurement and verification (M&V) or comissioning tests that verify final kWh savings." - Patricia Boyd, Ecos Air |
For more information please contact Patricia Boyd, Ecos Air, Technical Lead, www.ecosconsulting.com



