A factory expanded their production facilities in response to a new product line being introduced in their plant. The plant was to run as a separate entity with its own utility services. Because this company is very conscientious about their energy consumption, they specified top-of-the-line compressed air production equipment to keep their costs low while maintaining the very clean air quality required by their product. This equipment should have worked wonderfully. Unfortunately, events transpired, and poor decisions were made that pushed their system out of control, resulting in unexpected inefficient compressor operation and higher-than-desired energy consumption.
Initial Design
Like many systems, this installation was to be designed from scratch with nothing but the production machine specifications to go on for sizing the compressed air equipment. Based on engineering design calculations, it was determined that the site needed two 75-hp compressors. The air dryers selected were required to be desiccant-style to maintain adequate dew point in cool areas of the plant where the ambient temperatures were maintained near 40 ºF.
To ensure excellent efficiency, the plant selected two 75-hp variable speed drive (VSD) compressors, dew point-controlled heatless desiccant dryers, oversized mist eliminator-style filtering, large storage receiver capacity, and a pressure/flow controller to maintain constant lower regulated pressure in the plant. Two VSD compressors were selected so the compressor hours could be balanced by alternating the operation, with one compressor expected to run at a time, while the remaining unit was to remain in standby duty.
An air compressor controller was installed to orchestrate the compressor changeover, while keeping compressor discharge pressures low and saving power. This sizing was adequate for the original production equipment that was planned to operate in the plant, but plans changed. By the time the final construction was completed, additional plant production equipment was installed that exceeded the capacity of one compressor, so two units had to run during peak periods. In fact, the load grew so much from the planned levels that peak flows were nearing the full capacity of both compressors. This worried the plant manager because if one compressor failed, there wasn’t any backup capacity available to carry over his daytime production levels.
Poor Sizing Decision
The concerned plant manager had to purchase more air compressor and dryer capacity in order to protect himself from production shutdown if a compressor went down. Since two 75-hp compressors were on the edge of not being able to supply plant peaks, he decided he needed a new compressor that was larger than 75 hp. The next size larger was chosen, but because project budgets were stretched, and a VSD compressor was significantly more expensive, he chose a fixed-speed compressor.
In choosing this size, the plant manager inadvertently broke a sizing rule when mixing VSD compressors with fixed-speed variety. The VSD compressor’s variable capacity must be equal to or larger than the fixed-speed base compressor’s capacity, or a control gap problem is created. A control gap happens whenever the plant flow falls between the capacity of the undersized VSD compressor and the oversized base compressor. In this case, whenever there was a compressed air flow equivalent between 75 hp, the size of the VSD compressors, and 100 hp, the base unit size, there was a problem. As we will learn, this wasn’t the only issue.
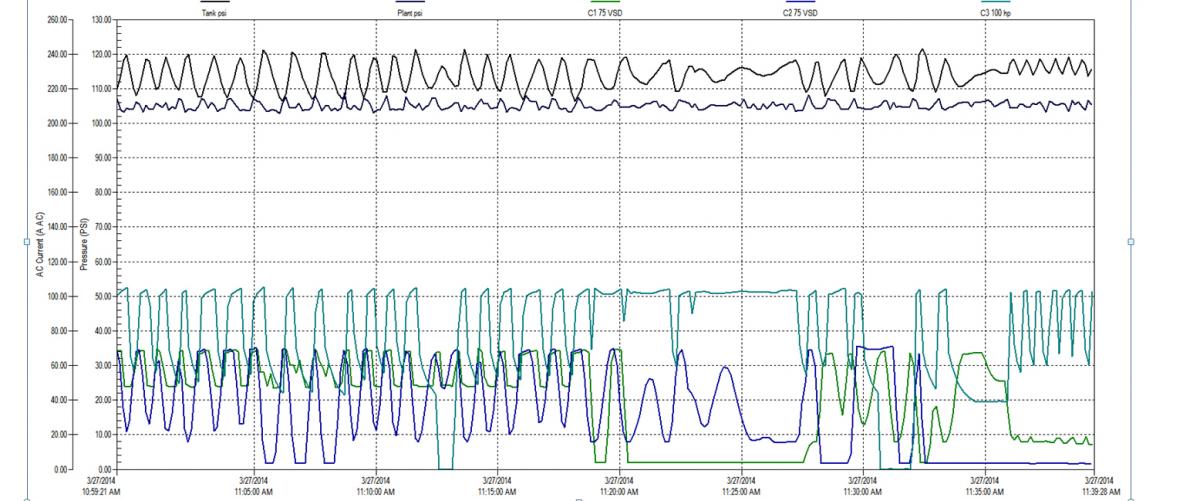
As a result, the initial state of the system had all three compressors normally running during production times, with the VSD compressors running at low average capacity, their most inefficient point, and the fixed-speed compressor loading and unloading, its most inefficient mode of operation (Chart 1). And because all three compressors were normally running, all three heatless desiccant dryers were also active, consuming more than necessary purge flow for the actual compressed air demand.
Chart 1: As found, data logging showed undesirable loading and unloading of the base compressor.

Click here to enlarge.
Sophisticated Controller System Falls Short
As part of the initial installation, a sophisticated compressor controller was installed that was capable of controlling multiple VSDs and base compressors. Since two 75-hp VSDs add up to more capacity than a 100-hp compressor, the problem with control gap could be prevented—if the VSD compressors were controlled properly. This control was put into service, and it was immediately obvious that the operation of the system was even worse. The control response time, which could not be adjusted due to control limitations, wasn’t fast enough to prevent all the compressors from rapidly cycling. And the control introduced an inherent delay to the control loop and caused very sluggish VSD response to pressure changes.
As is typical with central controllers, the pressure to be controlled is sensed downstream of the air dryers and filters, not at the compressor discharge. This normally produces a nice stable air pressure, free from the pressure sag caused by the restriction to flow in the clean-up equipment. But in this installation, there existed a large mist eliminator filter and a heatless desiccant air dryer for each compressor, representing significant storage volume.
Each air dryer contained a check valve that prevented the air from flowing from the system back to the compressor discharge if the compressor was turned off. Whenever the associated compressor turned off, the pressure in the mist eliminator and air dryer would drain away due to the dryer purge. Then, when the controller sensed low pressure and the compressor was called to start, there would be a delay of up to 60 seconds while the compressor filled up the filter and dryer volume to system pressure. By the time this capacity filled up, the compressor sequencer would call on another compressor to start, resulting in too much running capacity. This additional capacity caused the pressure to rise at a very fast rate—too fast for the controller to handle—and the system would overshoot, causing an algorithm inside the controller to unload the base compressor. Once this happened, the system would go out of control, with the base compressor loading and unloading at the same time that the VSDs would be speeding up to full speed or slowing down to minimum speed (Chart 2).
Chart 2: Activating the compressor sequencing controller put the system out of control, making matters worse.
Click here to enlarge.
To eliminate this delay due to the empty mist eliminator and dryer storage capacity, balancing lines were installed to allow a small amount of dry compressed air back past the check valve to keep the dryer and mist eliminator charged, but this was not enough to improve the system. The control still introduced an undesirable delay in VSD response time, which allowed the pressure to swing above and below desirable limits.
Solving the Problem with Coordinated Compressor Set Points
The only way this problem could be prevented was to take the compressors off the controller and precisely coordinate the local compressor controls manually. After some experimentation, the local compressor controls were adjusted so that the whole capacity of both VSD compressors was utilized before the fixed-speed base compressor was called to start. Similarly, when unloading compressors, the coordination was adjusted to ensure the total VSD capacity was removed from the system before the 100-hp base compressor was unloaded. This was done be “bracketing” the base compressor’s load and unload settings above and below the set points of the two VSDs. Care was taken to ensure the VSD set points were offset within the base control band, so the two VSD compressors would not run at minimum speed at the same time, which is an undesirable condition. The resulting pressure setup (Chart 3) is not a standard arrangement, but it finally provided some nice efficient compressor control and stopped the base compressor from rapidly loading and unloading.
Chart 3: Non-standard local pressure band settings were used to improve compressor control, and the controller was shut down.

Click here to enlarge.
What Went Wrong?
This case study illustrates the importance of verifying the installation after the installation by monitoring the system with data loggers. Sometimes, even with the best intentions, the conditions that exist and the limitations of the control system can cause the system to run inefficiently. The customer had no idea that the premium system they had just purchased was not running efficiently. They weren’t aware of the sizing rule for base compressors. And, why should they be? Their expertise was producing their food product, not compressing air. The sizing rule was something that the supplier should have told them about. However, when questioned about this, the supplier sheepishly replied that they simply supplied what the customer had requested and felt it was not their place to ask questions, especially if it might involve losing a sale.
The marketing literature of the compressor controller promised efficient operation, but due to its limitations (it was a low-end unit) in this unique case, the controller was inadequate for the job. As it turned out, this large, multi-national supplier admitted they had no controller that could do the job. Monitoring and troubleshooting was used to identify and correct poor system operation.
Future Improvements to the Compressed Air System
The plant is planning further changes to the system to improve operation. Upgrades to the inlet filters of the air dryers will reduce pressure differential, giving the compressors more pressure band to use to improve compressor control response, and reducing the required compressor discharge pressure. Also, additional storage receiver capacity is currently under consideration to slow down pressure changes in the system, again to improve compressor control.
After the control was improved, the system operation became much more efficient. The system improvements were enough to trigger a significant energy efficiency incentive from their local power utility to help pay for the original equipment and the required improvements.
For more information visit the Compressed Air Challenge® website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read more Air Compressor System Assessments articles, visit www.airbestpractices.com/system-assessments/compressor-controls.



