
The Hutchinson plant in Ithaca, Michigan (photo credit: Dave Brushaber).
Air Motors are Intrinsically Safe
While electric motors are typically used as an efficient source for motion, there are some applications using small (less than 2 hp) air motors. Paint mixing and agitation is a common application. The intrinsically safe nature of the motor makes it a safe and inexpensive choice for volatile mixes. Due to the high cost and inefficiencies associated with compressed air, a common efficiency recommendation is to replace the air mixers with intrinsically safe electric mixers. But it is hard to convince plants to act. Aside from the cost of the electric mixer, there is also the cost to run electric service to the mixer. Considering the upfront cost, effort, and risk, plants generally do not make the efficiency switch to electric.
These air motors are typically vane motors. Sliding vanes form a seal between the shaft and the wall, and the chamber size expands as the shaft rotates around providing the motive force. An alternative is the piston air motor. With a piston motor, air expands to move a piston which turns a shaft much like a combustion engine. A typical piston motor will have three (3) to six (6) radial pistons. Vane motors can run at much higher speeds (2000 rpm and up), but piston motors tend to turn much slower – less than 1000 rpm. For slower speed applications, vane motors are mated with a gear reducer and called a gearmotor. The gearmotor can produce the higher torque and slower speed needed for some applications, but the gear reducer can add some drivetrain loss. While a piston air motor may not be able to replace a vane motor where high speed is needed, it can be a good choice for high torque/low speed applications.

A new piston air motor used with an agitator for safe volatile paint mixing at the Hutchinson plant in Ithaca, Michigan.
Comparing the Efficiency of Vane and Piston Air Motors
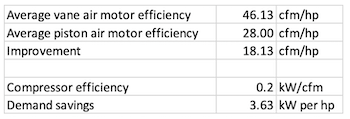
Power is torque and speed together. A literature survey of four vane motor suppliers covering 10 vane motors showed the flow per horsepower at maximum rating was 46.13 cfm/hp. Gearmotors were not included, but they would be expected to be slightly worse due to the drive loss. Five suppliers of 12 piston motors at maximum rating provided an average of 28 cfm/hp. All motors were under 2 hp, and the pressure ratings were 90-100 psi. Larger vane motors appear to have better efficiency. Fewer larger vane motors can make a better economic case to switch completely to electric – so the biggest impact is upgrading multiple small units where running electric service is a hurdle due to safety or cost.
The piston air motor uses less air per horsepower. To translate this into savings consider the full load ratings. The improvement to use the piston air motor is the difference between the two averages or 18.13 cfm/hp. Applying a compressor efficiency of 20 kW/100 cfm (or 0.2 kW/cfm) provides a savings of 3.63 kW/hp. This is summarized below:
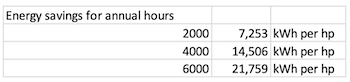
The demand savings is multiplied by the annual run hours to obtain the energy savings in kWh:
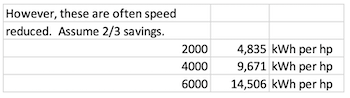
One of the useful features of air motors is the ease of setting the speed with a flow control knob. Air motors often run below their full rating. If only 2/3 of the savings are realized due to running at reduced capacity, the annual savings values become the following:
With an energy cost of \$0.10/kWh, the annual savings land in the \$500-\$1500 range per horsepower annually. Installation cost should be low since it is a matter of replacing the air motor without running electric service. However, piston air motors can be much more expensive than vane motors. A small piston air motor can cost about \$2,000 where a small vane motor may cost \$300 and a gearmotor under \$1000. If there is considerable run time, the piston air motor is worth the extra expense.

A rotary screw air compressor installed at the plant.
Hutchinson Aerospace and Industry
Hutchinson is a division of Total. The plant in Ithaca, Michigan covers 60,000 ft2 and makes antivibration mounts for several different markets including heavy truck and industrial. Volatile solutions are kept in suspension throughout the plant in 5-gallon paint pots and drums. The 21 agitators were originally a paint mixer with a 1-hp vane gearmotor. The 20:1 gear reduction provided a torque increase and speed reduction from 2400 rpm down to 120 rpm. There was no pressure reduction from the 105 psi header pressure. Performance curves showed the air consumption was 26 cfm.
The plant converted to a ½ hp direct drive piston air motor from Circle Dynamics, the Doyle 619-4T. This motor draws 9.75 cfm at 600 rpm and 1.38 cfm at 200 rpm. At the 125 rpm operating speed the motors are expected to draw 0.6 cfm. This provided a savings of up to 25 cfm per agitator.
Most of the agitators run 24/7, and this is by far the largest compressed air load in the plant. Assuming an average agitator has 6000 hours of run time and compressor efficiency is 0.2 kW/cfm, the annual savings would be 30,000 kWh each or about \$3000 annually at typical energy rates. With a purchase price of about \$2000 each the payback was below one year. Additionally, the Consumers Energy efficiency incentive program paid half the project cost. One observation was feeling the compressed air blowing out the exhaust port of the valve with the vane motor from a couple feet away, but with the piston motor the exhaust could hardly be felt by hand right at the exhaust port.
Hutchinson was able to get outsized savings due to downsizing the motor (1 hp to ½ hp) and going to direct drive instead of using a gear reducer. Of special note was taking the tachometer option for this motor. There is a process specification for the mix speed, but there was no way to know the mix speed with the original agitators. The tachometer allows the operator to set the mix speed as specified which is a process improvement.
While piston air motors cannot replace all vane air motors, their superior energy performance means they should be considered for some applications such as volatile paint mixing. Those applications would include an intrinsically safe requirement, low speed, high torque, and small size (< 2 hp). Since an electric motor eliminates compressed air completely it is still the preferred efficiency solution, but it is not always practical. Piston air motors can be an excellent choice in the right application.

A refrigerated compressed air dryer installed at the plant.
For more information contact Jerry Zolkowski, PE CEM CMVP, Industrial Energy Management Principal Engineer, Consumers Energy at email: [email protected] or visit Consumers Energy at https://www.consumersenergy.com/.
To read similar articles on Compressed Air System Assessments please visit
https://www.airbestpractices.com/system-assessments.
Visit our Webinar Archives to listen to expert presentations on Compressed Air Fundamentals at https://www.airbestpractices.com/webinars.



