When you need an audit and how to perform one
Industrial plants have long used sensors and gauges to monitor and record data critical to plant operation. Sensors were installed permanently and integrated with complex SCATA, MODBUS and other plant-wide systems using computer servers and control rooms for monitoring. These systems provide critical data. However, after the system is installed, adding additional sensors for secondary energy analysis or troubleshooting of smaller systems, such as compressed air systems, can be cost-prohibitive.
In the last several years, advances in technology have reduced the cost and made it easier for engineers to gather massive amounts of data with temporary sensors in industrial plants.
Technicians at the Battersea Power Station, London, 1932.
With the data logger systems available, collecting data to find energy savings and solve problems with compressed air systems has never been easier.
What Is a Compressed Air Audit?
A detailed compressed air energy audit examines the function and energy performance of a compressed air system with data collection as a core feature. With some training and engineering experience, an individual can perform a compressed air audit. The existing system operation is examined and analyzed to create a system baseline. The baseline is the existing state of the system before any changes or upgrades are made. A baseline for your New Year’s resolution to lose weight, for example, would be stepping on the scale on January 1st.
After the baseline system analysis is complete, the data is analyzed using statistical computer models to simulate new operational setpoints to predict energy savings through equipment upgrades. Some energy savings prediction software is readily available. Many energy auditors have built their own proprietary simulation models, including our audit team at Rogers Machinery Company.
The data is typically compiled into a report with the proposed solutions, and energy incentives (if available) are estimated.
When the changes have been made and the upgrades installed, data is collected once again to tune the system and verify the accuracy of the predicted energy savings.
The final step is to set up periodic checks or have permanent sensors installed to ensure the system’s efficiency for years to come.
Determining Whether or Not You Need a Compressed Air System Audit
Usually, the plant engineers are the ultimate deciders of whether or not a site needs an energy audit, but utilities and power companies have their own goals for energy savings and will seek out industrial sites to introduce energy incentive programs for upgraded equipment. Air compressor salespeople will also facilitate energy audits to make customers aware of energy incentives to upgrade equipment. Substantial financial incentives are available in many areas to install new equipment with ongoing lowered energy usage.
While most energy audits are intended to determine ways to save energy, others are undertaken to find and resolve problems within the system.
In one recent example, a piece of packaging equipment in the far corner of a manufacturing plant was having trouble with low pressure at odd times, while the rest of the machines in the plant seemed to operate fine.
The plant placed temporary sensors at several locations to record pressure levels and conducted data logging. The root cause of the pressure problem was determined to be a nearby dust collector consuming large amounts of air over short periods, causing a pressure drop to the area. The plant installed a 500-gallon receiver tank near the dust collector, resolving the packaging equipment’s low-pressure issue.
Another recent example of a system problem happened at a corrugated box factory. The operators were complaining about low compressed air pressure during the night shift. The smaller air compressor used overnight usually provided plenty of air for the late night production crew. Data logging found low-pressure events occurred every two hours. A filter backflush diaphragm pump on a timer ran every two hours and was left on overnight in error.
Sometimes air compressor service departments have a problem they can’t solve. The problem could be intermittent, occur in the middle of the night, on weekends or involve multiple pieces of equipment.
Heated desiccant compressed air dryers, for example, can take up to eight hours to complete a full regeneration cycle, and nobody wants to wait to see when they malfunction. Recording valve positions, heater and blower operation, and tower pressure with data loggers can pinpoint when trouble happens and what’s going on with the compressed air dryer.
Create a Plan for an Audit
Once the facility has decided the need for a compressed air audit, it’s time to carry it out. The process can be broken into several steps: make a plan, collect data with sensors and data loggers, analyze and present the data, and implement the solution.
The first thing needed is a plan. Determine project goals and clarify the questions you want to answer. Are you trying to save energy, fix problems or find reasons to upgrade equipment?
Determine Data Logging Equipment Needed
Next, do a system walkthrough to determine the required data logging equipment. Gather nameplate data of all the relevant equipment into a list, make a system sketch and tally the number and types of sensors and data loggers needed, as well as where they should be installed.
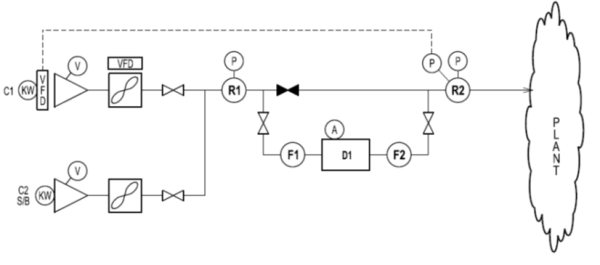
Creating a drawing of a facility's compressed air system helps determine which sensors need to be used.
One sensor commonly used to perform energy audits is a transducer. A transducer takes a physical or electrical signal and generates a calibrated electrical signal which a data logger records. Transducers are typically supplied with an AC to DC power supply and are wired into a 4-20mA current loop datalogger. A typical pressure transducer converts a 0-150 psig (0-150 barg) input to a 4-20 mA output.

A transducer measures energy in milliamperes (mA).
Here’s a crash course on which sensor types you’ll need based on what you’re trying to measure:
Amperage is measured using a current transducer or CT. It’s typically split-core/clamp-on or ring installed around a wire to record the amperage. Split-core CTs are preferred because they can be installed around the wire without needing to disconnect one end of the wire.
![]()
A split-core or clamp-on current transducer.
Power or kilowatts can be calculated with only amps, but assumptions must be made for voltage and power factor, which can lead to erroneous calculations unless a spot check of true kW is made at different operational points. The power factor can vary from 0.89 on a fully loaded air compressor to 0.4 with the same air compressor in an unloaded state. If only amps are recorded, and the power factor is assumed to be constant, significant errors will be present in the kW calculations if the air compressor frequently runs unloaded.
![]()
Measuring in kilowatts (kW) gives the best power data, but these meters can be difficult to install.
Kilowatt (kW) meters/transducers record power in kW. True kW meters give the best power data because they measure amperage and voltage, and calculate the actual power, power factor and apparent power. The disadvantage of measuring kW is the cost of the meter and the added difficulty of installing voltage probes, which require additional safety considerations in electrical panels. If you ever install a power or amp meter, make sure to locate it upstream of any adjustable speed drives.
Temperature can be recorded with an analog thermocouple sensor. A thermocouple’s resistance varies with temperature. Thermocouples do not require an external power supply but need to be paired with a datalogger specific to the purpose. Temperature transducers are also available with 4-20mA outputs.
Flowmeters are used to measure compressed air flow. Thermal dispersion flowmeters are the most commonly used sensor type for compressed air. They use stainless-steel probes inserted into the compressed air stream through a hole or a threaded port in the pipe. The probe has a heated element and a sensor element. The meter records the amount of heat transferred between the elements to measure the mass flow. Sensors are calibrated for pipe size and type of gas.

A thermal dispersion flowmeter installed on piping in a plant.
Thermal dispersion flowmeters require care in installation: the air temperature must be within the proper range. They must be installed after a compressed air dryer, as entrained water droplets in wet air can disrupt the heat transfer between the probes. Flowmeters must also be installed in a straight section of pipe with a specified minimum number of pipe diameters upstream and downstream from the flowmeter to minimize turbulent air flow.
A dewpoint sensor is used to record the pressure dewpoint, that is, the amount of water present in the compressed air. A malfunctioning compressed air dryer or leaks can lead to problems with compressed air dewpoint. These problems could be localized to one area, or they might impact the entire system. Moving a dewpoint sensor to different locations during the data logging process will determine if the problem is in one place or throughout the system.
Choosing Data Loggers
Once you have identified the necessary sensor types and locations, you’ll need one or more data loggers to record data from the sensors. A variety of data loggers are available. Consider cost, flexibility, durability and data storage capacity before making a purchase.
Most data loggers require downloading with a USB cable when they reach capacity. Depending on the number of sensors connected and the data logging interval, the data logger can have several weeks to several months of data logging capacity.
For troubleshooting in rapidly changing systems, recording one- to three-second intervals provides detailed data. For long-term data logging, 15-second to one-minute intervals reduces data download frequency. Some data loggers have SIM cards and can be downloaded remotely or can be connected to Wi-Fi.
Decide How Long to Record Data
The decision of how long to data log is often a conundrum. For energy projects, energy use is typically averaged and projected out as a yearly kWh or yearly dollar cost. However, data logging for an entire year isn’t practical. If the plant is stable all day, every day, only one day’s worth of data is needed to show annual operation. If the plant has seasonal demands, such as a fruit processing facility, data logging could be done twice to record trends at each operational point, with weighted averages applied to calculate yearly energy and compressed air consumption. For normal plants, two to three weeks of data logging during normal plant operation typically works well.
Analyzing Compressed Air Audit Results
Once collected, data is presented in chart form, and hourly averages are used to compare pressure, power and compressed air flow. Different chart views are beneficial. Putting one week on a single page shows daily changes in compressed air demands and pressure, but without much detail. Additional views with shorter time frames, such as three hours, helps show air compressor operation during transitional times, such as day to night shift.
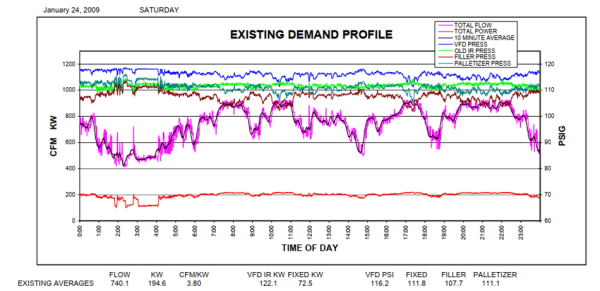
This graph shows the compressed air demand profile of a plant. Click to enlarge.
Once trend charts are analyzed, interesting events will emerge. For example, one particular plant usually had low flow from noon to 1 p.m. for the lunch hour. But on one Friday, flow was low for 90 minutes. The plant manager told us a safety meeting was scheduled for 1 p.m. that lasted 30 minutes before production resumed.
With the collected baseline data understood to be a valid sample, energy simulation can be performed to improve the system. Software can duplicate the baseline compressed air flow with different air compressors and setpoints to predict energy savings. Data is then presented in a report and approved by the customer. With the help of some energy incentives (hopefully), the project is completed.
After the system has been upgraded, the data logging process is repeated to verify energy savings and tune the system setpoints. To ensure continuing system efficiency, consider adding permanent data loggers or performing yearly checks. Once the system air use to power consumption is more proportional, lowering compressed air demand by repairing leaks and eliminating inappropriate compressed air uses will save even more energy.
The Cost of a Compressed Air Energy Audit
The cost and value to the end user of a compressed air energy audit can vary greatly. In many instances, compressed air vendors perform them for free if new equipment is likely to be purchased. Power companies and energy incentive programs also pay for energy audits with low or no cost to end users. When purchased outright, energy audits are usually billed as a fixed cost based on an hourly engineering rate plus travel expenses. Small to medium jobs can cost \$5,000. Large jobs at refineries or paper mills can cost \$20,000 or more for a complete system assessment with leak detection. The level of detail and engineering quality can vary greatly, as well.
Becoming a Compressed Air Auditor
Several programs are available to train compressed air energy auditors. The Compressed Air Challenge and the Department of Energy have classes and are the industry standard for compressed air energy audit training. Compressed Air Best Practices ® Magazine and Compressed Air & Gas Institute (CAGI) have many articles, webinars and classes on the subject.
How to Find a Compressed Air Auditor
Many local compressed air vendors have on-site energy auditors or can bring in resources from other areas. Energy-focused consulting engineers also have compressed air audit capabilities. The information, people and equipment are readily available with a bit of research to help a site achieve its system improvement goals. An energy audit with data logging is a proven and powerful tool to solve complex problems and save energy, with positive results directly impacting the bottom line.
About the Author
John Molnar has been conducting compressed air energy audits since 2004. He holds a Bachelor of Science in Mechanical Engineering from Washington University in St. Louis, MO, and is a registered Professional Engineer in the State of Oregon. He has attended level 1 and 2 Compressed Air Challenge and has performed hundreds of compressed air energy audits resulting in substantial energy savings. He authored several articles and conducted many training seminars on compressed air systems.
About Rogers Machinery Company
Rogers Machinery Company, founded in 1949 by World War II veterans Ned Rogers and Walter M. Novak, is dedicated to providing high-quality process and utility equipment including compressed air, vacuum and pump systems and services. Rogers has a dedicated Engineered System Solutions team capable of designing and building customized systems. With a nationwide presence and branches in 13 states, Rogers Machinery has been committed to innovation, excellence and unmatched customer service for the past 75 years. For more, visit https://rogers-machinery.com.
To read articles on Compressed Air System Assessments, visit https://www.airbestpractices.com/system-assessments.
For expert presentations, visit our Webinar Archive Section dedicated to Compressed Air Measurement at https://www.airbestpractices.com/webinars.



