Office Furniture Manufacturer Compressed Air Audit Shows $400 of Wasted Energy Per Day
When a variable-speed drive (VSD) air compressor can’t turn down low enough for process requirements, the motor shuts down to protect itself, producing drive faults. In this case study, a compressed air sales and service company helps a furniture manufacturing plant solve a problem caused by low compressed air demand.
.jpg)
The furniture manufacturer’s air compressor room is located in a separate building outside the plant.
Office Furniture Manufacturer Implements a Costly Solution
Advanced Compressor Technologies is a compressed air distributor based in Evansville, IN. It was started in 2010 by Todd Riley, a longtime veteran of the compressed air industry.
For over a decade, the company has been performing air compressor and nitrogen generator maintenance and repair work for a large office furniture manufacturer based in Southern Indiana. The customer operates multiple manufacturing plants, all of which handle their maintenance needs independently. One plant converted from manufacturing wood office furniture to laser cutting, bending and powder coating metal components. However, its metal manufacturing didn’t require as much compressed air as the wood manufacturing it did previously, and that caused problems with its existing air compressor.
The plant had a single 280 kw, 377 horsepower (hp) VSD, rotary screw air compressor providing between 438 and 1,810 cfm at 115 psig, along with a 2,600 cfm non-cycling refrigerated compressed air dryer. Even at its lowest turndown, the air compressor produced more compressed air than the plant required. That led to the plant repeatedly experiencing drive faults. The motor couldn’t turn down low enough to meet compressed air demand, and would shut down. The plant also owns an older 200 hp, fixed-speed, lubricated, rotary screw air compressor used only as an emergency backup.
To solve the problem, the plant considered replacing the VSD and rebuilding the motor. While it weighed its options, it opened a ¾-inch pipe on the compressed air system and blew out compressed air to create false demand on the compressed air system. This put the compressed air output above the drive fault point. The plant added a muffler to the open pipe to quiet the noise.
.JPG)
Todd Riley, Owner, and Mackenzie Riley, Business Manager, Advanced Compressor Technologies (left to right).
In early 2025, Riley got permission to run a full compressed air system audit to measure the plant’s flow and pressure over time, with the goal of fixing its performance issues. He learned the blow-off pipe was closed during the plant’s first shift, but compressed air needs dropped in the second and third shifts, so the plant would open the pipe. The audit took readings with the pipe open and closed.
Compressed Air Audit Shows $400 of Wasted Energy Per Day
“I told the customer I needed to audit the system to get a picture of what's going on,” Riley said. “When I did the audit during the first shift, I put flow and pressure sensors with a data logger on the main airline. Then, I studied the blow-off pipe. They had the pipe open. They were leaving it open sometimes 24/7, because nobody was disciplined enough to go over and turn it off and on every day. It was in the back of the plant where there weren’t people working, so it was often sight unseen. I walked back there at nine o'clock in the morning and the pipe was blowing. I turned it off and left it off for an hour, then turned it back on for an hour so I could get sample air readings with it on and off. Once I did that, I left it off for the rest of that day. I told maintenance, ‘If you have any problems on second shift, you may have to open it back up.’”
The audit equipment included a Sage flow meter, a 150 psi Allen Bradley pressure transmitter and a small data logger. Riley took a snapshot of the compressed air system’s flow and pressure every five seconds for a week. When he was done, he broke the results down by shift. The audit found the open pipe wasted 300 cfm of compressed air for 16 hours each day, which came to around $400 per day. He presented his findings and recommended a two-phase solution to the company’s central engineering group.
“Phase one involved installing a 150 hp fixed-speed and a 150 hp variable-speed air compressor,” Riley said. “The fixed-speed air compressor would take care of the base load during the first shift, and the variable-speed would pick up the slack. That way, if we ran the fixed-speed air compressor fully loaded during the first shift, we would trim with the variable-speed air compressor. At 4:30 in the afternoon, production falls off. The air compressor has a scheduler on it. We set to 4:30 in the afternoon. The fixed-speed air compressor would shut itself off and not come back on until 6:30 the next morning. That way, we covered the first shift with a fixed-speed air compressor and a variable-speed air compressor trim. Then, on second and third shifts, we just ran the variable-speed air compressor.”
The VSD air compressor’s flow was above the plant’s minimum turndown of 558 cfm, so Riley was certain it could meet the needs of the second and third shifts. The control system was built into the air compressor.
Riley had previously sold the customer a 200 hp Bobcat air compressor for a different location, so he chose to go with Bobcat air compressors here, as well. He selected a 150 hp, 125 psi, 705 cfm, oil-injected, air-cooled, fixed-speed rotary screw IA150 air compressor, and a 150 hp, 125 psi, 705 cfm, oil-injected, air-cooled, VSD rotary screw IA150 air compressor. “I've represented Bobcat for a couple of years,” Riley said. “I selected Bobcat partly for its warranty. Also, one of the big things I look at is lifecycle costs. What do the filters and lubricant cost? That's a major factor for me. I want to know the maintenance costs for the next 10 years. Plants normally change oil filters every 2,000 hours and lubricant every 6,000 to 8,000 hours, depending on the manufacturer. I look at the cost of lubricant and how much service costs to keep the warranty in effect. I put those numbers together to get the overall cost.”
_0.JPG)
Riley chose to replace the previous VSD air compressor with smaller VSD and fixed-speed air compressors.
Phase one also included adding louvres for outside ducting, which was completed by subcontractors. The project was approved within three weeks, and work was done in early July.
The Plant’s Compressed Air Energy Use Is Cut in Half
Since installation was completed, the customer’s compressed air energy use has fallen by half, from 8,000 kWh per day to around 4,000 kWh. The customer’s costs for maintenance and parts have also decreased. The cycle rate for maintenance decreased slightly, as the fixed-speed air compressor no longer runs on two shifts. The company has a maintenance contract for this customer.
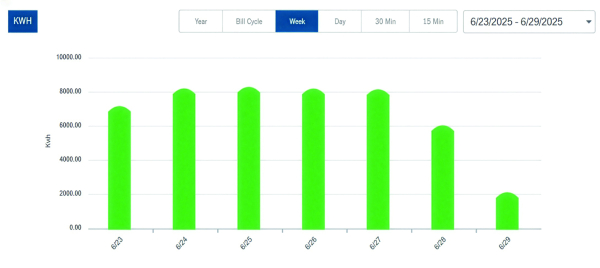
Click to enlarge.

Click to enlarge.
These energy monitoring charts show energy demand in the week before and after two new air compressors were installed. Compressed air energy use dropped by half.
The customer purchased a Fluke acoustic leak detector after the project was completed, and uses it to categorize compressed air leaks as level one, two or three leaks, with level one getting 30 days to fix, level two getting 60 days and level three getting fixed within 90 days, when the plant is down and piping can be replaced.
Remote Monitoring Coming in Phase Two
Riley is excited to start phase two in the first or second quarter of 2026. Phase two involves installing a CAM Technologies sequencing system to network the 150 hp fixed speed air compressor and the older 200 hp emergency backup air compressor as base machines, with the VSD as a trim air compressor with 2,200 gallons of dry storage, a demand expander and its own cycling refrigerated compressed air dryer. The older air compressor will still be a backup, only used when needed, and third in the sequencing hierarchy. Phase two replaces the current refrigerated compressed air dryer, which is 15 years old and oversized for the compressed air system, with two cycling, thermal mass compressed air dryers. The VSD will have its own compressed air dryer and empty into the 2,200-gallon storage tank. A demand expander will throttle air into the plant as needed.
“The pressure in a tank is like a battery,” Riley explained. “The demand expander throttles the outgoing pressure. We can control the pressure of the plant more closely. I run the plant right now at 110 psi. We want to drop below 100 psi. We can dial that demand expander in. Once we're using all the base load, we throttle the different pressure in. If you consider the demand expander or intermediate valve to be a regulator, it throttles the pressure in to maintain 98 psi plus or minus one pound. I can hold the pressure more consistently.
“Imagine the plant gets a flow of 500 cfm and the flow lasts for 30 seconds. That will take 1,000 cfm to cover from the air compressor if we don’t have the storage tank and a demand expander. If we have a tank, that's our battery. We dump compressed air out of the tank to cover that 30-second load versus trying to use raw horsepower. When the load goes away, we build the tank pressure back up with what we've already got. That's going to be controlled by the sequencer. It has a math function looking at the rate of change on that tank. If that tank drops too far, it knows to grab another air compressor to fill the tank back up before the system gets critical. A lot is going on behind the scenes with the master site controller sequencing system.”
The advantage of this system is the plant will be able to manage energy use more closely. The system will monitor energy use for each machine, as well as pressure and flow. Demand expanders sit in the main airline downstream of the compressed air storage tank.
Riley has already implemented remote monitoring solutions at four other plants. He monitors their conditions daily to ensure they have the pressure and flow they need.
“I have four demand expanders in use now that I have remote access to,” Riley said. “I look at them every morning. I see how the plants are running, how much flow they're using and what their dew point is. I study their efficiency.”
Riley has also given the customer input on adding redundancy to its nitrogen generation system, so there might be a phase three in the future.
To read articles about Air Compressor Technology, visit https://www.airbestpractices.com/technology.
For expert presentations on Air Compressor Technology, visit our webinar archive section at https://www.airbestpractices.com/webinars.



