 Introduction
Introduction
With energy cost increasing at 7.5% per annum for the past few years, most facilities managers and maintenance professionals are looking for the best opportunities for excellent return on investment projects, which can drive their operating costs in the opposite direction. Compressed air is an area where significant improvements are readily available.
Unlike traditional utilities users like lighting, chilled water, steam, and HVAC, there is very limited knowledge of energy conservation in this venue. Utilities operate generally with a “keep it running” philosophy and are supported by maintenance providers almost at any cost. Fear provokes this approach. Fear can only exist in the absence of knowledge.
Production users in virtually all plants have no accountability for the cost of air or the consequences of their actions. Adding compressed air usage should be considered a business decision when one realizes that an extra 100 scfm costs >$13,750.00 per year (at \$.07 per kWh, 90 psig, 8500 hours of usage per year). Despite this fact, most plants allow anyone in production to add compressed air usage.
New production equipment is evaluated based on initial cost and workability with little to no interest in utilities requirements or operating cost. Most systems are set up to handle the peak usage with no consideration for diversity or transient event management. Waste, in most systems, amounts to >30% of the total usage. Two hundred (200) scfm is a minimum amount of leaks even in a relatively small system, but since it is a no see-um, it goes unnoticed. Two hundred (200) scfm equals 1,496 gallons. If the leaks were water, would you walk past them? Would you fix a ground fault in the electric system by jacking up the taps on your sub-station?
These are common issues with compressed air in most plants. We have only looked at the tip of the iceberg. Without quantifying the constituents of demand, you are going to miss between 35-50% of the reduction opportunity. Considering this information, an “air compressor audit” would not provide the best results and would miss the root cause of most of the energy waste and operating cost issues.
How do you pick an audit team?
Audits are offered by hundreds of companies, but most do not evaluate the constituents of demand or approach the root cause of problems with the system. How do you pick an audit team and what should their capabilities be?
- Do they analyze the entire system including demand constituents and critical pressures?
- Have they audited a number of similar systems, designed the implementation, made return on investment, and delivered the desired end results?
- Do they provide thorough financial evaluations or do they only look at electricity?
- Do they understand compressed air and how it is used on the demand side of the system?
You should review a couple of audit reports. Call a few of their clients to find out what happened.
How a System Works
Let’s understand how a system works to understand the opportunities. There are five parts to a compressed air system configuration.
1. You must compress the air as efficiently as possible.
2. You will need to convert a portion of the kinetic energy to potential energy to flat line the usage and control the rate of change in the system.
3. You must distribute the compressed air efficiently.
4. You must expand the compressed air to take advantage of the energy to operate the users.
5. You have the air users which must be applied, installed, and operated correctly.
In most systems, only the compression portion is even considered. You must consider and evaluate all five parts of the system if you hope to approach a reasonably solution and return on investment. Even when this is done, most auditors do not look at or consider signal locations, the impact of differentials on operation of the supply system, or the set points or how the controls are set up. These are major issues in determining how the equipment operates. It is necessary to evaluate signals, differentials, and set points of all of the compressors to determine what the units are actually displacing and why. When the configuration of equipment is in what the industry calls “compressor trains” the trains need to carefully evaluated because it is so difficult to get the equipment to work together. A compressor train refers to each compressor being configured with its own filtration and drying equipment piped into a manifold with other trains. Trains offer particularly great opportunities because in most cases, the compressors are significantly part loaded even when pressure can’t be satisfied in the system.
 Measurement
Measurement
Flow meters are often used to determine the air usage totals, but can provide inaccurate information and do not determine what the compressors are doing. The system is in a constant state of dynamic change. There are three states of change. There is positive rate of change, where supply exceeds demand, a negative rate of change, where demand exceeds supply, and a neutral rate of change where supply and demand are both stable.
You have to be careful not to evaluate usage based on a positive rate of change. This will only indicate the flow when the compressors are reacting to demand. The larger the compressors or the more part-loaded the compressors, the higher the flow will be measured. The only true indication of demand is when the system is in a negative rate of change. This coincides with the pressure falling. You must measure pressure at the same time that you measure flow to determine the rate of change. Remember that only a portion of the data is useful to determine demand. This is why signals, differentials, and set points are so important to evaluate even when you are using flow meters to audit.
Don’t forget to measure power on the compressors. Power never lies. If you can make pressure at full load and you are not pulling full load rated power, you are not making flow. The industry rates compressor performance based on free air delivery, psig, and brake horse power at conditions that are different for different types of compressors. In general this has nothing to do with your site. This information must be converted into mass flow (scfm or lb/mn), psig, and kilowatts of energy @ site conditions which should include at a minimum psia or barometric pressure, temperature, relative humidity, and water cooling temperature (if required). The difference between FAD and mass flow can be as much as 18% lower. You will also need to evaluate and correct performance based on extreme conditions to determine if the system will work at other ambient circumstances. A great ROI project which doesn’t provide production support on your hottest or most humid summer day will come back to bite you. We would also suggest that you do not use the pressure readings on the compressors or dryers for evaluation purposes as this information has proven to be as much as plus or minus 4-7% off.
Other Evaluation Points
Many auditors neglect to evaluate the accessory equipment in looking at reduction opportunities. You must consider the inlet filtration, control systems, cooling water or air cooling system, the filtration equipment, dryers, and drainage and the inter-relationship of these components to the entire process including the compressors.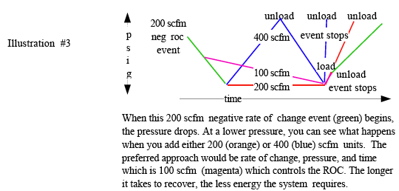
You must evaluate potential energy throughout the system and how it can effect the operation of the system including the following which may include:
- Point of use
- Dedicated storage with checked and/or metered recovery
- General overhead storage
- Peak shaving storage
- Control Storage
The scf/psi or storage capacitance can tremendously influence the amount of energy required, the rate of change in the system, what the supply sees as demand, system’s reliability, controls integrity, and the workability of transient point of use applications.
The Piping System
Once you know what the demand in the system is, you need to evaluate the piping system. You should determine if there are an pinch points in the system or high differentials. When demand waste is mitigated and transient points of use are flat lined, most piping changes are corrected with no additional actions. This is because differential pressure increases and decreases as the square of the flow change. Therefore, a 5% change in flow will reduce the differential by 25%. In addition, many systems have been designed as a cut and paste configuration. By this we mean that the piping has been sized based on a generous margin above the highest flow, often to store air in the piping. We would recognize this where the header is one size, the sub-header would be one size, etc.
These types of configuration create considerable droop in the system. This is where you can have a much higher drop at the point of use than at the supply system. The droop ratio is an important part of evaluation in order to determine the required resolution and control profile in the solutions section of the report.
 Expansion
Expansion
Expansion of the compressed air should be determined based on a number of factors. If it can be done completely at the point of use minimizing the number of leaks in the system, this would produce the best results in terms of efficiency. The pressure at the expansion point will need to be at a lower pressure than the lowest supply pressure at the discharge of the clean up equipment, if there will be any useful storage in the system. This requires discipline from production management to adjust point of use regulators to the lowest required pressure and not jack it up to fix undefined point of use problems. If production cannot manage point of use discipline, we would suggest that you install a central or sector expander/s. We would strongly suggest that you consider isentropic, rather than adiabatic expansion. Adiabatic expansion destroys energy in exchange for a lower pressure management. Isentropic expansion expands the gas to a lower density whereby
little if any energy is expended. It is unfortunately common place for point of use applications to have 15-45 psig of pressure drop between the pipe inlet to a filter regulator and the article inlet pressure to the point of use. At the same time, added compressors are on line or new compressors are being installed to increase the supply pressure by 5 psig. Should you correct the point of use for \$100 or add \$40,000 worth of supply energy.
Constituents of Demand
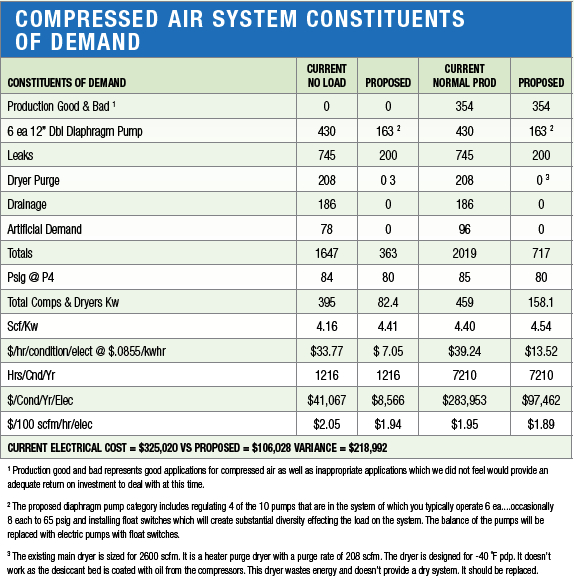
To determine a potential solution without reviewing the constituents of demand will can miss up to three times the reduction in operating cost. The following are some of the constituents of demand that contribute to the total system’s demand:
1. Appropriate usage
2. Applications that can be improved upon like:
a. Open Blowing
b. Transient Events
c. Users that can be significantly reduced in operating pressure
3. Artificial Demand (volume created by operating unregulated users and leaks at
higher than necessary pressure).
4. Waste such as:
a. Drainage
b. Leaks
c. Dryer Purge
d. Centrifugal Blow Off
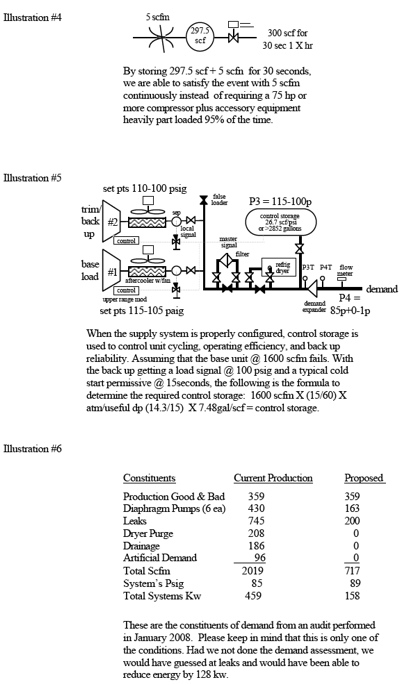
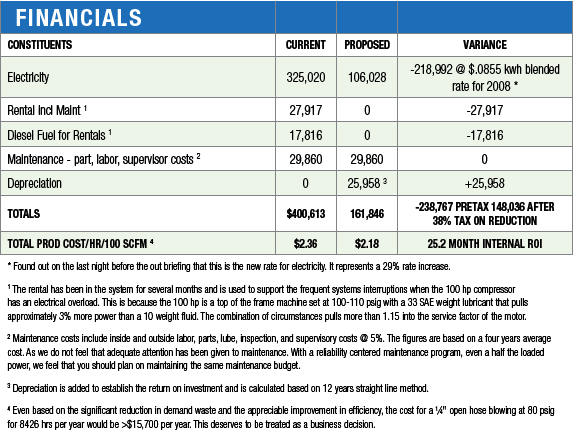
See the attached constituents of demand worksheet from a recent configuration and financial analysis. Please note that there are numerous footnotes to explain the various constituents and cost basis. Once you have determined the appropriate amount of production usage plus a moderate amount of waste, you can now determine what you need on supply to satisfy the actual demand. You may have different demand requirements for each of three shifts as well as weekends. Most power is logged based on the average condition. Make sure that you have applied the actual power including all accessory power to the actual condition. If you are a distribution electrical customer, make sure that you evaluate the demand kilowatts for each condition as well as the electrical usage. Demand can often amount to 50% of the total energy bill. You will also want to see if there are seasonal or time based charges for weekdays and weekends. There can be two to twenty four energy bins that are needed to accurately determine the actual and potential energy costs combined with the conditions of usage.
To properly evaluate the total annual operating cost, you must also evaluate cooling tower pumps and fans, and dryer electrical costs. You must look at water cost (if any) including make up, sewer, and cooling fans (if any) and treatment chemicals. Don’t forget maintenance costs including inspection, in house and contract labor, parts, rental if any including fuel and maintenance. You should also evaluate current depreciation and miscellaneous costs such as inventory costs, aging to destruction, and supervisory costs as would apply.
Other Factors to Consider
What are the considerations at this point? What is the lowest potential operating cost using the existing system components for each production load condition? Is there a different configuration that would further reduce the cost? After appropriate changes in signals, differentials. and set points, what should the new control profile look like? Often the project may take some time to get approved. In this event, you may want to develop an interim profile so that the system works better until the project is completed. Do you require supplementary cooling to satisfy air quality and air treatment inlet requirements? What air quality is really needed?
Is there a reasonable case for heat recovery? What is the part load correction factor for the heat source you may be completely or partially reducing. What are the number of degree days required at the site locations. Make sure that the proposed process flow diagram includes both the inlet and the cooling air inlet and face or coolant conditions. Included should be the elevation above sea level, air and coolant temperature, and relative humidity. If possible you will also require the suction pressure on the inlet in psia. Make sure that this data is used to determine the actual capacity of the compressors in lbs/min or scfm. You will of course want to check with the National Climatological Center for extreme projected conditions to determine the requirement for power and equipment performance at extreme conditions. Make sure that you use 0% tolerance instead of the typical fudge factors so that you don’t miss the systems requirements for the hottest, most humid day.
Conclusion
If the audit team has been vigilant, you have reduced the number of compressors on line. This means that the compressors that are on now represent a larger percentage of the total system’s demand. If you had four compressors and reduce the supply to two, you will increase the risk of interruption if you lose a compressor from service. In the current analysis of risk the loss of a compressor meant less than a 25% negative rate of change. With only two units on line the negative rate of change will double on a unit loss. You must make provisions for this to maintain the reliability of the system in the new configuration.
Based on how your management group prioritizes maintainability, you should consider the application of HMI management information in lieu of developing expertise to improve the quality of root cause analysis and solutions. In lieu of both a HMI system or expertise, most organizations settle for fixing the symptoms of undefined problems and then waiting for new symptoms to arise later from the same root cause.
Once you have scoped out the most workable solution to meet the desired priorities of your management team at the lowest operating cost, it is time to develop an action plan or project plan to move forward with implementation. The action plan should be detailed and include capital and installation costs, engineering, project management, contingency, shipping, and taxes if any. The plan should be developed in the correct chronological order as most plans must be executed with minimum disruption to production and be accomplished as much as possible during normal working hours. Make sure that you clarify to the potential audit teams that the deliverable that you expect is not a shopping list of things that they sell. Particularly with compressed air, you must apply rather than buy the solution. When do correctly, the scope of work is demanding and difficult.
The last work that needs to be done is to determine the proposed operating financials and the return on investment. It may be required to add depreciation for the capital action plan. You may also need to tax the reduction in operating cost which is typically assessed on a corporate basis from 37-41% of the annual reduction.
In this lean economy where the corporate agenda is frequently “Do a Good Job with Less…..or Else”, you can’t overlook compressed air opportunity expense as a viable area to evaluate. At the same time we must be mindful of how critical it is to make the ROI once a project is approved. As important as compressed air is to most production plants, it doesn’t mean that it should be maintained at any cost.
Mr. Foss has been analyzing and trouble shooting compressed air systems since 1973. He has audited more than 1500 systems worldwide. He is also the author of “The Compressed Air Systems – Solution Series”, an 1100 page instruction manual on the integration and operation of the system. Mr. Foss is a Senior Analyst with Air's a Gas, tel: 904-940-6940, email: [email protected]



