Why are compressed air leak programs often ignored or even discouraged by management, in addition to some energy recovery minded third parties?
This problem can be summed up as “Over Promise” and “Lack of Delivery”. In the 1990’s, the basic compressed air inefficiency energy transfer became a prime target for energy reduction programs promising great results with many low investments. Good payback programs, which they are indeed.
The least complicated program, easiest to understand and implement was to fix the leaks. The 1/4” leak at \$10,000/year savings became the byword. Management was easily persuaded to support these low cost, high return programs and the race was on. But, the results were “underwhelming”:
- Some “professional leak specialists” were known to find more leaks than the actual air supply.
- Promised savings of six figure dollar air reductions failed to register even a small blip on the monthly electric bill.
It didn’t take long for this continuing situation to often sour management on programs that require financial and manpower investments. Management might “talk to talk” but hesitated to “walk the walk”. Do not misconstrue, there were also many successful programs that scored well; however, we still see the same issues today with poorly implemented programs continuing to disappoint.

Figure 1. Some leaks are easy to spot – Look for the duct tape
Don’t Overestimate Size or Magnitude of Leaks
 |
||
In the past, most compressed air leaks were sized with an educated estimate by experienced professionals. When a significant number of leaks were identified and repaired, and if the situation allowed, the total leak accuracy was checked with before and after system actions such as flow meter readings in off times, bleed down tests, etc. Further testing has created another accurate guideline:
- When 100 leaks are found and sized, a tight system: should average around 3 cfm each. A typical system should average around 4 cfm each and a high leak system should average around 5 cfm each. Numbers above or below these levels should have a clear explanations!
The major issue is that inexperienced personnel often tend to overestimate the actual volume (cfm) which, when the project is completed and the results are disappointing, management support is lost.
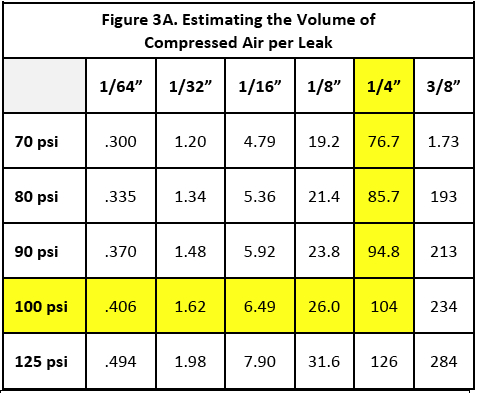
Figures 3A. and 3B. Leak sizing from a standard orifice flow chart – 1/4" leak = 104 scfm, i.e. \$10,000/year
 |
|
This chart is true but what is not said is that it is a test orifice of a given design and thickness with a specific “chamfer” to allow free flow to wide open ambient. |
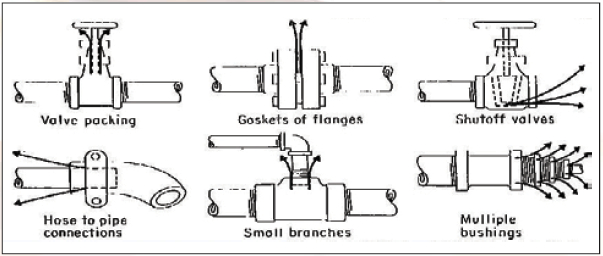
Figure 3B. Clearly, none of these leaks are machined round holes. Many are a relatively long, tortuous path from the compressed air source to the ambient.
Estimating Leak Size
As shown in Figures 3A and 3B, two very important pieces of data are missing to use the orifice table:
- What is the actual diameter, and more important, the area of the leak as it flows through the NPT threads, past the shaft seal, past the gaskets, etc.?
- What is the actual pressure at the leak? Even at 90 psig in the pipe, how much pressure is lost getting to the outside?
The same issues exist in leaking push/pull fittings, cracked fittings or pipe, cracked filter bowls, etc.
Using the orifice chart usually leads to a significant overestimating of the leak values.
Air Power USA performs compressed air system reviews and assessments on a continuing basis and often finds opportunities to observe and measure real compressed air leaks in real time situations. We believe there is no substitute for experience in sizing a leak; however, modern equipment has offered significant new capabilities.
Pressure Drop and Leaks: Repairing Regulators/Filters on Production Equipment - Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Global Leak Load Tests
In addition to measuring leak loads from the bottom-up by listing individual leak sizes, it can be useful to measure the overall system leak load. During periods when the plant is not in production, one can measure the total leak volume with a monitored compressor operation or a bleed down test.
1. Monitored Compressor Operation
During non-production, run the air compressor enough to hold a steady normal system pressure. Observe and record the percentage of load the compressor is running. This can be by timing the seconds loaded and unloaded with a 2-step controlled compressor. The percentage of time loaded versus the total time would be the percent of full load flow. For example, if the compressor is loaded for 700 seconds out of 1,000 seconds of operation, it would be 70% loaded. If the full load rated flow is 1,000 cfm then the flow to feed the leaks and air left on (e.g. open blows and operating machinery) is 700 cfm. There are more sophisticated ways to establish the percent load of units that are not 2-step controlled using the basic Compressed Air Challenge (CAC) capacity control performance curves.
2. Bleed Down Test
- Estimate the total storage volume of the system, receiver, main headers, etc., in cubic feet (7.48 gallons per cubic foot)
- During non-production pump the system up to full pressure
- Shut off the compressor(s)
- Allow the system to bleed down to about half the full load pressure psig (at 50 psig) and record the time
- Use the following formulas:
- Time minutes = Volume in cu ft. x (P2 start – P1 stop) x 14.5 ambient pressure psia x net flow out
- Leak volume cfm = (Volume in cu ft.) (50 psid) x 1.25 = (14.5 psia) (Time minutes)
The 1.25 multiplier corrects the normal system pressure allowing for the reduced leakage rate with falling system pressure. This answer in cfm will equal all the leaks and any processes left on. Deduct those processes that have to be left on and the result is a fair estimate of the total volume of wasted air from leaks. Any leak list that totals more than this number should be investigated.
3. Use the plant’s recorded data, if available, to establish the total flow level during non-production periods. Or, if not trended, read flow meters in the distribution headers during non-production periods. This approach may also be useful for measuring air flows in branch headers, e.g. air going to only one production building, mill or area, especially if the entire plant operates continuously but individual production areas are shut off during some shifts. To mitigate inaccuracy in any flow meter, it is wise to use the same meter to measure the air flow during non-production to determine the total load.
Compressed Air Measurement Monthly e-NewsletterIf there is no Compressed Air Flow, Dewpoint, Oil, Pressure and kWh Measurement, how can one effectively manage the system? Content provides “how-to examples” of System Assessments and Technology Profiles of the required instruments. |
Leak Repair Log
As leaks are identified and tagged for subsequent repair, they should be tabulated in a log sheet. Ideally this log would include an estimate of the repair time, include columns noting the actual repair date and costs, and document who did the work. This repair information will be very useful when determining the true value of the leak project.
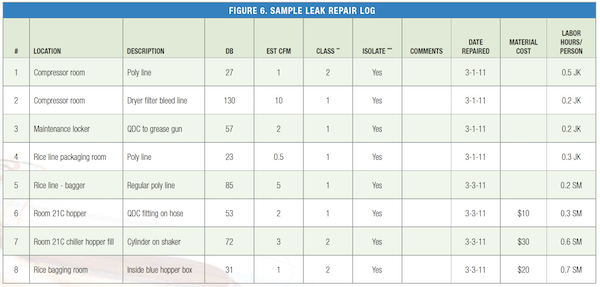
** Class of leaks indicates estimated repair time – 1=1/2hr; 2=1hr; 3=1-3/4hr; 4= >1-3/4hr
*** Isolate “yes” indicates leak can be isolated for repair with the system air pressure on; “no” means it cannot be isolated with the system air pressure on.
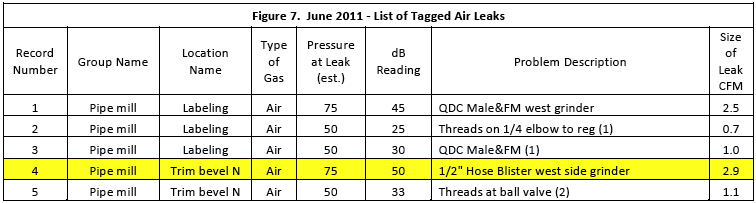
Figure 7. Leak log shows the ability of a high quality, digital ultrasonic leak locator to quantify the leak volume. During a recent compressed air system review in a steel mill, our assessment team had the opportunity to install an in-line thermal mass flow meter (a CDI model 5400) in the line leading to a “blister leak” in a hose within the pipe mill. (See leak #4 in Figure 7.) The ultrasound leak locator (a UE Systems model 3000) calculated the leak at 2.9 scfm and the CDI flow meter registered 3.1 scfm. In this world, this is very, very accurate.
Valuing the Leak
After accurately identifying the magnitude of the total leak list and repairing them, the next significant challenge is to value the effect of the leak project on the monthly or annual electric bill. To management this is where “the rubber meets the road” – are compressed air leaks worth fixing?
Often the leak project identifies the cost of producing the total air leakage by volume (cfm); pressure, (psig), hours per year; and power rate. For example, often programs predict, “If you are saving 800 cfm at 4 cfm per input horsepower, we estimate it will cost 200-hp input to produce the air -or- 200-hp x .746 = 149.2 kW.
149.2 kW x .10 x 8,760 = \$130,669/year to produce this air
This \$130,669/year is what it costs to produce this volume of compressed air in annual electric energy cost - it is probably not the actual recoverable value.
The True Recoverable Value is “Site Situational”
Depending on the operations model pre- and post-projects the true recoverable value will vary by net system “specific power” (scfm/kW). The value shown above is full load efficiency. For the air supply in question, actual part load operation will always be less efficient and will vary by the type of compressor and capacity control. Under this situation the financial savings will probably be overstated, sometimes very significantly.
If the air reduction from the leak projects allow the system to completely shut off a very inefficient air compressor the overall system specific power will improve and the overall savings may be understated.
In summary it is site situational. The financial analysis must have an accurate baseline operating cost and then an accurate post-project cost. Air Power USA performs many air assessments with performance ¬¬¬contraction, where they are paid ONLY for actual kW reduction. Predicting kW and kWh results have to be accurate. To oversimplify the procedure we created a measured (baseline) operating model and a projected operational alignment for post-projects. Internal software then generates a \$/scfm/year. of recoverable annual electric energy which is completely site specific and proven to be very accurate.
Eliminating a majority of compressed air leaks and sustaining low leak levels is not an event, it is a continuous program and to be successful must be embraced by all personnel, often requiring a culture change.
Are Compressed Air Leaks Worth Finding, Fixing and Sustaining?
Recently in a Steel Plant with rolling mills and galvanizing process, 625 leaks were identified, tagged and repaired. The projected scfm volume was 3,140 scfm and the measured volume saved was actually about 3,250 scfm. Due to the nature of the business the average leak size was 5 cfm and many leaks were located near each other (particularly under and near the mills). The repair cost was a little over \$68,000 and the actual recoverable energy reduction was $333,158 year. APPARENTLY WORTH FIXING!
For more information contact Hank van Ormer, Air Power USA, Inc.
To read more System Assessment articles, please click here.



