A compressed air assessment conducted by Draw Professional Services, a division of Atlas Copco, at the Grundfos Pumps facility located in Fresno, CA has found some significant improvement opportunities. The company manufactures centrifugal pumps and hydraulic components at this facility. Grundfos is the largest pump manufacturer in the world, based in Denmark, with more than 19,000 employees globally.
As part of the Grundfos corporate goals, the company has always focused on sustainability, and this carries through to their compressed air system, plant management wanted to ensure their system was fully optimized to ensure minimize wasted energy. The system already consisted of a combination of fixed speed and variable speed drive air compressors, making the supply side efficiency very good, however, a detailed look at their compressed air system components and end uses showed some surprising improvements could be made to greatly increase efficiency, improve reliability, and reduce costs.
Background
The system consists of two separate, but interconnected, compressor rooms located in Building 1 and 2 shown in Figure 1. Five lubricated screw compressors are available for service, but the Building 2 compressors are designated as spare, not normally operating. One of the two variable speed drives in the main compressor room was down for repairs during the assessment. All the compressors except one have air dryers installed within the compressor enclosure. The air output of the compressors is filtered by mist eliminator filters, and some additional fine coalescing filtration. The system had storage receiver capacity totaling only 1,700 gallons located upstream of a pneumatically controlled pressure/flow controller and minimal general storage capacity in the Plant 2 building. Certain specific production areas in Plant 1 require higher than normal pressure, so a special tap was installed on the high-pressure side of the pressure/flow controller to feed this need. The assessment found that the flow controller was not regulating properly, causing pressure problems in both buildings.
Data loggers were placed for a period of two weeks on the system to monitor system pressures at various critical points, compressor/dryer power, and system flow. During the plant assessment it was noticed that various important machines were experiencing periods of low pressure, so special detailed pressure testing was done to determine the causes.
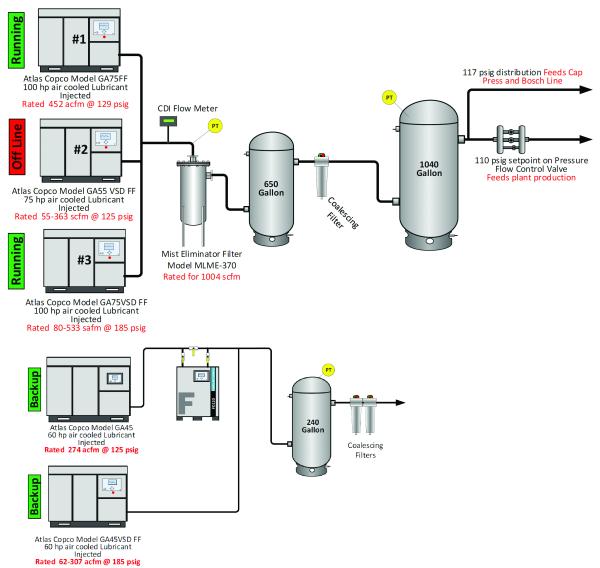
Figure 1. Two separate but interconnected compressor rooms exist, one in each building. The main compressor room had a pressure/flow controller to reduce the pressure in the plant, but also a high-pressure tap running to critical production processes. The coalescing filters were causing excessive pressure loss and were found to be redundant. Click to enlarge.
Analysis of the pressure data logging (Figure 2) showed that, while the variable speed drive compressor maintained a constant discharge pressure near 120 psi, the pressure at various critical points fell to as low as 85 psi during peak production operations. General pressure in the plants, especially Plant 2, fluctuated between 102 and 112 psi, showing that the pressure/flow control valve was not regulating properly, and that Plant 2 lacked enough general storage volume to support transient flows. Plant personnel were also reporting frequent production outages, affecting plant throughput, caused by pressure fluctuations.
“We found three production machines in the plant that required higher than desired compressor discharge pressure. Two of these were simply caused by undersized supply filters and regulators. And one required such low flow it could be supplied using a pneumatic pressure amplifier”, said Frank Moskowitz, lead auditor, “Once these problems were addressed, we found it would be possible run the whole plant with 100 psi discharge pressure.”
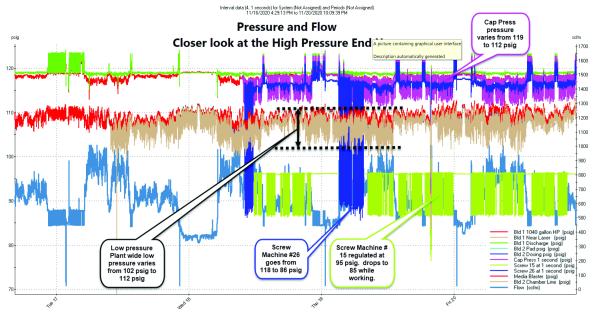
Figure 2. Plots of the various critical system pressures show low and variable main system pressure in Plant 2 and highly variable pressure on critical machines. Click to enlarge.
Special Pressure Testing
Typical data logging with slower sampling frequency does not capture the required detail to properly assess transient pressure losses caused by undersized components, so special testing was done in problematic areas at a higher data logger sample rate. Figure 3 shows the results of the testing on a screw machine done at a one second sampling rate, the large pressure drop is caused by an undersized supply filter and regulator, and a lack of storage capacity. This problem only appears when the machine is consuming air, and goes away when flow stops, shown by the high low-pressure steps. Properly sizing these supply components and adding some small local storage receiver capacity and a pressure amplifier as shown in Figure 4 corrected the problem, allowing the compressor discharge pressures to be reduced.
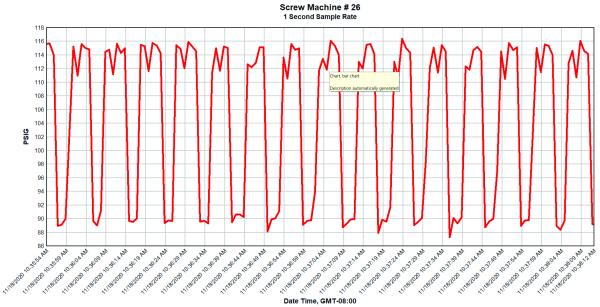
Figure 3. When this screw machine starts consuming air the pressure drops significantly, causing production problems. This forced the plant personnel to increase compressor discharge pressure which wastes energy. Click to enlarge.
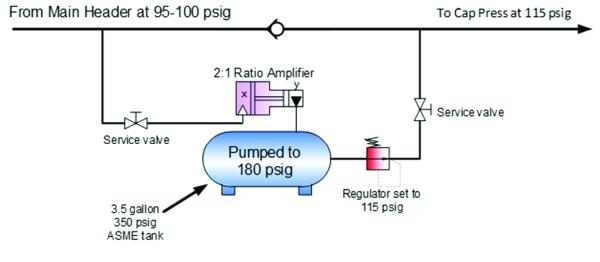
Figure 4. Properly sizing the filter, regulator, lubricator components, and installing small local storage reduces the pressure loss, allowing the compressor discharge pressure to be reduced.
Assessment Results
The analysis of the data collected showed the following baseline:

Grundfos baseline calculations. Click to enlarge.
A thorough machine-by-machine inspection found a number of potential inappropriate uses including air blowing and vacuum generation. About 275 cfm of non-production flow was seen during weekend operation, most of this attributed to leakage. Detailed research and calculation showed the following could be done to significantly reduce operating costs and stabilize plant pressures:
- Use an automatic sequencer to stage compressors and set a lower target pressure at around 100 psig. The sequencer would automatically start backup compressors in case of failure of any main unit.
- Replace blowing nozzles on four machines for cooling parts with motor driven air-cooling fans.
- Purchase and install a pneumatic amplifier for the high-pressure application which will allow the rest of the plant to operate at the lower setpoint pressure.
- Replace the existing regulators for screw machines with high flow regulators. Add small surge tanks for pressure support.
- Remove the secondary coalescing filter at the main pad.
- Remove the pressure flow control valve or bypass it at the main pad.
- Purchase and install a 2,560 gallon receiver to be used as a dry side receiver volume to stabilize pressure in Plant 2.
- Add 650-gallon storage tank at a large sand blaster to stabilize pressure caused by high flow.
- Replace open blowing plastic tubes with engineered nozzles. This will maintain the required blow with reduced airflow.
- Raise awareness of employees on compressed air cost. They should shut off equipment when not needed. Investigate automation such as solenoid valves that shut off air when not being used.
- Purchase a leak detector and use it in a focused waste reduction effort. Reduce air leaks by 50 cfm (just a starting point).
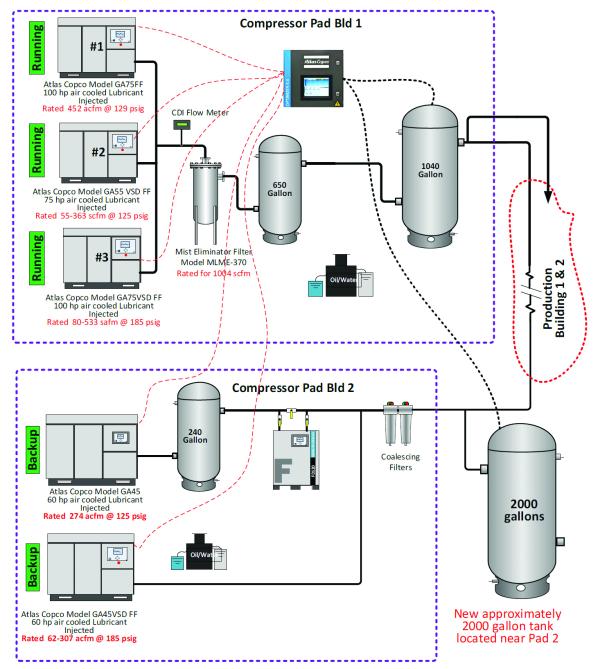
Figure 5. Final arrangement of compressor rooms showing coordinated control at a lower 100 psi pressure. Click to enlarge.
Potential Savings Calculations
Based on the main recommended measures the following are the estimating savings for the various measures as calculated by the AirMaster+ program:

The assessment report recommendations showed that significant potential savings are possible by lowering discharge pressure, better controlling the compressors, and reducing compressed air waste. Click to enlarge.
Currently the project is nearing completion and preliminary estimates show the lower discharge pressure and reduced flow has changed the specific power of the compressors from 20.2 kW per cfm to a new level of 18.2 kW per cfm for a reduction of about 10 percent in production energy consumption per unit output. Overall, the energy reduction, including flow reduction is currently crossing the 20 percent level and expected to increase to higher levels.
Furthermore, the system has become more reliable, because there is now enough automatic-start backup to ride out the failure of any one, perhaps even two main compressors. And one of the best benefits of all the changes is the increased stability of the pressure on critical machines and in other production areas. New well sized components and large localized storage receivers ensure that production continues without a hitch, making it possible for Grundfos to pump out more and better product in the coming years.
Conclusions
The results of this assessment show that simply having VSD compressors and a pressure control is no guarantee of high efficiency. It is always best to have an expert compressed air auditor assess your system by carefully measuring with data loggers and performing a detailed plant walk-through. Often, unexpected conditions will be uncovered that, if corrected, will bring significant benefits to plant production throughput and energy costs.
Says Moskowitz, “ I’m very impressed with the compressed air improvement team at Grundfos, we do many compressed air assessments per year, but it is quite rare to have a client agree to do all of our recommendations, and also come up with more of their own.”
“We are happy we relied on the experts in the field to tell us how to improve our air systems. I knew we were on the right track and the results show it.” said Sean Wolfe, APU Manager at Grundfos, “We continue to make improvements in our compressor control, have expanded our efforts to reduce leaks, and now are going to move forward with a weekend shutdown schedule to reduce energy (in our down time).”
For more information about this article, contact Frank Moskowitz at Draw Professional Services tel: 602-809-4195, website drawproservices.com.
To read similar Compressed Air System Assessment articles, visit https://www.airbestpractices.com/system-assessments.
For expert presentations, visit our Webinar Archive Section dedicated to Air Compressor Technology at https://www.airbestpractices.com/magazine/webinars.



