Corporate announces it is participating in the ISO 50001 Energy Management certification program and issues the edict to all itsmanufacturingfacilitiesto come up with plan to reduce energy consumption by 25%. Plant management calls a meeting to discuss how this ambitious goal can be met. Since energy is one of the largest controllable components in a compressed air system, the group decides to start there. Arecentsupply side assessment conducted in conjunction with a compressed air specialist confirmed the compressors are energy hogs. Based upon the analytical simulation run by the specialist, a recommendation was made to upgrade the compressor network with a System Master Control. The project is moving forward making it good starting point in the overall energy reduction plan. What next?
Lower the Delivered Air Pressure to the System:
Maintenance is responsible for assuring an adequate supply of compressed air is delivered to production. But who has the authority to govern how the air is used? The individual machinery operators always want more air at higher pressures. When the pressure at the use points gets too low, the typical response is to increase the air supply pressure until the complaints go away. The consequence of raising the supply pressure is an added power penalty of 1 % at the compressors for each 2 psi increase in pressure. In addition, leakages increase by about 10% for each 10 psi change in the delivered air pressure. A .25” orifice, for example, will vent 104 scfm back to atmosphere when supplied at 100 psig. At 80 psig, the volume drops to 86 scfm (-20%). The cumulative effect of higher delivered air pressure extrapolated out over the entire facility results in an enormous cost penalty. Management needs to establish standards with regard to how the air is used to include defining acceptable pressure profiles to minimize waste.
While there are numerous resources available to guide an air user on mitigation techniques for lowering the delivered air pressure, most plant managers will benefit from outsourcing the services to a compressed air expert. The expert will help define the issues and develop a strategy. An air audit will not only lay out a plan to allow lowering the system pressure but also identify how to use air more efficiently. The results achieved with the assistance of an expert will justify the expense.
With the application of System Master Control, the air savings in the demand side of the system can translates into a true kW reduction back at the compressor room. A plant air system has both unplanned leakages, which need to be fixed and planned leakages; intentionally created paths to let the air escape back to atmosphere while performing an assigned production tasks. Taking appropriate remedial actions to control how the air escapes the system offers a huge savings opportunity. In addition to looking at the compressor room, an energy reduction plan must address how air is distributed and how it is used. Some areas of concern:
Regulate the Points of Use:
Left uncontrolled, the air consumed by use points becomes a function of the upstream supply pressure from the compressor room and impediments to flow in the piping distribution system. The resultant distribution imbalance starves some use points of air while others are over pressured and forced to consume more than needed to perform the required task. Every use point has an associated minimum acceptable pressure required to successfully complete the event. Anything higher will cause waste. The best pressure for completing each task must be identified and an appropriately sized pressure regulator installed to maintain the use point air pressure at the right level. When installing the regulator, inspect the takeoff line and hoses to ensure no excess pressure drop has been introduced by the addition of improperly sized filter/lubricators, shut off valves, or other poor hose connection practices. It is important to secure the regulator in a manner that discourages tampering by operators. Lockable regulators are available for this purpose. Regulators can also be installed in lockable panels or in an inaccessible location like higher up in the ceiling.
Apply Storage Solutions:
Compressors cannot push air through a system. It’s not like pumping water. To get air to flow, low pressure points must be created. Air will then flow from the higher pressure areas to the lower pressure areas. It is important to recognize the function of the pipes when taking actions to improve how the air travels through the system. The pipes are the conduit to flow the air from the compressor room to the connected production demands. They are also the fixed volume vessel that stores the air in advance of production demands. Both these functions must be considered when developing plans to improve the performance of a system.
The stored air volume is expressed by the equation:
Note the two variables that determine the stored potential energy in a system are the fixed volume vessel and the allowable change in pressure within the storage vessel. In a plant air system, the piping distribution system is the fixed volume vessel. The degree that the pressure is allowed to decay determines the amount of stored energy available from the piping distribution system to support production. Since the piping volume is fixed, the only immediate remedy available to increase the stored energy is to raise the pressure for the entire system. This results in increased air consumption and wasted energy.
The volume of the system can also be increased by the placement of air receivers at strategic locations. Pressure reducing stations can then be configured to control the release of the stored air to satisfy a definite purpose task. Some examples of storage solutions:
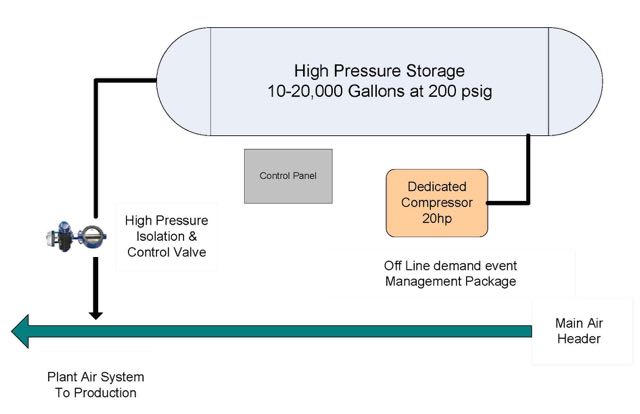
Figure 1. Off line demand event management system.
- Secondary storage receivers can be installed to mitigate transmission times as the air travels throughout the piping distribution system. Storing air where it will be used relieves the piping conduit of storing high pressure air in advance of the event. The pipes main function becomes replenishing the air in the receiver during the dwell times of the demand cycle instead of acting as a storage vessel. In this manner, the speed, thrust, or torque of an application can be refined. Intermittent surge loads such as dense phase conveying can be dealt with from locally stored air. Storage can also be used to positively pressurize cargo vessels in tanker trucks and railcars before the material offloading process can begin. Satisfying intermittent demands from locally installed air storage receivers will save air usage and its associated costs.
- Dedicated storage can protect critical processes against unacceptable pressure fluctuations. The receiver dedicated to the process is sized to ensure the pressure change stays within an acceptable range under all dynamic load conditions.
- Off line high pressure storage can be engineered to function as a demand event management system. A large receiver is pressurized by a small dedicated compressor to a much higher level than the main plant air system provides standby storage sufficient to sustain the system pressure during large intermittent demand events. The package is side streamed so it is not in the main air flow path. It can also be sized to maintain the air supply for a predetermined period of time to allow machinery to safely shut down in the event of an unanticipated failure of the air supply.
- Metered storage can be to isolate the main air system from the impact of short duration high volume loads like the pulse jets that knock off the cake in dust collection and bag house processes. A properly sized receiver tank and/or multiple accumulators are installed in the air line supplying the workstation. The pressure supplied to the storage vessel(s) is regulated down to a level that will efficiently dislodge the cake off the bag without excessive impingement forces. In addition to using less air, collector bag life is extended. A check valve upstream of the regulator ensures the definite purpose air stored for the process will not flow back into the main air system if a low upstream pressure conditions occurs. Some processes may benefit from putting a manually adjustable needle valve on the supply pipe to meter the rate of air replenishment to prevent draw down of the main air system when the storage recovers.
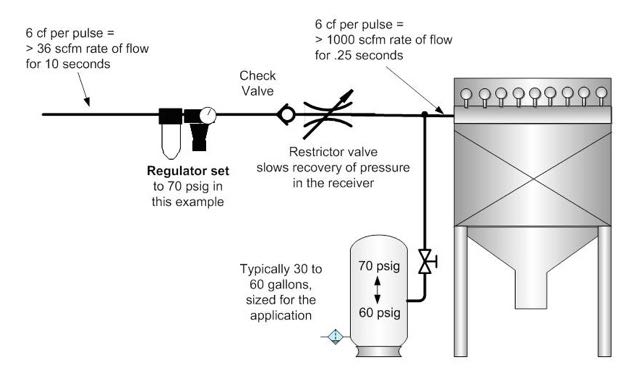
Figure 2. Metered storage on a dust collection process
- Sector the airdistributionsystem:
An opportunity exists in many plant air systems to deliver the air at different pressures by sectoring the piping distribution systems. Instead of maintaining the entire air system at the highest required pressure, multiple sectors can be configured for delivering the high pressure air to only those areas of the plant that require it. The remainder of the plant can then operate at a lower pressure to save air and operating costs. Some examples:
- Figure 3. shows an independent dedicated supply line connected from the main air storage receiver to a maintenance shop area that requires higher pressure air.
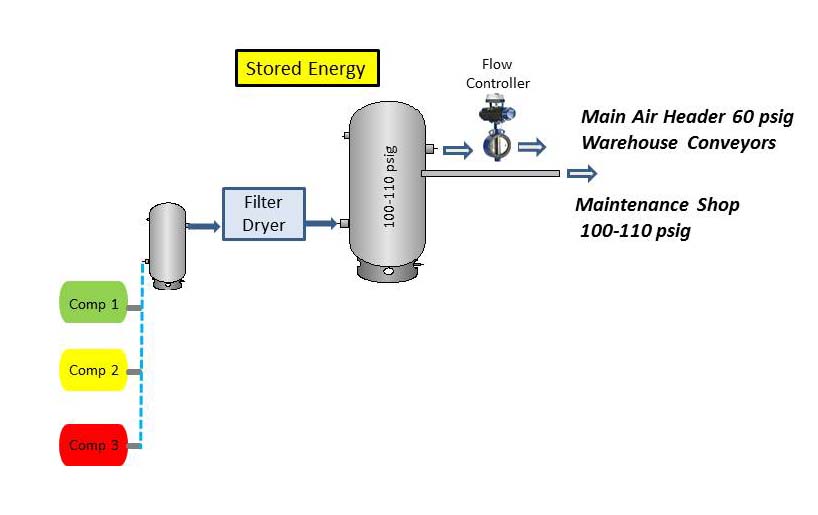
Figure 3. Sectored storage example
- Plants with multiple production areas all operating in common with the main air supply header can be sectored using remotely activated isolation valves. During prolonged non-production periods, air to the respective sector can be shut off or pressure reset to a much lower level just to keep the pipes full.
- Plants which have two separate compressed air systems can arrange to spill air over from the higher pressure system to an adjacent lower pressure production area. This will keep the high pressure compressor fully loaded for longer times, operating at peak performance instead of idling inefficiently or blowing off to atmosphere. For systems where the high pressure area is only marginally higher than the main air system, a check valve can be added to allow air to automatically backflow in the event of emergency.
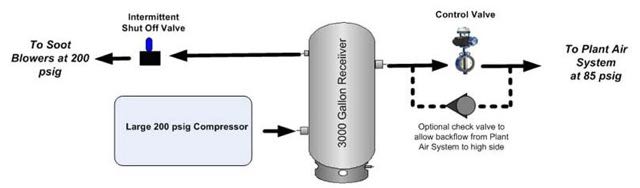
Figure 4. with optional backflow check valve
Optimize How the Air Is Used:
A big savings opportunity exists by eliminating air waste and inappropriate uses. Look at alternative methods for accomplishing tasks more efficiently. Keep in mind it takes 7-8 electric horsepower to deliver 1 pneumatic horsepower. Some examples:
- For low pressure applications, fans and single/two-stage blowers can be applied.
- Replace inherently inefficient air motors with electric motors where possible.
- See if it makes sense to use vacuum pumps instead of air operated venturi nozzles.
- Consider using an electric motor driven mechanical pump rather than an air operated diaphragm pump.
- Install no air loss condensate drains.
- Use high efficiency nozzles, air knives, and air amplifiers on open blowing processes.
- Look at ways to cool cabinets other than with open tubes, air bars, or vortex tube coolers.
- Eliminate compressed air people coolers.
Summary:
The costs associated with running a compressed air system are much like the costs to operate a car. Money spent to purchase fuel is the investment. Until the car is driven, however, the fuel is still in the tank and hypothetically could be exchanged back for money. The final cost of the fuel will depend on how the car is driven. Steady highway driving will cost a lot less per mile than aggressive driving, driving in stop and go city traffic, and heavy hauling. Poor maintenance will also increase the cost per mile. The compressed air system is the same way. The power purchased to compress the air and hold it in storage is the investment. The cost is incurred when the air is used and the final cost of the air will be determined by how it is allowed to escape the system. Think unintentional and intentional leaks! Lowering air pressures, controlling use points, applying storage appropriately, and eliminating wasteful practices will save on the air consumed at use points. Less air usage translates to a reduction in the energy investment back in compressor room. The facility is on its way to achieving ISO 50001 Energy Management certification.
For more information contact Bob Wilson, PEMCO Services, www.pemcoservices.com.
To read similar articles on Compressed Air Storage System Assessments, visit www.airbestpractices.com/system-assessments/piping-storage.



