Achieving a high-quality finish on a coated product, whether it’s painted or powder coated, is dependent on a variety of variables that impact coating quality before material ever comes out of a spray gun. For example, it’s essential to have the proper paint agitators, paint pumps, spray guns, hoses, line sizes and pump cycle rates. But an even bigger requirement is a properly sized compressed air system to effectively operate the pneumatic painting and powder coating equipment.

A complete paint spray system.
Compressed Air Sizing Considerations for Paint and Powder Finishing
Air compressors provide the necessary air pressure to atomize and propel paint and powder particles from a spray system onto the surface of an object being painted or coated. An improperly sized compressed air system produces unstable results. If the air compressor is undersized, it won’t keep up with demand, causing pressure drops. This affects the atomization of material and results in uneven coats, not enough paint coverage and costly rework. If the air compressor is oversized for the spraying application, you’ll experience excessive air compressor start and stop cycles leading to motor burnout and increased utility costs due to energy spikes during startup.
Things to take into consideration when identifying the proper compressed air requirements for paint spray finishing or powder coating equipment – whether you’re refining an existing compressed air system, adding trim air compressors or installing a new compressed air system – include:
Pressure and Volume Requirements: What type of finishing applications are you using the air compressor for and how frequently will it be used? Different types of paint or powder jobs require different air compressor setups. For example, large-scale industrial secondary manufacturing companies generally use more air due to higher product outputs and worker shifts than an automotive body shop or a small kitchen cabinet manufacturer.
Industrial operations often require higher pressures and volume compared to automotive touch-ups and resprays. The frequency and intensity of your finishing operation will influence the size and type of the air compressor needed for quality results. If your shop has a high volume of work, multiple shifts and sprays continuously, it’s important to select an air compressor that can provide the necessary pressure and volume to meet the requirements of your coating equipment.
Rotary screw air compressors are recommended for finishing applications requiring a continuous supply of compressed air for long periods of time. Reciprocating air compressors are typically meant for intermittent use where smaller, non-continuous amounts of compressed air are needed. The choice between a rotary screw or a reciprocating air compressor depends on how often compressed air is required, and to what extent, to complete the task.

A high-efficiency electrostatic paint spray gun in operation.
Spray Equipment and Painter Technique: Another factor to consider is the type of spray equipment, along with the painter’s technique, as air consumption is influenced by the operator’s trigger time and the type of paint or powder technologies used. Trigger time is simply how long the operator of the spray equipment holds down the applicator’s trigger, releasing the mixed fluid and air and propelling it out the nozzle to coat the product. Mastering precise and repeatable trigger control is crucial for increasing material transfer efficiency, lowering compressed air use and producing consistent spray results.
Different paint and powder applicator technologies require different amounts of compressed air. Typically, the more technologically advanced the spray applicator technology, the less compressed air it consumes, and the more efficiently it transfers material to the product. For example, at a 25% trigger time, a low-pressure spray gun will consume roughly 88 cfm, while an air-assisted airless spray gun will consume 40 cfm. Conventional paint spray guns use more air than airless sprayers, air-assisted sprayers, electrostatic sprayers and rotary bell applicators.
There are differences between manual spray equipment and automatic spray equipment, as well. Manual spray involves a worker operating spray equipment by hand. Automatic applicators take the human out of the process, allowing robotics and automation to coat the products in an efficient, repeatable manner, increasing paint transfer efficiency and material savings and using predictable amounts of compressed air.
It’s worth noting the purchase price of spray technologies increases as the paint transfer and compressed air efficiencies increase.
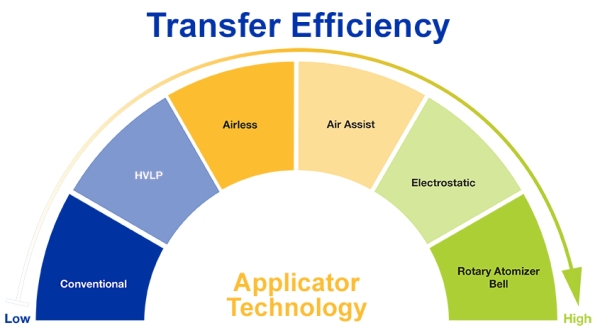
A comparison of different types of spray guns and their transfer efficiency (courtesy of Graco).
Finishing Equipment Air Requirements: The size of the air compressor might be the most important factor to consider when designing a finishing system. Each tool and piece of equipment running off the compressed air system has specific air requirements.
Identify the correct cfm, psi and horsepower (hp) requirements for all finishing equipment in the system. This includes everything from the paint pumps, pressure pots and agitators, all the way to the spray guns and applicators, along with other pneumatic tools that will be powered by the air compressor. It is critical to understand the ratings and requirements of pneumatic equipment to ensure the air compressor provides sufficient air flow (cfm) at the correct pressure (psi) while working as efficiently (hp) as possible.
Most paint spray guns require an average of 10 to 15 cfm at 90 psi (6 bar) to successfully atomize material. Identify every piece of pneumatic equipment that will run off the compressed air system and calculate the air compressor size based on that total. When selecting an air compressor, it’s recommended to size up to 140% of total demand to ensure the air compressor keeps up while leaving room for future growth.
Clean Environments: Quality finishes, be it powder or paint, require quality finishing environments. Paint spray and powder coating booths ensure a clean and safe space that provide the necessary airflow needed for the best results possible. Suitable booths meeting the standards set forth by OSHA, the NFPA and the EPA have five main components including the proper walls (single-skin or dual-skin), the correct door for pressurized or non-pressurized booths, a filtered air intake plenum, an exhaust chamber to exhaust and filter air (regardless if it’s a cross-draft, semi-downdraft, side downdraft or downdraft booth), an air make-up unit to restore equal amounts of exhausted air while maintaining steady air flows and temperatures and a manometer to indicate when paint filters need to be replaced. Every paint booth is different. Choosing the correct spray booth for your application requires regulatory compliance and expertise in booth design, installation and support.
The same is true for the environment the compressed air system resides in. Clean, dry air is essential for achieving high-quality paint and powder coating results. Moisture, oils and other contaminants getting into the compressed air stream leads to various defects, including bubbling, flaking, peeling, wrinkling, fisheyes, solvent pops, blisters and poor fluidization. This leads to costly rework.

A clean air compressor room.
Choose a clean, dry, centralized, climate-controlled space, if possible, to house the compressed air system feeding your finishing operation. Install inlet and in-line particulate filters to remove particulates and other contaminants from the air stream. Also, invest in air treatment equipment, such as a desiccant compressed air dryer and an aftercooler to achieve lower dew points and reduce humidity. The more your air stream is contaminant-free and dry, the better coating results you will achieve.
Air Audits for Spray Finishing
If you plan to use your existing compressed air system for new paint or powder finishing equipment, conducting an air audit to identify and understand your facility’s compressed air and energy use is highly recommended. An air audit reveals important details about your company’s current air consumption and system demand, along with opportunities for improvement. It helps determine whether or not your current compressed air system is sufficient to provide the necessary air requirements for the new paint or powder equipment, or if additional trim air compressors are needed.
Using data-logging technologies to assess and measure voltage and current, moisture, temperature, flow and pressure, an air audit can help:
- Verify cfm output
- Identify artificial demands
- Identify inappropriate uses
- Locate pressure drops
- Identify insufficient storage
- Identify leaks
This data can be used to resolve the inefficiencies detected. It also takes the guesswork out of determining whether or not your existing system can supply the compressed air requirements of your finishing equipment, or selecting and sizing a trim air compressor to add to your system. As previously stated, size your compressed air system to 140% of total demand to guarantee it can keep up and to leave room for future growth.
Air Audit Example 1
Below is an example of a paint finishing project C.H. Reed completed for a machinery manufacturer. An air audit was completed in its paint kitchen to identify opportunities for cost reduction, process improvements and equipment upgrades that would add value and benefit its operation.
Each piece of equipment in its finishing operation consumes compressed air based off specific fluid flow rates and operating pressures. For example, the chart below reveals the average air use for a single paint agitator. As you can see, it varies based on operating conditions.
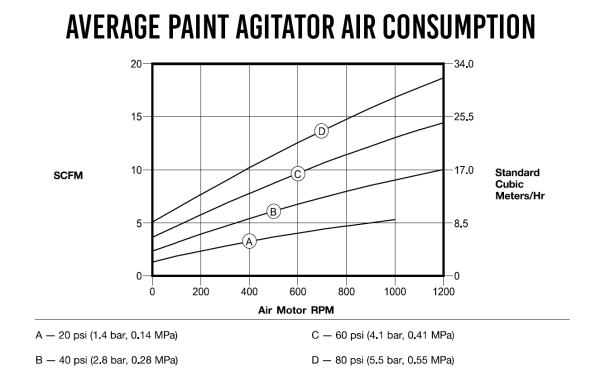
Average paint agitator air consumption (courtesy of Graco).
After conducting air audits for this manufacturing company’s paint pump room, paint proportioning stations and paint application equipment, the pneumatic operating estimate of this customer’s painting operation was as follows: 8 pneumatic paint pumps using 10 cfm each equals 80 cfm total; 12 pneumatic paint agitators using 8 cfm each, equals 96 cfm total; 8 electrostatic air spray guns using 20 cfm each equals 160 cfm total.
This gives us a grand total of 336 cfm of compressed air consumed. Using this data, C.H. Reed was able to identify major opportunities for reducing the amount of compressed air used by the painting operation. Following the 140% rule, this facility needed a compressed air system capable of handling 470 cfm.
Air Audit Example 2
A customer in the defense and aerospace industry was looking to purchase compressed air equipment to feed a new paint delivery and spray booth system. C.H. Reed identified the air requirements for its new finishing components: 16 paint piston pumps running continuously at 15 cycles per minute at 75 psi (5 bar) using 10 cfm each, for 160 cfm total; 6 drum agitators running continuously at 5 cfm each, totaling 30 cfm; 3 mix tank agitators running continuously at 5 cfm each, equaling 15 cfm total; 6 HVLP (high volume low pressure) spray guns running intermittently at 20 cfm per gun, totaling 120 cfm. Additionally, the customer had miscellaneous paint proportioners that use little air. It was estimated 25 cfm could handle all of them.
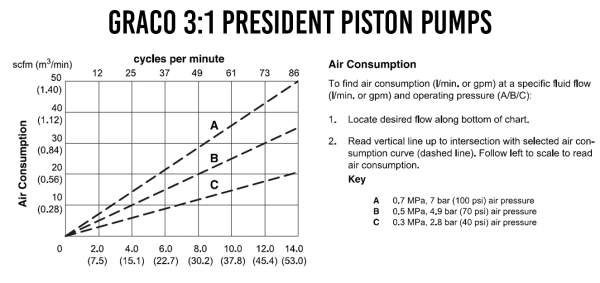
Piston pump air consumption (courtesy of Graco). Click to enlarge.
This gives us a total estimate of 350 cfm airflow volume, so an air compressor capable of 490 cfm was recommended.
Whether you’re adding onto an existing compressed air system, adding trim air compressors or installing a new system to supply your finishing equipment, choosing the right air compressor for your paint or powder finishing operation is a critical decision that can greatly impact your bottom line. Consider partnering with an engineered systems solutions provider with the knowledge and expertise to select, design, install and maintain equipment specific to your paint finishing or powder coating application.
About the Author
Shane Vrankin is C.H. Reed’s Service Consultant for the company’s southern Pennsylvania, Maryland and Virginia territories, providing preventative maintenance solutions for compressed air end-users. Prior to that, he was C.H. Reed’s Marketing Manager for 11 years, overseeing all aspects of the company’s marketing initiatives for the compressed air and paint finishing business channels. He was responsible for all inbound and outbound marketing projects targeted to customer retention and growth.

Shane Vrankin.
About C.H. Reed
C.H. Reed is a mid-Atlantic distribution and service company for compressed air systems and equipment, industrial vacuum pumps, paint and powder finishing systems and fluid handling and process equipment. C.H. Reed offers industrial equipment, service, preventative maintenance and engineered solutions with support from top manufacturers including Quincy Compressor, Chicago Pneumatic, Graco and Carlisle Fluid Technologies. For more information, visit https://www.chreed.com.

C.H. Reed headquarters in Hanover, PA.
To read similar articles on Air Compressor System Assessments, please visit https://www.airbestpractices.com/system-assessments.
For expert presentations, visit our Webinar Archive Section dedicated to Air Compressor System Assessments at https://www.airbestpractices.com/webinars.



