Grand Manufacturing, a small community owned Canadian agricultural products manufacturer, has upgraded their compressed air system as a result of a production expansion, yet increased the compressed air energy efficiency 61% by consolidating their system and implementing an innovative dual pressure control strategy.
Smaller Project Originally Considered
The project originally started as a routine request for a financial incentive to support the installation of a more efficient VSD controlled compressor instead of using a less efficient load/unload compressor to supply a new laser cutting machine being installed in the facility. The laser compressed air load profile is variable due to the variety of items being cut for production purposes. This type of profile is a good fit for a variable speed drive compressor and something that qualifies for Manitoba Hydro’s Performance Optimization Program grants. One fairly unique requirement for this system was the pressure; the laser required a supply pressure of 200 psi for special cutting operations. For this reason Grand Manufacturing selected a screw compressor with a discharge pressure rating of 215 psi and planned to run the system at that level, which was similar to their two other existing laser systems.
As a basic customer service Manitoba Hydro visits the customer’s site and assesses the characteristics of systems consuming significant energy. As part of this service a compressed air scoping audit was done on the existing compressed air system in the plant because an energy project was imminent. Data loggers were installed on the system for a week and a system baseline developed to assess how the system is meeting the customer’s needs and to gauge the efficiency. The scoping audit showed some interesting facts about the plant air supply. Two load/unload compressors had been previously installed as part of two existing laser setups, but these units were lightly loaded and operating inefficiency due to a rapid cycling condition. The units were being run independently as separate systems and both were running at 200 psi. The average specific power, a measure of the kilowatt input per 100 cfm produced was a sky high 65 even though the compressors were rated at slightly less than 30 kW per 100 cfm.
Supplying air compressors as part of the purchase of compressed air powered laser cutting equipment is a common practice (often done with printing presses too). In this way the manufacturers of these very expensive machines can ensure they have enough compressed air of sufficient quality to work reliably. Unfortunately, the compressors are often supplied with little or no thought to how energy efficient the equipment will be. As a result, the storage receiver capacity required for efficient load/unload operation is often undersized or completely missing.
Analysis Finds Savings
Manitoba Hydro’s analysis of the demand profile of both existing systems, and interviews with site personnel determined that the high pressure demand required for a specialized cutting operation only occurred about 10% of the time. Investigation of this demand determined that this was the only operation that required 200 psi compressed air pressure. The remaining time each laser could operate satisfactorily at 125 psi. Armed with this information Manitoba Hydro approached the customer with a proposal, to control the pressure so that the 200 psi pressure was generated only when special cutting operations were being performed. The rest of the time the pressure would be turned down to a lower level. Further to this the two old systems could be combined with the new VSD compressor to form a single well controlled three compressor system that would only require one or two running compressors. This would yield significant savings and better more reliable system operation.
Both Grand Manufacturing and Manitoba Hydro were concerned that the three compressors be properly coordinated whenever the pressure levels were changed. Since the compressor control programming required to adjust the pressure of all three compressors manually was somewhat complex there was a high probability that errors could be made that would affect the efficiency and effectiveness of the project. A simple way of setting the pressure levels was needed.
Some research was done into the specific electronic compressor control installed on all three compressors. Fortunately it was quickly determined that the controls had the capability of operating with two separate selectable pressure settings. Further research revealed that the pressure levels could be selected by closing an external contact, in this case a central switch. For Grand Manufacturing the switch was set up to normally select 125 psi operation, but when high pressure cutting operations are required the switch position is changed by the operator causing the second 200 psi pressure level to be used by all three compressors. After the cutting operations are completed the switch is returned to the normal position, lowering the pressure.
How the savings were gained
A typical rule of thumb in the compressed air industry states that for every 2 psi increase in compressor discharge pressure the power requirement at the main compressor motor increases by 1 percent. For example, the manufacturer’s data (Graph 1) shows the new VSD compressor installed at Grand Manufacturing has a specific power of 27.5 kW per 100 cfm at full load at 203 psi (14 bar). Decreasing the pressure to 116 psi reduces the specific power to about 20 kW per 100 cfm, a 38% reduction. By limiting the high pressure operation to 10% of the time using better pressure control , Grand Manufacturing lowered the average pressure from 200 psi down to 128 psi and achieved excellent savings due to this specific power reduction. The compressors run cooler, eliminating nuisance high temperature trips and produce slightly more air at lower pressure levels.
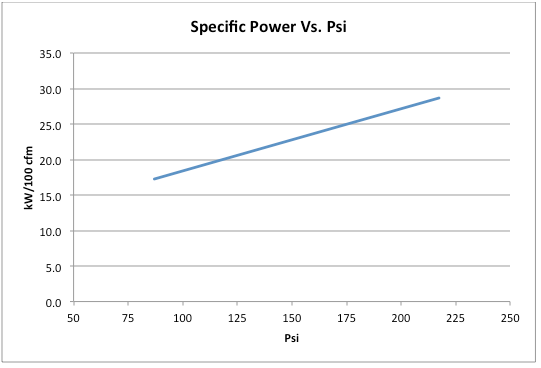
Graph 1: Specific power increases with pressure
The original system was made up of two independently operating compressors running in load/unload mode. These units had very small control receivers which were sized about 1 gallon per cfm compressor capacity. There were coalescing filters located between each compressor discharge and its associated receiver tank. The pressure bands on the compressors were set to about 10 psi wide as is typical for this type of compressor. The filters caused significant differential, effectively narrowing pressure band at the storage tanks and lessening the effectiveness in slowing down the compressor cycles so that the compressors could run more efficiently. As a result the compressors were short cycling.
As seen by Chart 1 the energy consumption of a lubricated screw compressor operating in load/unload mode with smaller storage varies greatly from the ideal condition, which would be a straight line drawn between 100% loading and zero compressed air output. The Grand Manufacturing compressors diverged significantly from the ideal because of the lack of storage capacity. In addition to this, because there were two running compressors operating independently, the inefficiencies were multiplied.
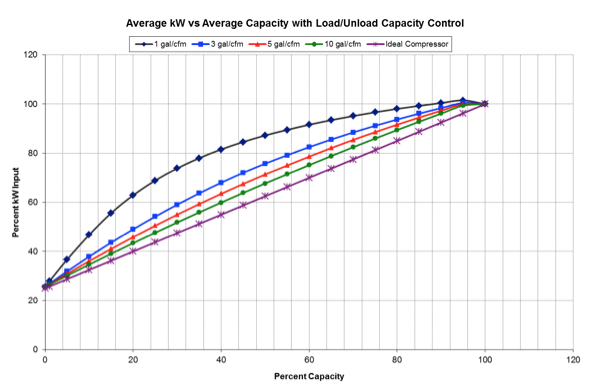
Chart 1: Lack of storage can cause compressor inefficiencies
By consolidating the systems, optimizing filters to decrease differential, increasing the amount of storage, and adding a third VSD controlled compressor, the efficiency of the two existing systems and the new one can be greatly improved. When system loading is at lower levels only the VSD compressor runs. When system loading is higher one of the two fixed speed compressors is run at full load, the most efficient point, while the VSD compressor supplies partial load (see Chart 2).
The addition of the new laser equipment increased the compressed air loading from a level of 75 cfm to an average of 120 cfm, however, the improvements to the system have decreased the system specific power from 65 kW/100 cfm down to a more acceptable 25 kW/100 a decrease of 61%. Had the third compressor been installed in the same manner as the previous existing units the energy consumption of three separate systems all running at 200 psi would have been much higher. The estimated energy savings over this worst case is about 270,000 kWh per year worth \$14,000 per year in electrical charges.
Measuring Dew Point for Process Safety, Quality & Efficiency – Webinar RecordingDownload the slides and watch the recording of the FREE webcast to learn:
|
Can Your Compressors Operate in Dual Pressure Control?
There are a number of manufacturers that offer compressor controls that can achieve dual pressure levels, on a switch controlled basis or on a time schedule. If you compressor supplier isn’t one of them a compressor controller by be able to control your system from a central point, effectively achieving the same type of solution. Check with your supplier to determine the possibilities.
This project was made successful by:
- Baselining the existing system to determine system efficiencies,
- Innovative use of available dual pressure control to reduce the average pressure,
- Increase of storage receiver capacity,
- Reduction of filter pressure differential,
- Combining three separate systems into one well controlled system,
- Use of timely technical advice and financial incentive to complete the project.
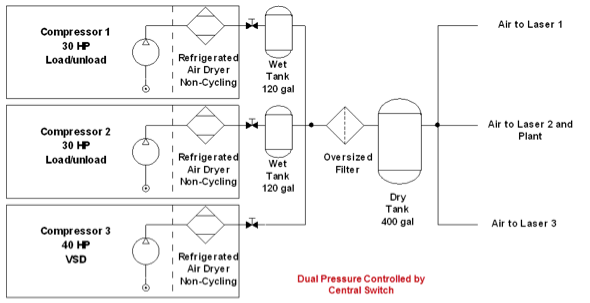
Figure 1: A third VSD compressor was added and systems were combined.
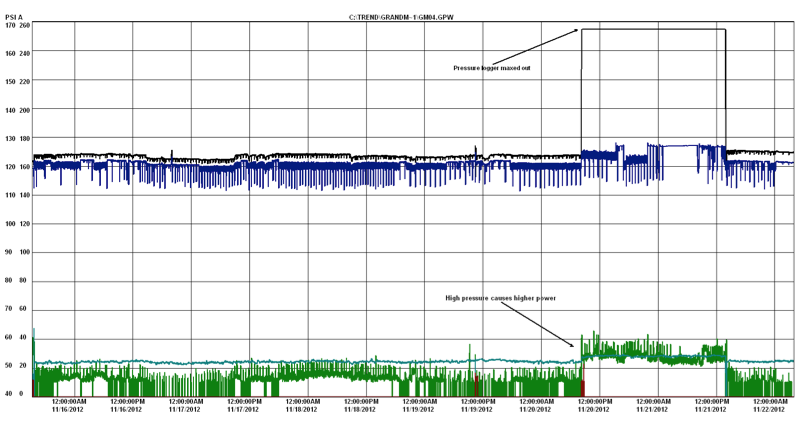
Chart 2: High Pressure is used only when required
For more information visit the Compressed Air Challenge® website or contact Ron Marshall, Marshall Compressed Air Consulting, tel: 204-806-2085, email: [email protected].
To read more Compressor Controls articles, visit www.airbestpractices.com/technology/compressor-controls.



