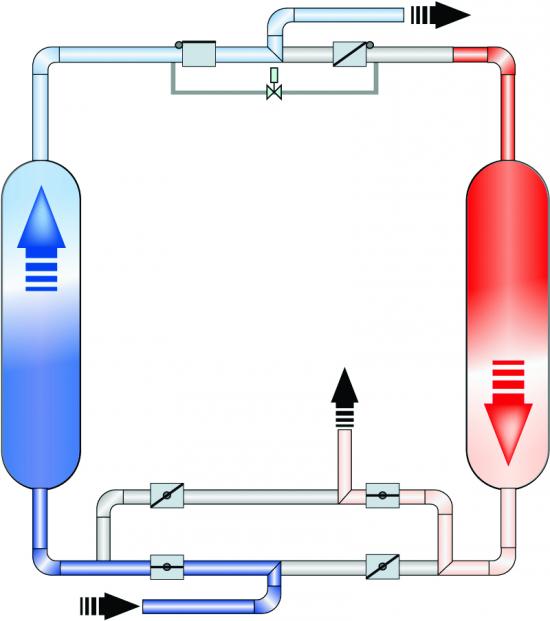
Valves used to direct air on desiccant dryers must be maintained to ensure reliability and proper performance.
Moisture in compressed air is almost never a good thing. It can damage a compressed air system by causing corrosion, rust and scale buildup. It can damage downstream equipment with these moisture byproducts or with the moisture itself. It can negatively affect processes and products that require dry compressed air.
There are many ways of reducing moisture in compressed air but if you need to do more than just eliminate liquid water at normal indoor temperatures, it’s probably a desiccant dryer you will be using. What follows is advice on care and maintenance of these dryers with close attention paid to twin-tower desiccant dyers.

Russ Jones, Northeastern Regional Sales Manager, BEKO Technologies.
Moisture Spells Trouble
Problems related to moisture in compressed air can range from someone slipping on a puddle of water leaking from compressed air piping to a flawed paint job to damaging a piece of multimillion-dollar equipment or contaminating a batch of product. This is well known to users and suppliers of compressed air equipment, many of whom have learned these lessons the hard way.
Desiccant dryers reduce moisture via the process of adsorption and are also known as adsorption or regenerative dryers. One of the primary instances when desiccant dryers are employed is when the compressed air will be exposed to below freezing temperatures, either due to outdoor conditions or while passing through refrigerated areas. But there are also certain materials, processes and equipment that require very dry air. Here, we are defining “very dry” as air with a pressure dewpoint of -40oF (-40oC) or less which is ISO 8573.1 Class 2 or better.
If only a small portion of the compressed air supply needs to be very dry, this can sometimes be handled with point-of-use dryers to suppress the dew point to the required levels after the air is pre-dried with a refrigeration type dryer. These are often membrane dryers or small desiccant dryers. If the majority of the compressed air needs to be very dry, a twin tower desiccant dryer is by far the most common solution.

BEKO Technologies’ DRYPOINT XCp desiccant dryer offers efficient low dew point heatless desiccant drying.
Pre- and Post-filters for Twin Tower Desiccant Dryers
The three most common types of twin tower desiccant dryers are heatless, heated purge and heated blower purge. All use some type of adsorption media or desiccant in bead form which fills the towers to remove moisture as air passes through it. They operate with one tower drying while the other regenerates (desorbs/removes the captured moisture from the desiccant).
Another thing these dryers have in common is that they all require maintenance to provide consistent and reliable operation. Specific and detailed information on maintenance intervals and procedures should be available in the operator’s manual for the dryer. The manual should be made readily and easily available to everyone involved in the dryer’s operation and maintenance. Most twin tower desiccant dryers require both pre- and post-filtration.
The pre-filter protects the dryer, particularly the desiccant itself, from contamination in the airstream like dirt ingested by the air compressor or air compressor lubricant which bypasses the air compressor’s lubricant separation system. The pre-filter can also protect the dryer from ingesting bulk moisture, especially if a “wet” air receiver is not installed. Since this protection is so crucial, the pre-filter is generally rated at .01 mg/m3 ISO 8573.1 Class 1. With this fine of a filter, it is often advisable to add a more coarse (larger micron rated) filter upstream of this filter to reduce maintenance intervals.
The post filter keeps any dust or residue from the desiccant from traveling downstream. This dust is produced by the desiccant beads rubbing against each other as the air passed through the desiccant bed.
Filter Maintenance
Though the engineering that goes into filter design is very sophisticated, their operation and maintenance is fairly straightforward. The element within the filter housing captures contamination in the air and will need to be replaced when the contamination begins to impede the airflow causing pressure drop across the filter to rise.
Some filters are equipped with differential pressure gauges which can be a useful, but they’re not a foolproof way of determining element change intervals. Overall, the contaminant load in the air stream will determine how often the elements need to be changed. As mentioned earlier, dual pre-filters, from coarser into finer, will divide the contaminant load and extend the change interval. A good rule of thumb is that filter elements should be changed no less frequently than every 8,000 hours of operation.
It is also crucially important to maintain the auto drains on the pre-filter(s). Any liquid contamination captured by the pre-filter(s) will drop to the bottom of the filter housing and need to be drained. Drain failure in a pre-filter can lead to liquid contamination entering the dryer and damaging the desiccant media. On smaller systems, the pre-filter drains tend to be the internal float-type units, while larger systems usually use some type of external drain: mechanical, pneumatic or electronic. Drains on post filters are usually manual since if the dryer is operating properly, there will be no liquid in the post filter.
Compressed Air Condensate Drain Selection and Oil/Water Separation - Webinar RecordingDownload the slides and watch the recording of the FREE webinar to learn:
|
Valve Maintenance
Also common among these three desiccant dryer types (heatless, heated purge, and heated blower purge) is the use of valves to direct air flow within the dryer. These valves allow the incoming wet compressed air to “switch” from one tower to the other as the towers cycle between drying and regenerating so they are often referred to as “switching valves.” These valves also direct the purge air from the regenerating tower to the purge mufflers for exhaust to atmosphere.
There are numerous types of switching valves based on the size and style of dryer but they are all critically important to the operation of the dryer. These valves are usually air-operated so there are also solenoid valves on the dryer package that direct the control air to the valves so each switching valve has three maintenance points for the user to be aware of: the mechanical valve itself, the pneumatic actuator for the valve and the solenoid that directs the control air.
All three of these components should be regularly inspected and maintained as should the control air filter/regulator which uses dry air from the downstream side of the towers and prevents control line contamination from desiccant dust.
A switching valve failure can lead to desiccant over-saturation, poor dew point performance and even dryer failure. Many dryers can be equipped with “failure to switch” alarms which are usually pressure transducers that monitor the tower pressure to confirm that each tower is being pressurized for the drying cycle and de-pressurized for the regeneration cycle. There are also check valves at the compressed air discharge of each tower to prevent back-flow and safety relief valves (one per tower or a shared valve) that also require regular inspection and maintenance. Always refer to the operator’s manual as well as local codes (particularly for the pressure relief valves) for specific information regarding maintenance and inspection intervals.
Desiccant Material Maintenance
Another important maintenance item for desiccant dryers of all types is the desiccant material itself. Various types of desiccant are used in compressed air dryers, sometimes multiple types in a single dryer. The three most common desiccant types in compressed air dryers are activated alumina (aluminum oxide), silica gel (sodium silicate), and molecular sieve (zeolite).
All three types mention have a service life and will require replacement at some point. Desiccant is degraded through bead-to-bead abrasion from movement caused by the passage of air through the bed and also by repeated adsorption (drying) and desorption (regeneration) cycles. It can also be damaged by contamination, most commonly air compressor lubricant and/or liquid water. When a significant contamination even has occurred, like an air compressor separator element failure or an upstream drain failure, the evidence of damage is often obvious: lubricant in exhaust mufflers and/or post filters or lubricant and moisture downstream. In these cases, complete desiccant replacement is necessary.
The gradual breakdown of desiccant due to normal “wear and tear” is more difficult to ascertain. It can be determined by the degradation of dryer performance but since this performance degradation can happen fairly quickly leading to damage to the dryer or even then entire system before service can be performed, desiccant is often changed proactively based on operating hours or elapsed time (two to three years for heated and heated blower purge dryers and three to five years for heatless dryers).
With larger dryers where a desiccant change can be an expensive and time-consuming procedure, desiccant sample testing can be used to determine change intervals. Desiccant sample testing can include measuring heat of adsorption (adsorption is an exo-thermic or heat producing reaction), moisture adsorption by weight, and measurement of surface area to determine the level of bead abrasion. This information can be used to estimate the remaining life of desiccant material to avoid unnecessary maintenance expense.
Purge Exhaust Mufflers
Other components requiring maintenance in desiccant dryers are the purge exhaust mufflers. These mufflers, as their name suggests, reduce the noise caused by the release of air passing through the off-line tower during the tower de-pressurization and regeneration/purge cycles. As this air flows directly through the desiccant bed and into the muffler, it carries desiccant dust along with the moisture it is removing from the tower. This dust can clog the mufflers over time which can cause back-pressure and reduce the effectiveness of the regeneration.
Upon initial start-up, there can be a fair amount of desiccant dust released due to vibrations and movement during the shipment of the dryer to the job site and/or the initial loading of the desiccant into the dryer towers. Most dryer manufacturers recommend running the dryer without the exhaust mufflers for a period to allow any excess dust to exhaust without clogging the mufflers. Most mufflers have internal elements that can be changed out when necessary but there are some, particularly on smaller dryers, where the entire muffler assembly is replaced. Maintenance intervals can vary based on the duty cycle of the dryer among other factors but the mufflers should be inspected regularly and most manufacturers recommend annual replacement.
Heated purge and heated blower purge dryers are more complex devices than heatless desiccant dryers and so require additional maintenance. Important is the need to regularly inspect electrical connections and the overall condition of the heating elements as directed by the manufacturer and in compliance with all applicable safety codes and regulations. The blowers on heated blower purge dryers also require regular inspection. The inlet filters for these blowers are a maintenance item. The filters prevent the ingestion of ambient contaminants that could damage the blower as well as the desiccant. Like all filters, the maintenance interval for blower inlet filters is dependent on ambient conditions so should be inspected regularly and changed as needed.
Dew Point Quality Monitoring
Most desiccant dryers use at least some sensors and the use trend is definitely upwards as more users want more data available to them through the dryer controller. These sensors measure values including pressures, temperatures, humidity and pressure dew point. The sensors provide data to help govern the operation of the dryer but also provide reference information for the user. Luckily, most of these sensors do not require calibration but dew point sensors generally do, usually on an annual basis, or after 8,000 operating hours. In addition to measuring outlet dew point to confirm dryer performance, dew point sensors can be used as energy saving devices as part of a purge control system on a desiccant dryer.
Monitoring the outlet dew point can allow the dryer to extend its drying cycle beyond the time needed to regenerate the off-line tower thus providing purge-free operation which saves compressed air and, of course, energy and money. In short, the dryer can continue to operate on the on-line tower until the outlet dew point begins to degrade. At that point, the towers can switch.
A best practice is to monitor both outlet dew point and mid-tower humidity in the drying tower and use both data points to define the length of the drying cycle with outlet dew point being more accurate as you are directly measuring what you want to achieve in terms of dryer performance and mid-tower humidity being faster reacting as it gives the dryer more time to react before performance degrades.
While dew point sensors on a dryer package do provide valuable data, that data does not tell you if you are getting the required pressure dew point downstream at point of use. Even the best compressed air systems will experience some dew point degradation as the air travels downstream due to moisture re-entrainment.
Whenever there is very dry air on one side of a pipe and relatively moist atmospheric air on the other side, the universe will be trying to equalize those moisture levels through every pipe fitting, drop, and leak in the piping system. If you have a critical air use downstream that requires a specific dew point, it makes sense to monitor the dew point in that area of the system to make sure you are getting the air quality that you need.
After spending the time and money to install and properly maintain a desiccant dryer, it would be a shame to experience an issue caused by downstream piping. The most basic solution would be a stand-alone dew point monitor (sensor and display) that shows the local dew point visually and has a programmable alarm to trigger action if a certain threshold is reached.

Stand-alone, programmable dew point monitors help ensure desiccant dryers deliver the air quality needed at critical use points.
A more elaborate solution, and one that might make sense in an environment where air quality needs to be monitored for regulatory compliance, would be a system that allows the dew point data to be downloaded, stored and trended as needed, either as a separate system or integrated into a larger central monitoring system.
Take a Comprehensive and Proactive Approach
A comprehensive, proactive maintenance program guided by both manufacturers recommendations and site-specific historical data will go a long way towards making sure that twin tower desiccant dryers provide many years of reliable service supplying the dry air that many compressed air systems require. Downstream dew point monitoring can confirm both dryer and air system performance and give users the visibility required to keep things running smoothly.
About the Author
Russ Jones is Northeastern Regional Sales Manager with BEKO Technologies. Jones has been working in the compressed air industry at both distributor and manufacturing levels for over 30 years and has been with BEKO Technologies since 2015, email: [email protected].
BEKO Technologies develops, manufactures, and distributes components and systems for the treatment and management of compressed air and compressed gas. The independent family-owned company with headquarters in Neuss, Germany was founded in 1982 and is now internationally positioned with over 500 employees and 14 sales offices and production facilities in the USA, India, and China. BEKO Technologies advises manufacturing companies in all industries to find the optimum solution for their compressed air treatment and to ensure that the required quality and energy efficiency in the process are maintained. For more information, visit www.beko-technologies.us.
All photos courtesy of BEKO Technologies.
To read similar Compressed Air Dryer Technology articles visit www.airbestpractices.com/technology/air-treatment.



