Foreword
Have you ever had a failing dryer in your compressed air system, ruining your production output, but it was not noticed until it was already too late? Dry compressed air is one of the most important quality parameters when it comes to process safety. When ambient air is compressed, the ratio of the humidity to the air volume will rise drastically. Therefore the higher concentration of humidity in the compressed air leads to a higher dew point temperature and the humidity is more likely to condensate at higher temperatures. What can be worse than having water droplets in the compressed air piping, which can lead to machinery breakdown, contaminating your process or even cause blockages?
Using an instrument to measure dew point, a so-called dew point analyzer or dew point meter, will help users to operate a safe and reliable compressed air system, notifying them early in case of alarms. This article is a short overview of available dew point transmitter technologies, with a review of their advantages and disadvantages when used in measurement equipment.
Introduction
The dew point describes the temperature when water vapor in the air starts to condense. Typically, the dew point temperature (Td) in ambient pressure and temperature conditions is around 54 - 57°F (12-14 °C) Td. Everyone has encountered this phenomenon in their daily lives. Take a cold beverage out of the refrigerator on a warm summer day and within seconds water droplets will start to build up on the can or bottle surface. The reason is the cold drink has cooled the surrounding air causing it to condense its water vapor onto the surface of the container as the dew point temperature was reached.
It is most common to name the above-described temperature the dew point, pressure dew point or dew point temperature. But when temperatures are below 32°F (0°C) Td, the correct term would be frost point instead of dew point. In the past twenty years, the term dew point and dew point meter has been used and accepted, where frost point sensor or frost point meter would be the strictly correct term, but not commonly used in the industry.
Sensor Technologies for Measuring Water Vapor (Humidity / Dew Point Temperature) in Compressed Air
There are various technologies used to measure the amount of water vapor in compressed air or gases. Many of them are compact and reliable solutions, where others come with cost intense installation requirements and the tendency to lose accuracy over time. Chilled mirrors are setting the benchmark in measuring humidity with a very high degree of accuracy, but these chilled mirrors are relatively expensive and not easy to use, especially in field and portable applications. Chilled mirrors are therefore most likely to be used as reference meters in calibration laboratories or similar facilities, where a very high precision is needed.
The most common sensor types to be used in dew point sensors are electrical sensors which change their electrical characteristics in a certain ratio to the presence of water vapor and offer typical accuracies of +/- 2°C Td. The most well known are Polymer sensors, Quartz-Crystal Microbalance sensors and Metal-Oxide sensors.
In this document, only these three sensor types will be shortly discussed to highlight their advantages and disadvantages.
Metal-Oxide Sensors
There are many variations on the design of this sensor type, but the most common is the Aluminum-Oxide sensor, which basically consists of two layers, or sometimes three layers. The first layer is commonly an aluminum surface forming the base layer on which the second layer, in the form of Aluminum-Oxide, is applied through chemical processes. Some sensors offer a third layer, which acts as a protective layer in the form of high-grade porous metals.
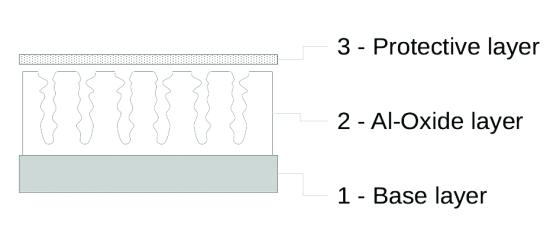
Fig. 1 - Simplified structure of an Aluminium-Oxide Humidity Sensor
The simplified working principle can be described as that water molecules travel into the Al-Oxide layer and stay there as a water vapor molecules. The water molecule will now change the overall capacitance of the sensor element. As the Al-Oxide gaps are acting as a multiple capacitor array, the electrical capacitance changes when water molecules enter the space between the single gaps. This change can be measured and used to calculate the corresponding humidity present.
The biggest advantage of this sensor type is they are relatively cheap to manufacture and can be developed in a small size sensor element and can be used over a wide pressure range.
The downside of these sensors is their slow response time and relatively high drift over time. The major problem is the structure of the Al-Oxide surface, which is likely to trap dust or other particles as well as getting progressively clogged over time.
These sensor types are known to offer a good accuracy when deployed, but due to the above described, the accuracy will drift over time, especially if used in conditions where slight contamination exists.
Where these sensors are showing a good response time for dry-to-wet measurements, the response time wet-to-dry is significantly slower. The microscopic rough surface of the Al-Oxide does not release water molecules easily, making them a poor option for fast-changing systems, especially in portable use. Due to the drift, which is around 2°C Td per year, these sensors need to be maintained and calibrated much more often than other technologies.
|
Advantages |
Disadvantages |
|
|
Table 1 - Advantages and Disadvantages of Aluminium-Oxide Sensors
Polymer Sensors
Polymer sensors are very similar to the principle used in Aluminium-Oxide sensors, but have a determining difference in terms of the sensor structure. Polymer sensors are built in three layers; the base structure acting as an insulated substrate, the second layer of Polyimide measuring the humidity and finally a protection layer on top.
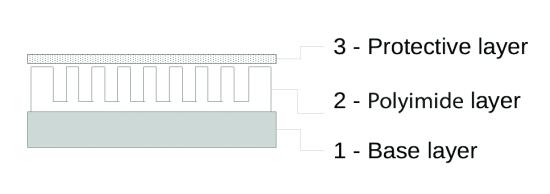
Fig. 2 - Simplified structure of an Polymer Humidity Sensor
To describe the simplified working principle it can be said the protective layer is made of a porous material acting as a filter. This only lets water molecules pass, but bigger sized impurities are not able to enter the Polymer layer. The water molecules are then changing the electrical capacitance of the sensor element, similar to the described principle for the Aluminum-oxide sensor. The change of the capacitance is electrically measured and is proportional to the presence of the humidity within the sensor element and therefore the surrounding air.
The major advantage of the Polymer sensor comes from the physical structure of the Polymer layer. The even surface makes it easy for water molecules to enter as well as to be released and molecules are not easily trapped. This results in a very fast response time in either or both directions, from dry-to-wet as well as wet-to-dry measurements.
Another advantage is the sensors are highly resistant to contamination and there is almost no drift caused, as the Polymer is unlikely to age or change its structure, even if exposed to high humidity.
The drawback of these sensors is their sensitivity loss in low moisture applications. Most commonly Polymer sensors are used to measure pressure dew points down to -76°F (-60°C) Td. Below this point the sensitivity decreases massively and results in inaccurate readings.
|
Advantages |
Disadvantages |
|
|
Table 2 - Advantages and Disadvantages of Polymer Sensors
Quartz-Crystal Microbalance (QCM) Sensors
Quartz-Crystal Microbalance sensors are built with a quartz substrate as a base and covered with a thin film of active moisture adsorption layer. Their measurement principle is based on the mass-change of the oscillating quartz due to the additional mass of water molecules, which will directly alter the oscillating frequency.
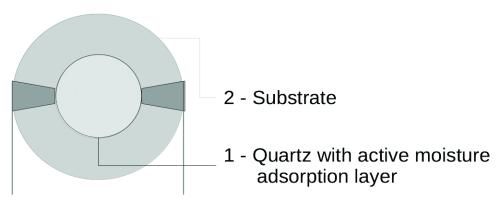
Fig. 3 - QCM Sensor Element
At an applied voltage, the quartz will start to oscillate at a resonance frequency. If the sensor is now exposed, to compressed air or gases containing humidity, the water molecules are adsorbed by the thin layer of coating on the sensor surface. By adsorbing the water molecules, the sensors mass will change, and simplified, as it gets heavier by adding up the mass of the water molecules to the total mass, the resulting oscillating frequency will be different from the one when there is no molecule present at all. Based on this, in theory, a QCM sensor is able to detect a single water molecule present on the sensors adsorption layer. Of course heavily depending on the electrical circuit used to apply the oscillating voltage and the evaluation of the frequency shift.
The major advantage of these sensors is the high accuracy in very low moisture applications, where other sensor principles are having drawbacks in terms of sensitivity.
At the same time, QCM sensors have moderately fast response times in wet-to-dry applications, thanks to the highly water adsorbing polymer layer.
The disadvantages of QCM sensors are their limitation to be not used in moisture applications where full range dew points shall be measured from -148 to 122°F (-100 to 50°C) Td. The microbalance is typically designed to have a stable frequency in relation to the thickness of the moisture-adsorbing layer. To design a sensor with a high sensitivity in low moisture environments, the thickness of the layer must be thin to get a stable frequency and a noticeable mass change. But this layer thickness limits the capabilities to adsorb more water molecules and therefore limits the capabilities to measure higher dew points. As the adsorption layer becomes saturated at higher moisture levels there is a physical limit to measure higher moisture concentrations. If the thickness of the adsorption layer was increased, the low range dew point measurements would not have a significant mass change anymore. Therefore in the design of QCM sensors a compromise must be taken, either having a thin layer to measure low moisture or a thicker layer to measure higher moistures but lose accuracy in the lower end. Typically a QCM sensor is designed to measure in low moisture applications.
Another limitation is their use in high-pressure applications. QCM sensors lose accuracy when used in high pressure applications above 1.6 MPa(g) or more, since the compressed gas dampens the ability of the quartz to oscillate.
|
Advantages |
Disadvantages |
|
|
Table 2 - Advantages and Disadvantages of Polymer Sensors
Conclusion
The described technologies of Aluminium-Oxide sensors and the Polymer sensors are the most commonly used sensors in dew point meters available on the market and they are well suited for standard moisture measurement applications.
QCM sensors are much more seldom used, as they are to be used in high tech applications, where accurate low moisture measurements are needed.
Aluminium-Oxide sensors are having their major drawback in the sensitivity to contaminations and their physical structure is likely to age and therefore drift over time.
Polymer sensors are the more robust sensors, offering high accuracy and long-term stability, but at the same time, not being suited for low moisture applications.
Sensor Technology used in SUTO iTEC Dew Point Meters
For standard applications, SUTO iTEC relies on the Polymer sensor technology in their dew point meters. Offering a fast response time and a good accuracy in applications where dew points between -76 and 122°F (-60 to +50°C) Td are present, making them optimal to monitor refrigerated and desiccant compressed air dryers.
For high-tech applications, the firm combines two sensor technologies into a single dew point meter. Their unique sensor solutions combines the QCM sensor together with the Polymer sensor into a single measurement unit, offering the advantages of both sensors to be combined and eliminating the disadvantages of each of the both sensor technologies against each others. The sensor automatically switches the sensor element on which it is reading, based on the actual conditions and range. For this purpose SUTO has developed a reliable switching algorithm, which accurately switches to the better-suited sensor element when needed.

Fig. 4 - Dew point meter combining QCM and Polymer sensor technologies into a single measurement device.
With this unique design, the firm is able to offer a Dew Point sensor capable to accurately and reliably measure the full range of dew point temperatures, down to -148°F (-100°C) Td.
In addition, the dew point sensors feature an integrated pressure sensor. By adding a pressure sensor to the measurement device, users are first of all enabled to measure the system pressure, which is a key indicator of any compressed air system, but this also enables them to convert the measurement output to other humidity units on the fly, for example to measure ppm(v), absolute humidity and many others units which are depending on the pressure. This makes this dew point sensor one of the most versatile sensors on the market.
About the Author
Simon Gleissner has 8 years experience in measurement technology for compressed air and gases. He is the Product Manager for in-house software developments, as well as Product Manager for Air Quality and Purity Measurement tools. He is also responsible for the German operations of SUTO iTEC, acting as Managing Director since 2019.
About SUTO iTEC
SUTO iTEC is one of the market leaders in measurement technology for compressed air and gases. With more than 20 years of experience in dew point meters, their Research & Development Teams are creating outstanding products, used by companies all over the world. Innovations, like developing their own QCM sensor element and combing it with a Polymer sensor into a single measurement device are making the difference. Their motivation is to create new products to solve common problems and to satisfy their customer needs.
To read similar Measurement Instrument articles, please visit https://www.airbestpractices.com/technology/instrumentation.
Visit our Webinar Archives to listen to expert presentations on Compressed Air Purification, Pneumatics and Piping at https://www.airbestpractices.com/webinars.



