Introduction
“Retro-Commissioning” (ReCX) of compressed air systems has become a trendy activity with many utility demand-side-management programs emerging in the last 5-10 years. This is intended to be the process of “tuning up” a compressed air system, getting low cost savings from mostly adjustments and repairs. The term was borrowed from the building/HVAC industry, where it means to get a system operating as it was originally “commissioned”. From ASHRAE Standard 202P,
“The Commissioning Process is the Owner’s quality-oriented process for achieving, evaluating, and documenting that the performance of buildings, systems, and assemblies meets defined objectives and criteria.”
In layman’s terms, it is getting the system running per the design intent. In HVAC, when a contractor installs a new chiller and ducting, they usually also are responsible for one master control system that operates dampers, reheaters, chillers, cooling towers, etc. The system is designed by a consulting engineer, and “commissioned” as a whole.
ReCX of many compressed air systems would not be needed if the system was actually designed and commissioned properly the first time.
What is “commissioning” for compressed air? What if there was no real “design intent” to commission it back to? Utility DSM programs have descended on that term, and to them, it generally means post data-logging of a compressed air system that is receiving an incentive. Unfortunately, the utility-required commissioning effort is not well integrated into the owner/supplier/contractor business agreements, and is not used for actual tuning. It is merely a process to develop post-improved energy to determine the final utility incentive. Are energy-efficiency professionals missing the intent of commissioning? Shouldn’t there be a more robust methodology for commissioning compressed air systems that can apply to most projects, and is integrated into the actual project?
Proposed Definition of Compressed Air System Commissioning
I suggest the following definition:
“Compressed air system commissioning is the process for measuring, testing, adjusting, and documenting that the performance of an entire compressed air system achieves the target system efficiencies (scfm/kW as a whole and for each piece of equipment) in all load regimes and potential failure modes.”
Problem Definition
In reality, most compressed air system projects are not commissioned as a complete, integrated system. They are a jumble of pieces, some modifications to existing and some new, and often not well-integrated. If the projects are commissioned, usually only the part that changed is commissioned, and the full range of operating regimes is not tested. As a result, the system reliability and efficiency is fragile. For instance, the following compressed air system project types are not integrated or commissioned as a system very well:
- Addition of one VFD compressor to a multiple-compressor system
- Addition of a new dryer, in parallel with existing dryers
- Addition of a new dryer, dedicated to one compressor in a multiple-compressor system
- Addition of a sequencer
- Addition of or adjustment of local compressor controls
- Addition of a pressure-flow controller
See Figure 1 for a typical industrial system, with typical modification projects that get partially “commissioned”, in phases. 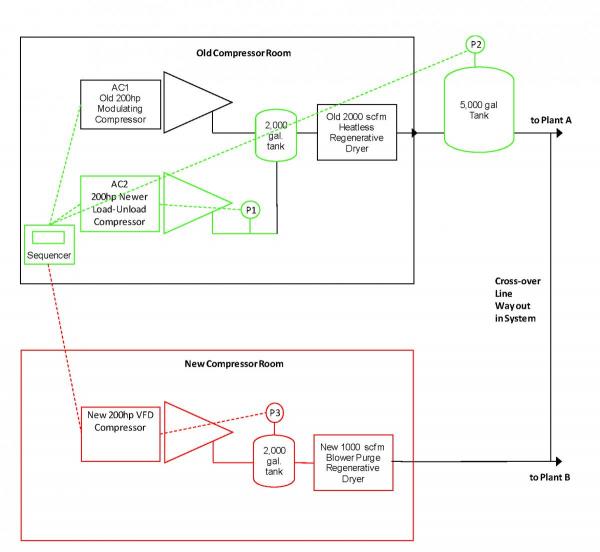
Figure 1. Typical Compressed Air System and Typical Partial Projects
Phase 1 is in black, originally a 300 & 200hp lubricated screw compressor system, modulation controls, and a heatless regenerative dryer. The system ran in manual control, and was stable and predictable, but inefficient.
Phase 2 is in green, about 10 years ago, the replacement of the old 200hp modulation compressor with a new load-unload compressor, storage, and sequencer. It never really got commissioned all the way. The sequencer was provided with the new compressor, and didn’t fully integrate with the old compressor. Only a start relay was added, not an unloading relay. And the pressure sensing locations for the local pneumatic controls were ahead of the dryer and filters, while the sequencer took its input from the system side. It made it through start-up, and seemed to work. But after the start-up, the new load-unload compressor started short-cycling mysteriously, and the sequencer was turned off.
Phase 3 was latest. A VFD compressor was installed, with its own dryer, and the sequencer was “connected” to the VFD compressor. Since the sequencer was not designed to work with VFD compressors, the compressor set point it local, at its own discharge, not the downstream point that the sequencer is using. The sequencer can only start and load the VFD compressor, and thinks it is a fixed-speed unit, so its algorithm is wrong. The sequencer is impossible to tune, and is turned off. The old modulation compressor and VFD compressor are run, and both dryers.
Every part of the system affects the other parts. For instance, the purging of the old heatless dryer loads up the load-unload compressor every dryer cycle (5 minutes), and then abruptly unloads it upon each brief tower switch. The dryer pressure differential varies based on compressor load, biasing the two separate control points (P1 vs. P2, or P3 vs. P2), so the system is adjusted in one operating regime that occurred when start-up and commissioning were occurring. Unfortunately, as soon as the field engineer leaves, the conditions are different, those pressure differentials are different, and the system can be out of tune and unstable.
Typically, the local utility paying an incentive requires some post-measurement for each project. Unfortunately, rarely does it include “tuning”. And usually the only compressor or dryers monitored were the replaced units. Full system commissioning, in the classic sense described above, is not usually done.
Problems that can occur from the above phased, incompletely commissioned system include the following:
- New VFD compressor runs at full speed or is off.
- New VFD compressor controls fight system controls (manual or automatic), creating system inefficiencies and unreliability through fixed-speed compressor short-cycling.
- New dryer is at maximum heat input even while VFD compressor is idle.
- A high pressure drop variance occurs across the new dryer, resulting in a pressure dip after the dryer. This can cause the sequencer to start-load a compressor that shouldn’t be needed. It instantly needs to unload, and the process starts again. Short-cycling occurs, creating oil-carryover, excessive motor starts and loads, and excessive pressure swing.
Root Cause 1 - Poor System Design
Part of the problem is system design and integration, which is often simple to remedy, and the other part is lack of comprehensive commissioning. Four aspects of the Figure 1 system design that make commissioning harder, and make the system less likely to operate optimally for long:
- Different pneumatic locations for pressure control. Tuning is difficult or impossible, because the pressure differentials between the points vary all the time, particularly for the VFD compressor.
- Series piping of dryers and filters. This forces the pressure differential to be the maximum on the base-load unit, and robs the operating pressure differential of load-unload compressors. The latter results in short-cycling.
- VFD (or load-unload) trim compressors are too small. They can’t swing enough of a range to be able to start or stop another compressor, and compensate the difference.
- Automation needs to completely control set points, load, and start of all potentially running compressors in the system.
- Logic in sequencer is not adequate for a VFD trim compressor.
See Figure 2 for recommended improvements to the system before commissioning starts. Three of these are not terribly expensive to do, especially at the time that the project is being implemented. The VFD size change needs to be caught early, obviously! It has the four issues corrected:
- Common pneumatic sensing location.
- Parallel piping for equalized and lower pressure drops.
- Adequately-sized VFD compressor.
- Complete automation of set points, load and start.
- Sequencer algorithm appropriate for a VFD trim compressor.
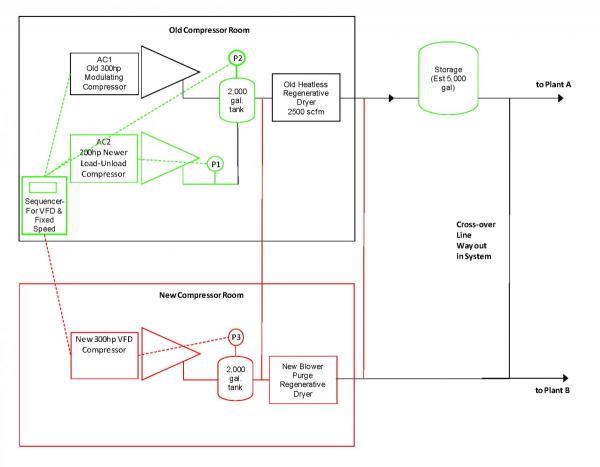
Figure 2. Typical Compressed Air System and Well-integrated Projects
Root Cause 2 - Incomplete Integration
I have observed a fairly new VFD compressor, supposedly “commissioned” and incentivized by the utility, running at about 50% speed. Sitting right beside it was a modulating compressor, running at about 20% capacity and requiring 75% power. The VFD could be running on its own at 70% capacity and requiring 70% power! After investigation, I determined that the utility just commissioned the VFD compressor, and never required the integration of the other compressor into the controls. Total power didn’t drop at all. It went up. It used to be 70% capacity, modulated, 90% power. Now it is 130% of one compressor’s power. I justified a new project to fix the old one, and the utility paid again…
In that case, the system could have been “re-commissioned” so that the modulation compressor could shut off and the VFD take the demand. However, that would not meet the requirement of my definition of “system commissioning”. The regime changes are not robust. In other words, when demand peaks, the modulating compressor will auto start, but will stay on. There is no reliable way to get it off and keep it off until it is needed again without proper automation that controls both compressors’ set points, start and load.
I have seen other examples, including centrifugal compressor controls that only work when the load requires a constant number of compressors, in their high % capacity range. But as soon as demand creeps up to require another centrifugal compressor, which had its own dryer with high pressure drop, it starts and goes instantly into blow-off or surges. The same principles were violated.
Root Cause 3 - Incomplete Commissioning
Let’s get into the details of what many compressed air energy folks call “commissioning”, and why it is incomplete. What I typically see is this:
- Install current transducers or power transducers on the compressors that were directly affected by the project.
- Sometimes, install a pressure transducer. Often not.
- Data-log for a couple weeks.
- Calculate savings based on pre-post power difference.
This is not commissioning at all. It is verification of savings, and not very good verification at that. Remember, commissioning has everything to do with validating original (or optimal) design intent. Measurement is a means to an end. And it has to be done in coordination with the design and start-up phases of the project, not a separate tag-on process when everyone is gone.
Take Phase 3 (in red) in Figure 1 for instance. Likely only the new compressor would have been “commissioned”. Savings would have been calculated based on the difference between the old trim compressor operating load-unload and the new one running variable speed. That sounds clear and simple, right? Unfortunately there are too many system interactions to really tell what the savings were. Dryers could have been in different operating modes pre-post, drawing different purge loads from the trim compressors. Air flow could be drawn more from Plant A than B, making the VFD appear to be more efficient. The list goes on. So that would not have been a good verification procedure.
From a commissioning perspective, that type of post-measurement would have been worthless. The key commissioning issues in that project are:
- Proper compressor staging, as a system. Subordinate performance indicators are low/no unloaded power on the base compressors and VFD compressor in its sweet spot speed range most of the time.
- Dryer cycling is proportional to compressor load. For instance, testing to force the load higher and then lower on the new dryer, and comparing dryer current or power in both cases, correlated with compressor load.
Conclusion
The next time you are asked to “re-commission” a compressed air system, use it as an opportunity to get the system design changed to the way it should have been the first time, and to get the entire system commissioned the way it should have been commissioned. It is an opportunity for a “do over”. Don’t just go in and tweak a few set points here and there on a screwed-up design. Your so-called savings will evaporate in a few months, and the system will be right back to where you found it, or worse. And if the utility says, “Hey that’s a capital project! I brought you in here to do an O&M project!”, tell them it’s the right thing to do. If the customer says, “I don’t have a budget for this!”, sell on the reliability benefits and sustained savings. If you explain yourself well, they both will probably agree with you, and you will create a win-win.
For more information, contact Tim Dugan, tel: (503) 520-0700, email: [email protected], or visit www.comp-eng.com.
To read Part 2 of this article, please click here. To read Part 3 of this article, please click here.
To read more Compressed Air System Assessment articles, please visit www.airbestpractices.com/system-assessments.



