Introduced in the 1960s and operated successfully worldwide, the Heat of Compression (HOC) Desiccant Dryer has been a viable and successful compressed air drying technology for over 50 years. In our ongoing series on missed-demand opportunities, we’ll discuss basic operating parameters of HOC dryers and shed light on common misperceptions associated with the technology.
Misperceptions Shroud HOC Dryer Capabilities
For various reasons there are many misconceptions about HOC Dryer technology that often confuse its potential uses and capabilities. Many of these are caused by lack of understanding of the basic operating parameters and limitations.
The most significant limitation is the requirement for hot “oil-free” compressed air. During its early years, the oil-free air compressor population was relatively small compared to lubricant-cooled rotaries and lubricated-reciprocating units. This generated an understandable lack of interest from these systems in the HOC technology.
Over the last several decades demand for “oil-free” or “non-lubricated” compressed air has grown significantly, and in many markets, it is one of the fastest growing sectors. Consequently, interest in the dryer and the advantages it offers for low-energy-cost operations has grown significantly.
There are some very consistent misperceptions about the capabilities of this technology that interferes with a proper evaluation of its suitability. This often results in selecting an alternative type dryer with significantly higher operating energy and higher lifecycle operating costs without a full evaluation.
Before looking at specific misperceptions lets review the basic operating parameters of HOC dryers. The two most common types offered are:
- Fixed silica gel desiccant elements in split-stream and full-flow configurations (also called drum dryers).
- Twin Tower Regenerative designs, which normally use activated alumina desiccant beads. For the sake of brevity we will discuss the Twin Tower, Full Flow types in this article.
Basic Regenerative Twin Tower Operating Parameters
All regenerative desiccant dryers dry the air in the same manner: the aftercooled saturated compressed air enters the drying tower, which has a low Relative Humidity (RH) in the activated alumina desiccant bed. The water vapor in the compressed air absorbs to the surface of the desiccant beads. This continues until the beads are saturated to the designated level, or switched by a timer control. There is no operating energy usage adjustment during the drying process.
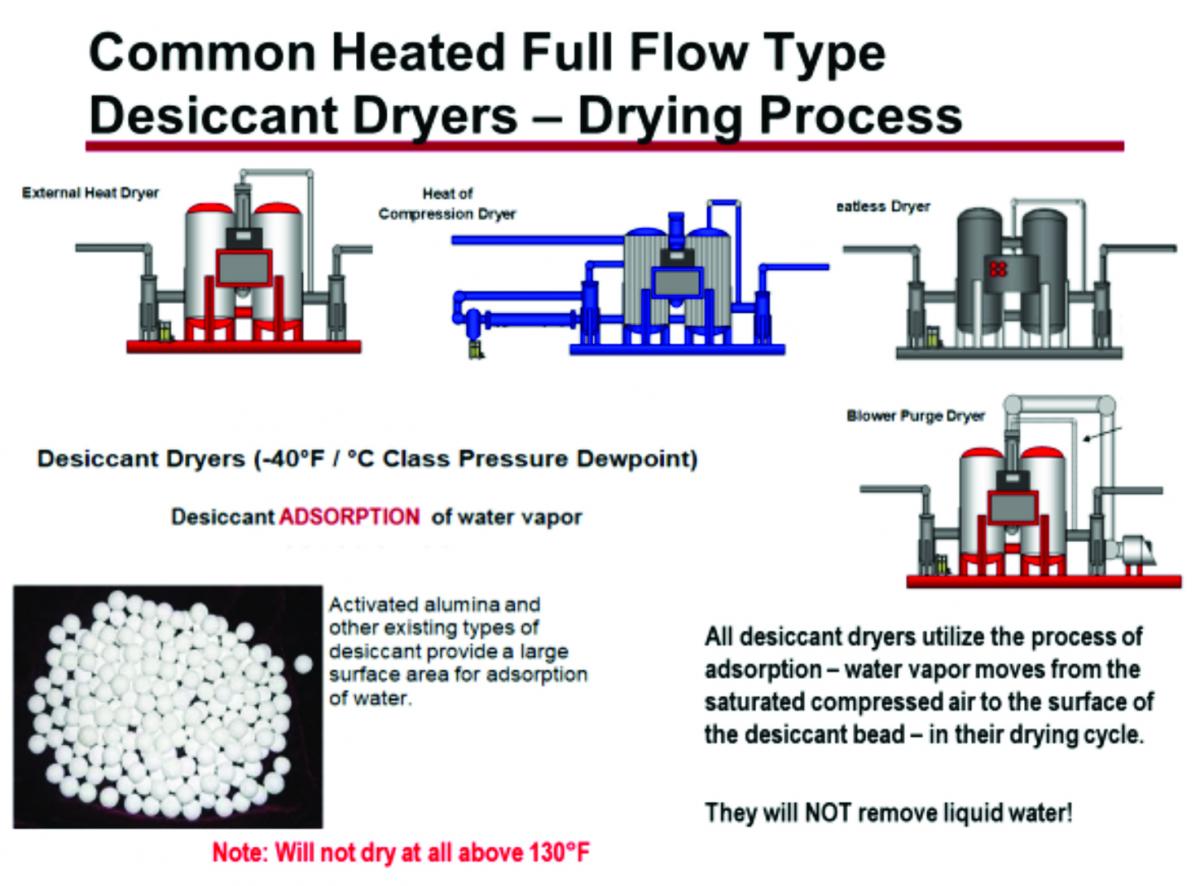
Figure 1. Four common types of twin tower desiccant dryers, and the activated alumina absorption process. Click here to enlarge.
All of these types of dryers dry in the same manner, but differ in the regeneration process. In order for the water vapor trapped on the surface of the desiccant to leave the bead there must be a difference in RH between the bed and the surrounding air.
A flowing air stream of low RH, which picks up the moisture from the bed and flows out of the tower to dry the bed, is the source of this difference. This is called “purge air.” These dryers differ by how much purge air is used and how much is lost compressed air.
Heatless Dryers
Heatless dryers, which are also called heaterless dryers, use no auxiliary heat and will require 15 to 20 percent of the rated flow at full load in dried compressed air to the regenerating tower. This purge compressed air absorbs moisture and carries it out of the tower. The purge air does not go to the system. Most heatless dryers operate on a 5 to 10 minutes tower switch cycle.
External Heat Dryers
These dryers utilize an auxiliary heater to heat the dry purge air, further reducing the RH. This allows the removal of the moisture load with less dry compressed air – a normal of 7.5% of rated flow. This purge compressed air does not go to the system. Most external heat dryers operate on a nominal four-hour cycle for tower switch. The regenerative cycle is a nominal three hours of heating and one hour of cooling. The bed must be cooled to 130 oF or less in order to dry when switched.
Blower Purge Dryers
Blower purge dryers also utilize an auxiliary heater but do not use dry compressed air to purge. Rather, the purge air is supplied by a blower, which runs during the drying cycle. These dryers also use the nominal four-hour cycle; normal three hour heating; and one hour cooling.
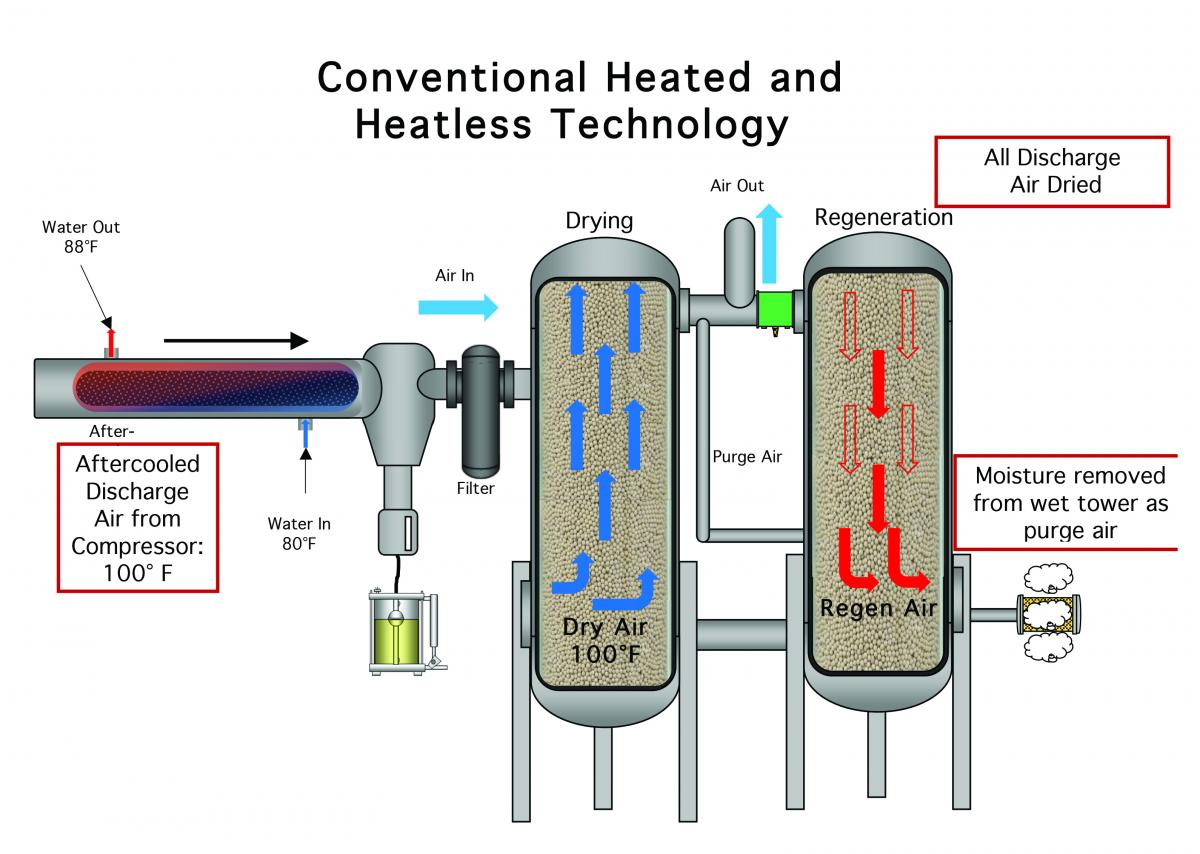
Figure 2. Click here to enlarge.
Figure 2 describes the basic drying process for these types of dryers. It is not meant to evaluate one or the other type of dryer. In all cases, proper application and selection requires much more in-depth information.
HOC Dryer
The HOC Dryer is also a heated type desiccant that operates similarly, but quite a bit differently. The drying cycle is the same, but the regenerator cycle utilizes the captured heat of compression in the discharge air BEFORE the after-cooler to create the RH differential and remove the moisture from the compressed air.
A question many ask is where the heat comes from for the regenerating cycle. Here’s the answer:
The base heat load used in the regeneration cycle is the “heat of compression” in the compressed air generated during the compression cycle. Keep in mind that compressed air is inherently energy inefficient. All of the energy put into the compression process but not utilized in work shows up as heat.
Compressing air to 100-psig discharge pressure requires about eight horsepower (HP) of electricity to deliver one HP of work. The remaining seven input HP ends up as heat in the discharged compressed air, or 17,822 Btu per one hour of compressed air work.
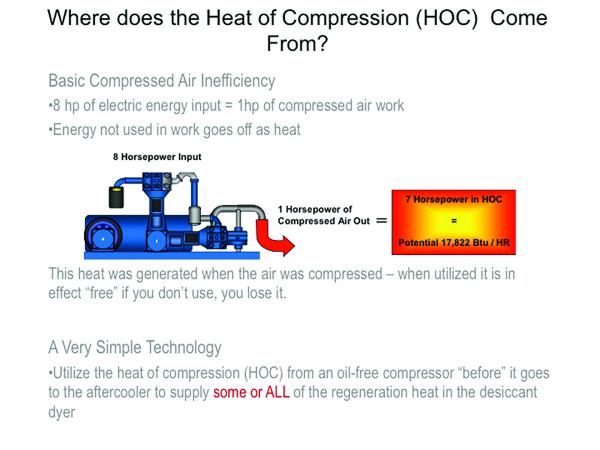
Figure 3.
Figure 3 illustrates this as the hot discharge air from an oil-free compressor, which is about 200 oF to 350 oF - before the after-cooler! There is very low RH hot air from the heat of compression to remove the moisture from the beads into the “purge air.” The HEAT was already in the energy cost of the compressed air – use it or lose it.
What we’ve described is simple HOC technology, which involves utilizing the hot air from an oil-free compressor to remove the moisture before it goes to the after-cooler.
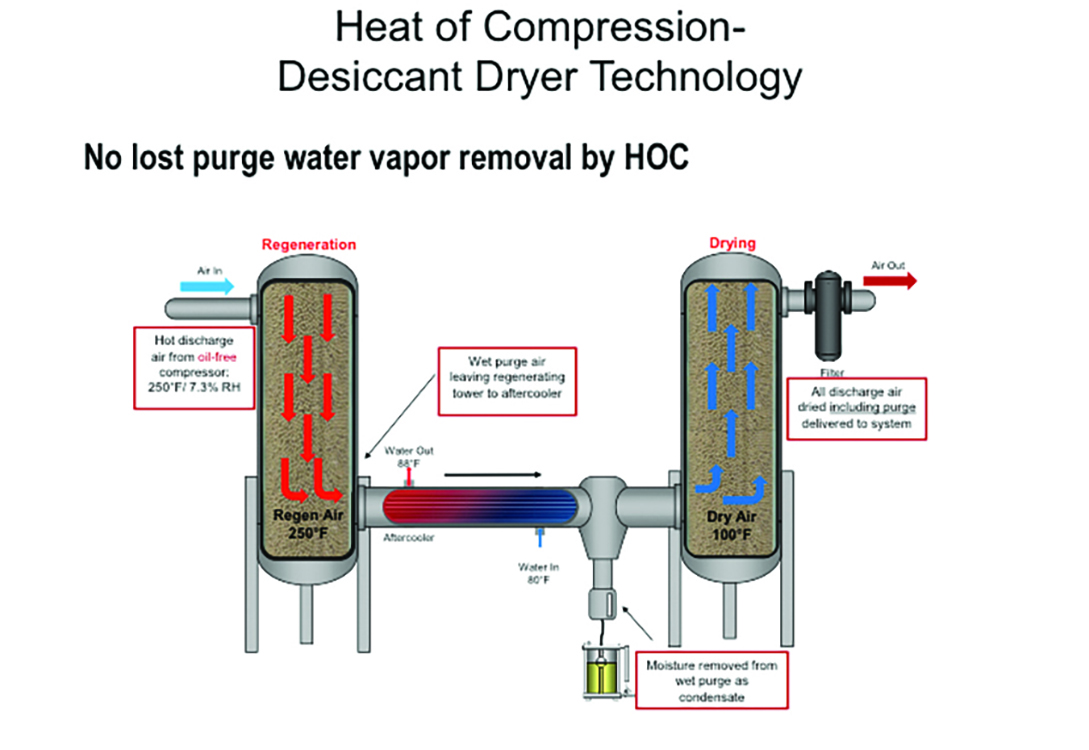
Figure 4. Click here to enlarge.
Figure 4 outlines the HOC Dryer process:
- The heat of compression supplies the temperature differential to create the “RH” imbalance and allows the removal of the water vapor to the regenerating bed to the “purge” air stream.
- The “purge” air stream goes through the water-cooled after-cooler/separator where the moisture in the air stream is condensed to liquid and removed. The after-cooler is mounted on the dryer.
- The “purge” air stream then goes to the drying tower where all of the discharge air is dried and sent to the air system. No “purge” air is lost.
Of note is that an HOC Dryer uses air BEFORE the after-cooler – other heated dryers use air AFTER the after-cooler.There is nothing mystical here. It is a very simple system following basic desiccant dryer technology. Like all dryers, proper performance and reliability depends on well-informed and knowledgeable personnel to fit the best selection to the situation.
Eight (8) Common Misperceptions
Here is a closer look at common misperceptions about HOC dryers.
1- “There must be a 350 oF discharge temperature from the oil-free air compressor for it to work.”
This is just not true - over the last 50-plus years there are many, many successful applications at 200 oF. Regeneration needs a significant difference in RH to remove the moisture from the bed.
The average multi-stage, non-lubricated air compressor will deliver a nominal 35 gram (gr)/cubic foot (cu.ft.) of moisture (due to the moisture removals or the intercoolers).
At 200 oF the compressed air will hold about 385 gr/cu. ft. RH = 35/385 = 9% RH
At 350 oF the compressed air will hold 1,083 gr/cu. ft. RH = 35/1,083 = 3.2% RH
Both of these levels are effective. If the loading and/or conditions require a very low, very stable pressure dewpoint, available options to the HOC may well be in order, such as auxiliary heating and/or dry air-cooling. Well controlled, they will only operate when needed.
2- “The air compressor must run 100% load 100% of the time.”
This is a variation of Misperception No. 1 in that the operation will be successful at varying load. The air compressor must be loaded enough to deliver a minimum 200 oF to the dryer. If it doesn’t, the same options described in Misperception No. 1 will correct the situation.
3- “If the air compressor is down, the dryer is down.”
Many HOC dryers are integrally tied to the air compressor. If the air compressor is down for maintenance or repair and you need to dry compressed air from another source (such as a rental) there are HOC dryer manufacturers that offer an option to easily switch to the heatless mode. When appropriate, it can go back to HOC when the primary air compressor is on line.
4- “You can only run one air compressor to one dryer.”
This is not accurate – when the system is well designed multiple oil-free air compressors can effectively feed multiple HOC dryers.
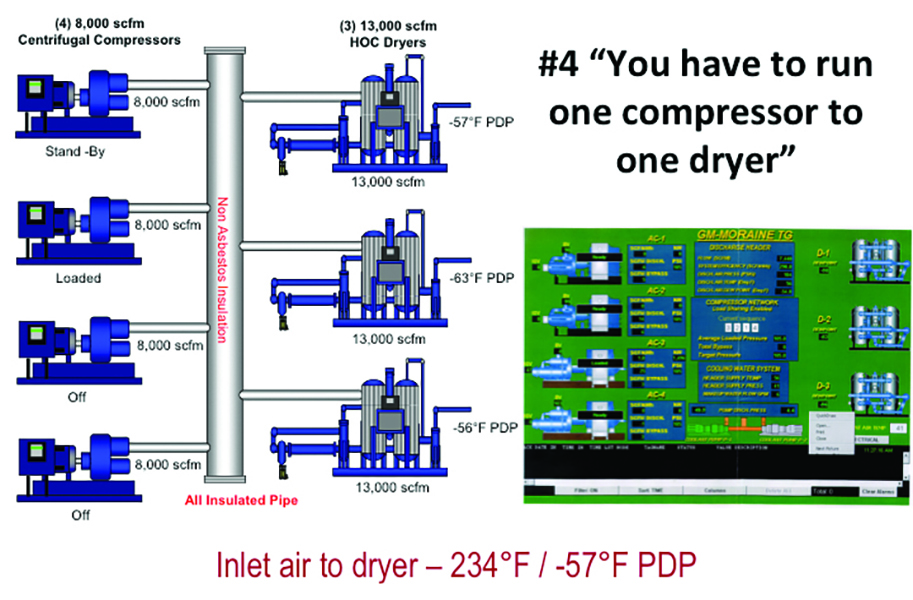
Figure 5.
Figure 5 shows four 8,000 scfm-rated centrifugal air compressors and three 13,500 scfm-rated HOC dryers with well insulated piping and leaders. The screenshot of the control board indicates the following:
- Three compressors are OFF – one at full load
- Three dryers at 20% load each (8,000/ 39,000) and delivering a -56 oF to -63 oF with inlet air temp of -234 oF.
These numbers tell the tale!
5- “HOC dryers have high pressure drop.”
This probably comes from some observations that make it appear to be true. In conventional desiccant dryers the after-coolers, separators, and pre-filters are all mounted on, or near, the air compressor discharge BEFORE ENTERING THE DRYER and the pressure losses here are not noticeable.
In the HOC the hot air comes off the air compressor – picks up the moisture in the drying tower – and then goes through the after-cooler and separators.
The pressure loss in a full-flow HOC unit with no trim heater is about the same as any other high-quality twin tower desiccant dryers and with the heater and dry air-cooling perhaps slightly higher.
Generally the net pressure loss should be about the same when similar pipe sizes, valves, and configurations are used.
6- “HOC dryers lose a lot of compressed air.”
Nothing could be further from the truth. In most installations, “lost purge air” varies from an average of zero to two percent.
The basic flow model with no trim heater loses no compressed air. Other types of twin tower dryers lose approximately five to 15 percent of dry air with “purge sweeps” up to several hours. Some full-featured HOC dryers have a stripping and cooling cycle to optimize performance. Stripping is only 90 minutes with a typical air loss of 2%, only during this time and when needed.
7- “If the air compressor discharge temperature is low you have to heat all of the inlet air.”
If the air compressor discharge temperature is low and the application requires a lower Pressure Dew Point (PDP) – in some models a heater can be added to the stripping line. This heater would be comparable to other heated dryers but it only operates for 90 minutes of the cycle while still delivering energy-efficient dry air. This available option is relatively inexpensive and delivers full performance under virtually any operating conditions.
Heating the stripping line results in much lower energy cost than conventional heater dryer cycles because of the one-time, 90-minute cycle versus a nominal 180 minute (three hours) with other types.
8- “HOC dryers cannot deliver low-pressure dew points in most 100 psig-class air systems.”
This misperception has been given life by a study that concluded, “HOC dryers with multi-stage air compressors cannot provide better than -20 oF below 180 psig.”
This particular study based its conclusions on using “molecule sieve” desiccant in the drying bed and a 125 oF desiccant bed drying temperature. The conclusions used the appropriate isosteres for the molecules sieve desiccant. The calculated answers are correct. The only problem is that almost no one would use a full bed of molecular sieve in the HOC Dryer. Most HOC dryers use activated alumina desiccant, which has much different operating characteristics and works very well as many of these examples show.
Molecular sieve is a synthesized product designed for specific uses and used often in the gas separator field. Industrially it may be used as a final drying agent at the tower exit, taking advantage of its ability to dry effectively in areas of low RH. The recommended regeneration temperature is usually 300 oF to 500 oF. The conclusion reached by this data is not relevant. Molecular sieve is not the bed desiccant used in HOC dryers. Most HOC desiccant dryers use a basic desiccant selection called activated alumina.
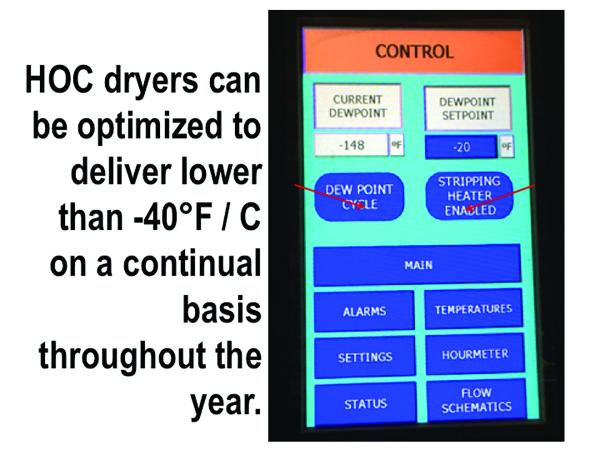
Figure 6.
Figure 6 shows the control board of an HOC Dryer that had a set point of -20 oF with an actual PDP of -148 oF. HOC dryers can be optimized to deliver air at -40 oF/-40 oC on a continual basis.
Summary
There is no other dryer technology with lower operating energy costs and inherent low maintenance costs than heat of compression when conditions are correct. For many commercial air systems the HOC Dryer is a very viable choice when hot non-lubricated air is available.
We hope you’ve found this interesting and look forward to your comments! Contact Hank van Ormer, email: hankvanormer@aol.com, tel: 614.580.2711
To read similar Compressed Air Dryer Technology articles visit www.airbestpractices.com/technology/air-treatment.



